SPA150 AHTS“美人架”的安装及焊接工艺
2016-08-06唐凯凯卓慈承徐建德
唐凯凯,卓慈承,徐建德
(浙江造船有限公司,浙江宁波 315400)
SPA150 AHTS“美人架”的安装及焊接工艺
唐凯凯,卓慈承,徐建德
(浙江造船有限公司,浙江宁波 315400)
浙江造船有限公司所承建的SPA150 AHTS锚作拖带供应船,是一型具有高技术含量、高附加值的新型船舶,其长轴系推进装置艉部铸钢件支架的安装、焊接尚属首次。文章介绍了“美人架”安装、定位及焊接的具体工艺步骤,并经实践检验成功,为今后类似结构的安装、焊接积累了一定经验。
美人架;安装;定位;焊接
0 引言
浙江造船有限公司所承建的SPA150 AHTS锚作拖带供应船具有150T系柱拖力拖带海洋结构物,同时具备向海洋平台输送液货、散装干货及其他材料和设备,对失火的海洋平台和船舶进行消防灭火;协助其他船进行海上作业或海难救助,对海面油污进行处理及污油回收作业等功能。本文介绍了SP150 AHTS锚作拖带供应船长轴系艉部铸钢件支架(下文简称“美人架”),即安装、定位步骤及焊接要求。
1 “美人架”定位
根据相关要求,对“美人架”铸钢件进行检验,合格后方可进入下一步工序。
吊装“美人架”水平撑铸钢件(图1)上船台,并插入相应船体分段开口,并进行初步定位,“美人架”水平撑铸钢件。
板厚中心距基线:1750mm,板宽中心:FR6+50mm,如图2所示。
定位结束后,用支架对其进行固定。
根据“美人架”本体定位要求,对相应船体分段外板进行开孔,开孔定位数据如下:
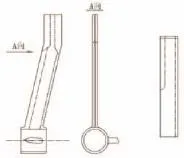
图1 “美人架”本体 “美人架”水平撑
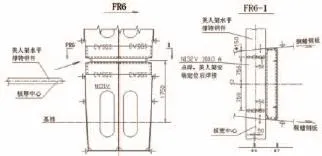
图2 “美人架”水平撑铸钢件初定位
1)船长方向:FR6+546mm;船宽方向:距中4650mm。并根据开孔样板进行开孔,同时对图 3 “FR7”所示结构腹板余量进行修割,不可一次性修割到位,其间距(150mm)能保证美人架本体能顺利吊装到位即可,面板可根据美人架外形尺寸修割线形。同时拆除原点焊结构(如图3“L7”所示)待用。

图3 相应船体分段与“美人架”关联结构
2)吊装“美人架”本体(图1)上船台,并将其上端插入相应船体段开孔。
3)定位“美人架”本体。
其外轴包中心定位数据为:
船长方向:后端面为FR5+305mm;
高度方向:距基1750mm;
船宽方向:距中4650mm +4mm(考虑到焊接收缩,船宽方向向舷侧预放+4mm焊接收缩量),如图4所示。
同时,要求轴套前后端面高度、船宽方向定位数据一致,并保持“美人架”本体立杆垂直于基面。定位无误后,用临时支撑结构将其与船体结构固定。
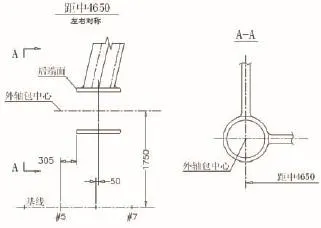
图4 “美人架”本体定位数据(单位:mm)
调整“美人架”水平支撑结构,使之与定位后“美人架”本体保持对应。同时,割除相应船体分段件号为N132V连接件(图2)端部余量,并按图5所示,对N132V两端部开设坡口,两者装配间隙(6±2)mm。
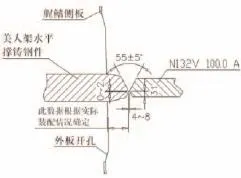
图5 N132V连接件端部坡口及装配间隙
保证导流罩相应结构、“美人架”结构各自定位准确(此状态下,可确定两者相关结构能够一一对应)。
2 焊接
用刚性支撑对“美人架”结构进行支撑,避免在自由状态下进行焊接。
本铸钢件间接头及与N132V连接件接头,如图6“接头1”和“接头2”所示,要求必须持有船检认可的Ⅲ类《焊工合格证书》焊工焊接[1],并要求先焊“接头2”、“接头1”,左右对称。
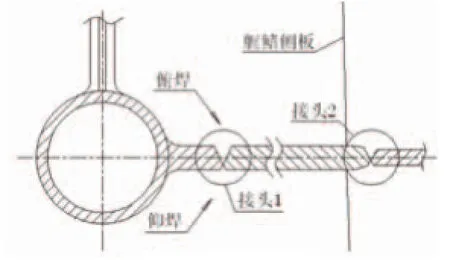
图6 焊接接头
焊前清除坡口及接头两侧各20mm区域内的铁锈、水、污物、碳刨氧化铁渣等[3]。
用电加热方式对焊缝两侧约150mm范围均匀缓慢地预热至100℃~150℃。
焊接时应采用多层多道焊法,不宜采用阔厚焊道焊法。焊接时保持层间温度100℃~200℃左右[3]。每道焊缝(盖面焊除外)焊后用圆头凿锤击焊道,以减少焊接应力,并应仔细清除每道焊缝的焊渣、飞溅等,发现气孔、夹杂、裂缝等缺陷应及时刨除[2]。
要求两美人架对称焊接。采用“圆柱”衬垫,对俯焊缝(图6)焊接约1/3后,再进行仰焊缝的焊接工作(留盖面焊不焊)。再对俯焊缝焊接约1/3,完成仰焊缝盖面焊焊接。最后完成俯焊缝的焊接。
焊接过程中要求,分阶段对“美人架”外轴包定位数据进行测量,若数值超差,应立即停止施焊,并进行修正。
焊后应在580℃~620℃范围内进行应力消除热处理,并不少于4小时;然后采用保温棉覆盖焊道不少于4小时以缓慢冷却[3]。
焊接要求全焊透。焊接完成后,根据设计要求用超声波(UT)和磁粉(MT)进行无损探伤[2],并要求焊后外轴包中心定位数据为:
船长方向:后端面为(FR5+305±4)mm;
高度方向:距基(1750±4)mm;
船宽方向:距中(4650±4)mm。
其余焊接要求详见表1。
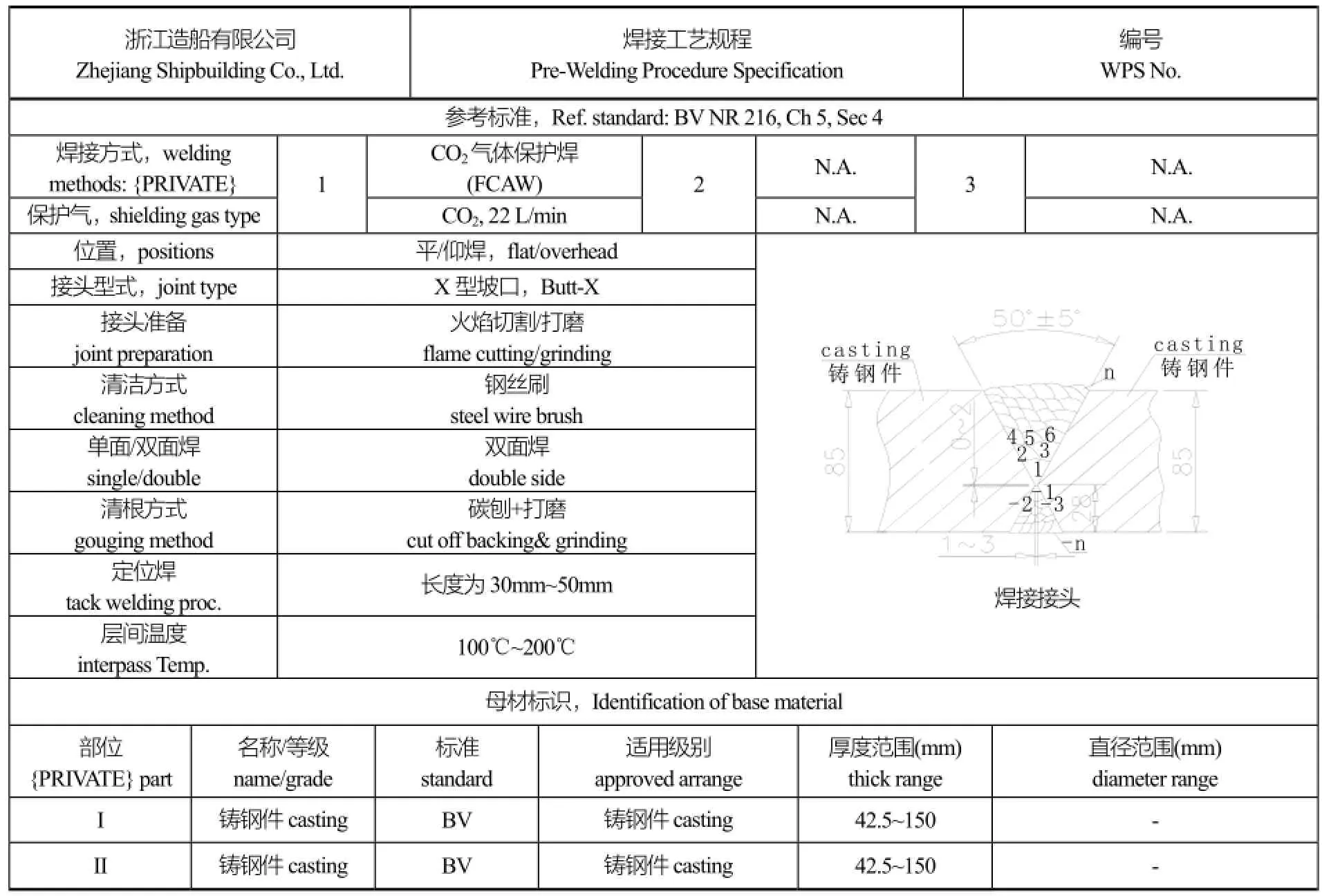
表1 铸钢件及其与后焊焊接工艺规程
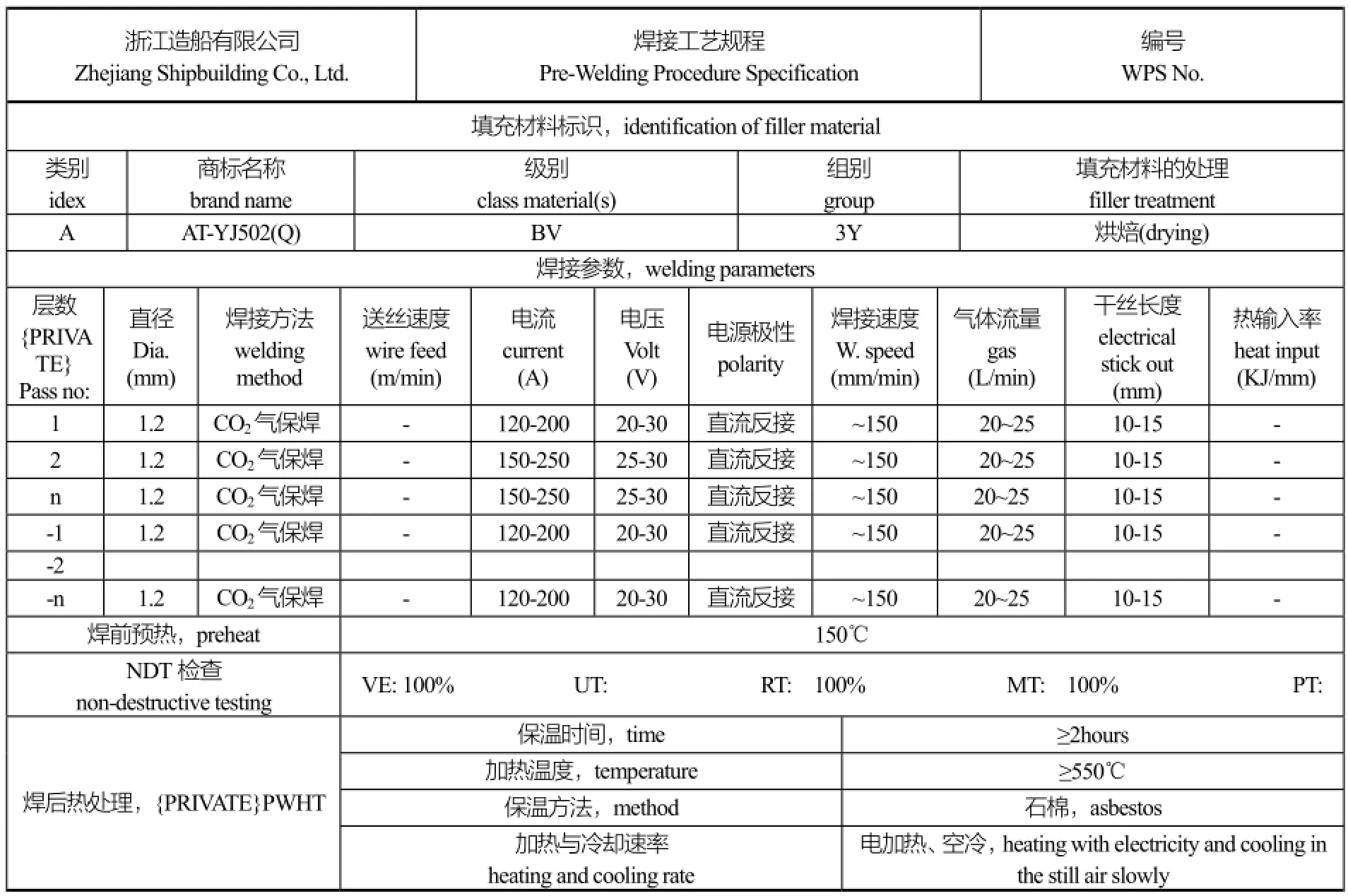
浙江造船有限公司Zhejiang Shipbuilding Co., Ltd.焊接工艺规程Pre-Welding Procedure Specification编号WPS No.填充材料标识,identification of filler material类别idex商标名称brand name级别class material(s)组别group填充材料的处理filler treatment A AT-YJ502(Q) BV 3Y 烘焙(drying)焊接参数,welding parameters层数{PRIVA TE}Pass no:直径Dia. (mm)焊接方法welding method送丝速度wire feed (m/min)电流current (A)电压Volt (V)电源极性polarity焊接速度W. speed (mm/min)气体流量gas (L/min)干丝长度electrical stick out (mm)热输入率heat input (KJ/mm)1 1.2 CO2气保焊 - 120-200 20-30 直流反接 ~150 20~25 10-15 -2 1.2 CO2气保焊 - 150-250 25-30 直流反接 ~150 20~25 10-15 -n 1.2 CO2气保焊 - 150-250 25-30 直流反接 ~150 20~25 10-15 --1 1.2 CO2气保焊 - 120-200 20-30 直流反接 ~150 20~25 10-15 --2 -n 1.2 CO2气保焊 - 120-200 20-30 直流反接 ~150 20~25 10-15 -焊前预热,preheat 150℃NDT检查non-destructive testing VE: 100% UT: RT: 100% MT: 100% PT:焊后热处理,{PRIVATE}PWHT保温时间,time ≥2hours加热温度,temperature ≥550℃保温方法,method 石棉,asbestos加热与冷却速率heating and cooling rate电加热、空冷,heating with electricity and cooling in the still air slowly
3 与导流罩及船体结构焊接
将“美人架”水平撑结构、N132V连接件分别与导流罩水平撑、相应船体分段结构进行焊接,接头形式如图7所示。同样要求对称焊接,焊接参数可参考上述铸钢件焊接要求进行调整。焊接要求全焊透。
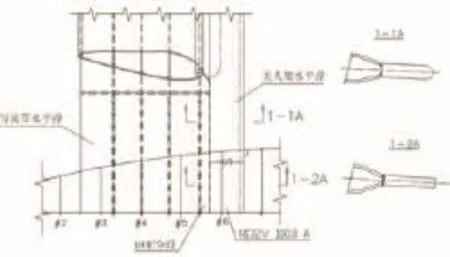
图7 103C散装外板
修割如图3“LP”结构,并进行装焊。其与“美人架”对接要求全焊透,与102C分段其余角接缝要求深熔焊。根据“美人架”水平撑装焊实际,对相应船体分段N5008VR散装外板进行开槽(图8),外板与美人架要求全焊透。

图8 对接形式
4 结论
通过SPA150 AHTS锚作拖带供应船长轴系艉部“美人架”形式支架的安装、定位及焊接的成功完成,为本船的顺利建造创造了有力条件,为今后类似结构的安装、焊接积累了一定经验。
[1] 中国船级社. 钢制海船入级规范[S]. 北京: 人民交通出版社, 2006.
[2] 王鸿斌. 船舶焊接工艺[M]. 北京: 人民交通出版社,2006.
[3] 黄浩. 船体工艺手册[M]. 北京: 国防工业出版社,2013.
Installation and Welding Process of Spindle Carrier of SPA150 AHTS
Tang Kai-kai, Zhuo Ci-cheng, Xu Jian-de
(Zhejiang Shipbuilding Co., Ltd., Zhejiang Ningbo 315400, China)
The SPA150 AHTS anchor handing / tug supply vessel is a new type ship with high technology and high value, built by Zhejiang Shipbuilding Co., Ltd. Its long axis of the tail propulsion system of steel casting carrier (called spindle carrier in the following text) is for the first time installed and welded. In the paper, the process of spindle carrier’s installation, position and welding are introduced, which is successfully tested in the work. It accumulates experience for similar structure installation and welding work in the future.
spindle carrier; installation; position; welding
U674.38
A
10.14141/j.31-1981.2016.01.006
唐凯凯(1985—),男,工程师,研究方向:船舶设计工作。