钕铁硼磁体粘接过程中绝缘性的控制要素
2016-08-05于永江肖云娜王庆凯杨晓静赵吉玲
于永江,肖云娜,王庆凯,杨晓静,赵吉玲
(烟台正海磁性材料股份有限公司,山东 烟台 264006)
钕铁硼磁体粘接过程中绝缘性的控制要素
于永江,肖云娜,王庆凯,杨晓静,赵吉玲
(烟台正海磁性材料股份有限公司,山东 烟台 264006)
在高速电机领域,钕铁硼永磁体在高速运转过程中易产生涡流损耗,常用的解决方法之一是将大块磁体切成小块,并进行绝缘连接,以组合磁体的形式应用,其中相互粘接的磁体之间的绝缘特性直接影响组合磁体中涡流损耗的控制效果。本文通过考察磁体、胶层、组合工艺等因素对组合磁体绝缘性的影响,发现有效的镀层防护是实现组合磁体内相互粘接的磁体之间有效绝缘的可靠方法。
钕铁硼磁体;磁体粘接;组合磁体;绝缘
自 从 上 世 纪80年 代M.Sagawa[1]、Croat[2]及M.C.Koon[3]同时报 道 钕铁硼系永 磁材料以来,钕铁硼磁体以其优良的物理性能在科学技术领域受到广泛关注。与传统的铁氧体磁铁相比,钕铁硼磁体因具有高磁能积、高剩磁、高矫顽力和高导电性等优良性能而被誉为“磁王”,广泛应用于发电机、电动机、通讯设备等领域[4]。钕铁硼磁体的特性决定了在其应用过程中存在涡流损耗的缺点,为了减小涡流,常用的解决方法是以绝缘连接的小块组合磁体取代整块的大块磁体[5], 由 于 钕 铁 硼 磁 体 性 脆 且 硬[6,7], 所 以 组合过程多采用胶粘剂进行绝缘粘接。在高速驱动电机等行业,组合磁体取代整块磁体的应用趋势越来越明显,所以对磁体进行绝缘粘接的技术正逐渐成为钕铁硼磁体领域新的研究热点。
1 组合磁体内部绝缘性的影响因素分析
为了实现相互粘接的磁体之间的绝缘性,传统的方法是采用绝缘胶直接粘接成品磁体进行控制,但仅靠绝缘胶并不能完全保证相互粘接的磁体之间的绝缘性。此外,由于电机等设备逐渐向小型化、轻型化方向发展,因此所需磁体有时尺寸较小(例如10片1×1×0.5 mm的磁体粘接为1×1×5 mm的组合磁体),从而使得直接粘接磁体成品难度较大;粘接加工过程趋向于采用先粘接磁体半成品再机械加工和镀层防护的工艺,但该工艺难以保障磁体之间的绝缘性。为了探索组合磁体中相互粘接的磁体间完全绝缘的条件,本文对这2种工艺及其控制要素进行了试验。
2 实验部分
选取常用的结构胶粘剂TS805G,单片磁体尺寸为54.5×30×3.8 mm的磷化镀层和环氧镀层磁体,粘接面均为54.5 mm×30 mm的平面,粘接部位保证100 %涂敷胶粘剂进行胶接,固化过程中用特定的工装进行恒压固化。
直接粘接成品的工艺中着重考查了胶层厚度和导电的相关性。分别采用涂胶量和石英砂控制胶层厚度,并通过显微镜测量厚度的准确值,其中石英砂的混入量为总胶量的3~5 %[11],混匀后进行正常粘接。为了保证数据的可靠性,本方案分别将相同镀层的2片磁体进行粘接,2类镀层防护的磁体各粘接100个胶缝,进行测试和统计。
在先粘后切的组合工艺中,利用绝缘胶分别对2种镀层的磁体半成品进行粘接,在涂胶时以涂胶量来控制大小胶缝,而具体的胶缝厚度以显微镜测量为准。为了保证数据的可靠性,每5片磁体(4个胶缝)相互粘接为一套组合磁体,本实验共粘接25套组合磁体。每套组合磁体被平行切割2次后再进行磨边和倒角,然后进行绝缘性考查,先粘后切工艺的粘接示意图如图1所示。
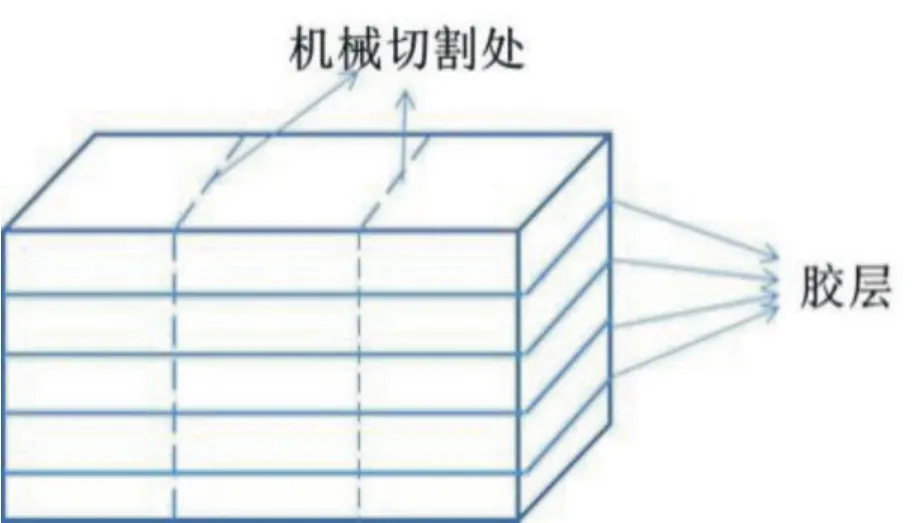
图1 先粘后切工艺的粘接示意图Fig.1 Processing diagram for bonding following cutting
3 结果及讨论
使用绝缘胶粘接磁体成品的工艺中,粘接环氧镀层时,无论胶层厚度如何,相互粘接的磁体都是绝缘的。粘接磷化镀层磁体的胶层厚度和实际测量的绝缘胶缝的比例统计结果如表1所示,从表1可以看出若胶粘剂中不混入石英砂,则只有当最终胶层厚度保证在80 μm以上时,才能保证相互粘接的2片磁体之间是不导电的,当胶层厚度小于80 μm时,即使所用结构胶为绝缘胶,也不能完全保证相互粘接的2片磁体之间有效绝缘。当胶粘剂混入不同粒径的石英砂后,胶层厚度的均一性得到有效控制,胶层厚度大于50 μm,即可保证相互粘接的2片磁体之间不导电。造成上述差别的原因在于,结构胶具有一定的流动性,在其固化过程中需要长时间施加外力,若没有粒子支撑,胶层的均匀性难以保证,可能会出现微小气孔、薄厚不均等现象,导致相互粘接的2片磁体间相互导电,且胶层越薄,导电的几率越大。所以,在用绝缘胶粘接导电镀层的成品磁体时若仅靠涂胶量控制胶层厚度的方法来实现绝缘,只有当胶层厚度较大时才能避免不确定因素的影响,保证相互粘接的2片磁体之间有效绝缘。

表1 直接粘接磷化镀层成品磁体工艺中不同胶层厚度时组合磁体的绝缘性Tab.1 Insulativity of magnetic assembly controlled by glue-line thickness in process of bonding magnetic segments with phosphate coating
使用绝缘胶对先粘后切工艺过程的考查结果表明,当需粘接的半成品为绝缘的环氧镀层时,磁体之间的绝缘性不随胶层厚度和机加工(即机械加工)过程而发生改变。当粘接的半成品为磷化镀层磁体时,加砂控制胶层厚度的试验组和未加砂控制厚度的实验组经过切片机切割等正常机加工过程后,都存在导电胶层,且胶层越薄,机加工后导电的几率越大。机加工后的导电胶层的电镜能谱分析结果如图2所示,胶层表面有明显的机械切割和挤压痕迹。微区成分分析结果如表2所示,表明胶层表面有铁、钕等金属元素存在,而TS805G是丙烯酸类的胶粘剂,本身不含有铁、钕等金属元素,所以推测机加工过程导致磁泥渗入固化的胶层中。

图2 机加工后胶层的微区能谱分析Fig.2 Energy dispersive spectrum of glue-line layer after cutting

表2 导电胶层的成分分析结果Tab.2 Component analysis results of electric glue-line layer
由于在组合磁体的机械加工过程中,刀片和磁体之间存在挤压和摩擦,会产生瞬时高温,而胶层的硬度和耐温性有限,所以切割过程中产生的磁泥可能被挤进软化的胶层中,使其因渗入金属磁泥而导电,胶层越薄,这种切割导致的导电现象的概率越大。此外,环氧层的厚度要远小于胶层的厚度,如图3所示,且镀层致密坚硬,耐高温性能远优于胶层,切割过程中不易被瞬时高温软化而渗入磁泥,所以使用环氧镀层的磁体时,即使切割过程导致胶层的导电性质发生变化,也可保证最终相互粘接的磁体之间的绝缘连接。

图3 显微镜下胶缝和环氧镀层的对比图象Fig.3 Comparison of glue-line layer and epoxy coating layer under microscope
4 结论
在对钕铁硼系组合磁体进行粘接的过程中,若不采用绝缘镀层,在直接粘接磁体成品时,理论上可以采用加砂控制胶层厚度的方法实现相互粘接的磁体之间的绝缘,但是胶层厚度增加,易导致组合磁体中磁体的有效面积减小,磁数密度降低,从而影响钕铁硼磁体的能量转换效率。在采用先粘后切的工艺时,由于磁泥的深入,胶的绝缘性发生改变,即使增加胶层厚度也不能完全实现相互粘接的磁体的有效绝缘。而环氧镀层的绝缘、致密、硬度大、耐高温等特性不易受胶层厚度和组合工艺的影响而成为阻止磁体导电的良好选择。
所以,在组合磁体的实际粘接过程中,无论采用粘成品的工艺还是先粘后切的工艺,若要实现组合磁体中相互粘接的磁体之间的有效绝缘,最可靠的方法是对需粘接的磁体进行环氧镀层防护。
[1]Sagawa M,Fujimura S,Togawa N,et al.New Materials for Permanent Magnets on a Based of Nd and Fe[J].Journal of Applied Physics,1984,55(6):2083-2087.
[2]CroatJJ,Herbst JF,Lee R W,Pinkerton P E.Pr-Fe and Nd-Fe Based Materials:A New Class of High Performance Permanent Magnets[J].Journal of Applied Physics,1984, 55(6):2078-2082.
[3]Koon N C,Das B N.Crystallization of Fe B Alloys with Rare Earths to Produce Hard Magnetic Materials[J].Journal of Applied Physics,1984,55(6):2063-2066.
[4]王玉林.中国烧结钕铁硼磁体行业市场营销策略研究[D].青岛:中国海洋大学,2005.
[5]周凤争,沈建新,王凯.转子结构对高速无刷电机转子涡流损耗的影响[J].浙江大学学报,2008,42(9):1587-1590.
[6]李安华,董生智,等.稀土永磁材料的力学性能[J].金属功能材料,2002,9(4):7-10.
[7]周寿增.稀土永磁材料及其应用[M].北京:北京冶金工业出版社,1990,12-60.
[8]马长富.简明粘接技术[M].上海:上海科学技术文献出版社,2012,123-134.
[9]李卫华,易晓波,姚建荣,等.浅谈永磁风力发电机磁钢粘接用胶黏剂的测试与选择[J].电机与控制应用,2013,40(2):56-61.
[10]周建文,罗军.新型第二代丙烯酸酯结构胶[J].粘接,2000,21(4):19-22.
[11]何晓聪.能有效控制粘接层厚度的粘接方法[P].中国:1127191,1996.
Control elements of insulativity in bonding process of Nd-Fe-B magnet assembly
YU Yong-jiang, XIAO Yun-na, WANG Qing-kai, YANG Xiao-jing, ZHAO Ji-ling
(YantaiZhenghaiMagnetic Material Co. Ltd., Yantai, Shandong 264006,China)
In the field of high-speed motor, there is eddy current loss in the Nd-Fe-B permanent magnet during the high speed process during the, one of the solution is that the whole piece of Nd-Fe-B magnet is replaced by magnetic assembly which is bonded together from small magnets, the insulativity of the neighbouring magnetic segments influence the controlling of eddy current loss. In this article, based on the effect of magnet, glue-line thickness and assembling process on the insulativity of the magnet assembly it was found that the effective protection of magnet coating layer is the reliable method to realize the effective insulation between the bonded magnets in the magnet assembly.
Nd-Fe-B magnet; magnet bonding; magnetic assembly; insulation
TG495
A
1001-5922(2016)01-0055-04
2015-08-07
于永江(1969-),男,高级工程师,研究方向:稀土永磁材料。E-mail:yuyongjiang@zhmag.com。
肖云娜(1985-),女,博士,中级工程师,研究方向:胶粘剂在稀土永磁材料方面的应用。E-mail:xiaoyunna4072@163.com。
