组合金刚石圆锯片模态和频响分析
2016-08-05葛健煜张进生叶鲁浩于家伟高丽君
葛健煜, 黄 波, 王 志, 张进生,, 叶鲁浩, 于家伟, 高丽君
(1. 山东大学 机械工程学院, 山东 济南 250061; 2. 山东省石材工程技术研究中心, 山东 济南 250061;3. 山东大学 高效洁净机械制造教育部重点实验室, 山东 济南 250061; 4. 山东大学 海易研究院, 山东 日照 276800)
组合金刚石圆锯片模态和频响分析
葛健煜1,2,3, 黄波1,2, 王志1,2,3, 张进生1,2,3,4, 叶鲁浩1,2,3, 于家伟1,2,3, 高丽君4
(1. 山东大学 机械工程学院, 山东 济南 250061; 2. 山东省石材工程技术研究中心, 山东 济南 250061;3. 山东大学 高效洁净机械制造教育部重点实验室, 山东 济南 250061; 4. 山东大学 海易研究院, 山东 日照 276800)
摘要:针对组合金刚石圆锯片的振动噪声和振动破坏问题, 通过Virtual Lab中的声学有限元模块对组合金刚石圆锯片进行模态分析和单点激励下的频响分析, 同时对相同规格的单片锯也进行相应分析, 分析了锯片的固有频率和主振型, 以及在轴向变频载荷下锯片的位移响应. 通过组合锯与单片锯的对比分析, 得出其相同点在于:为了避免在外界冲击作用下产生的频率与固有频率相近而发生共振, 锯片参数设置均要避开共振转速; 其不同点在于:在耦合作用下, 组合锯出现两个锯片不同振型的情况, 其中一锯片轴向振动幅值为0, 振动特性良好, 在实际工作中, 可以合理利用这些固有频率振型. 研究结果为实际工作中组合锯的振动控制提供参考.
关键词:金刚石圆锯片; 组合锯; 振动; 模态分析; 频响分析
近年来, 由于组合金刚石圆盘锯能大幅提高生产效率和效益、 降低生产成本, 组合锯开始广泛应用于石材加工行业. 当前, 石材行业用组合金刚石圆盘锯, 主要为不等直径的大小片塔型组合锯, 实现一次完全锯解需要多次走刀, 效率较低, 使用等直径锯片组合可以极大地提高生产效率, 但等直径组合锯锯片振动噪声问题严重, 导致加工误差大, 尤其体现在大板的加工中, 加工出板材厚度不一致性高, 资源浪费, 污染严重. 针对金刚石单片锯的振动噪声问题, 国内外学者已经进行了广泛而深入的研究,Beljo-Lucic教授研究了锯切过程中的空气动力学噪声[1],Vobolis介绍了一种能够较为精确确定圆锯片自由振动的振型、 固有频率以及振幅的方法[2],B.W.Huang研究了加工中锯片的横向振动及其存在的稳定性问题[3],MingSongZhang研究发现锯片开槽影响噪声衰减, 并研究了槽参数对锯片振动特性的影响[4],Beljo-Lucic通过实验验证了切割参数的优化可以改善锯片振动性能, 降低噪声[5],PohlM提出了在锯片两边添加一种可以自主发电的压电阻尼器达到降低噪声的目的[6],G.S.Schajer认为对圆锯片采用导向装置能减小圆锯片的振动噪声[7]. 但针对组合金刚石圆盘锯的振动噪声问题, 尤其等直径金刚石组合锯的振动噪声问题, 目前还没有研究.
本文对Φ1 650mm金刚石圆锯片两片等直径组合进行研究, 基于VirtualLab, 采用有限元方法, 计算分析组合金刚石圆锯片固有振动特性和外载荷作用下的振动特性, 为低噪声组合金刚石圆锯片设计提供一定参考.
1组合金刚石圆锯片的模态分析
1.1金刚石圆锯片的振动学方程
采用弹性力学有限元法, 得到金刚石圆盘锯基体的动力学方程为[8]

(1)

(2)
式中:ωi为第i阶模态的固有频率,i=1 ,2,…,n.
将金刚石圆锯片动力学方程从物理坐标系转换到模态坐标系, 得到振动位移
(3)

则金刚石圆锯片在物理坐标系下速度为

(4)
第r阶模态在结构某点i处的振动速度
(5)
式中:j为复数单位;φr,i是第r阶模态在结构i处的模态位移.
1.2组合金刚石圆锯片的有限元模型
在VirtualLab中基于CATIA三维实体建模工具, 建立组合金刚石圆锯片两片组合的实体模型, 齿数为108, 建模结构参数如表 1 所示, 有限元模型材料参数如表 2 所示.
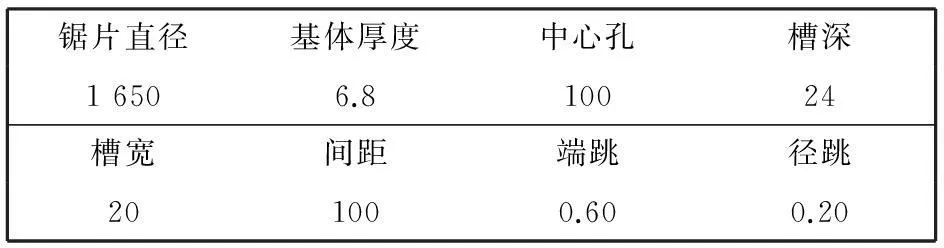
表 1 组合金刚石圆锯片结构参数

表 2 组合金刚石圆锯片的材料参数
模型赋予2D属性, 网格划分时采用板壳Shell单元, 网格形状为三角形, 划分尺寸为20mm, 对组合圆锯片进行面网格划分. 边界条件:对组合圆锯片主轴两个端面处施加全约束. 组合圆锯片有限元模型如图 1 所示.
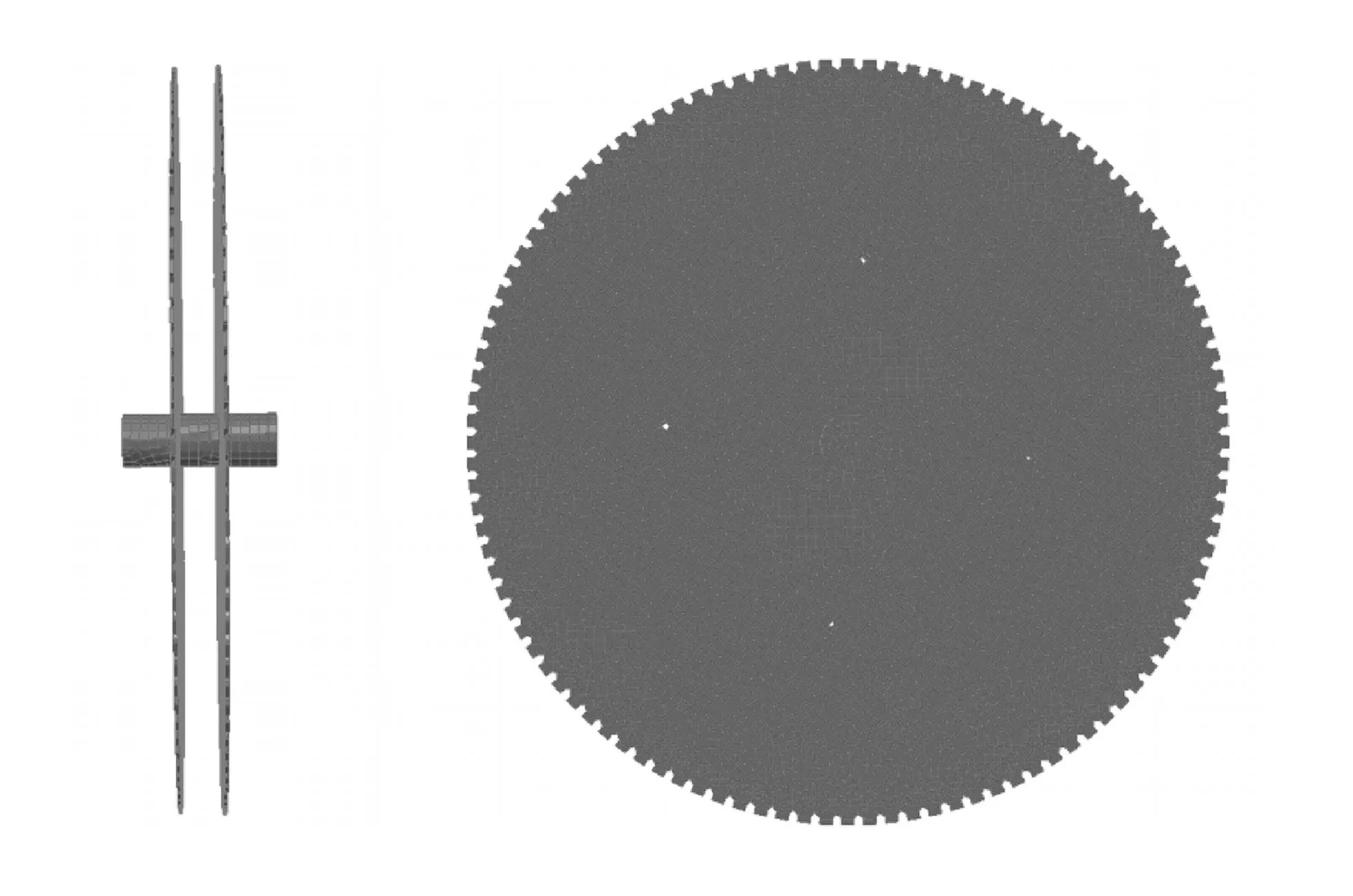
图 1 组合金刚石圆锯片有限元网格Fig.1 Finite element mesh of combined diamond saw blades
1.3组合金刚石圆锯片模态结果分析
实际工况下,Φ1 650组合锯转速多为n=300~360r/min, 因此锯片工作时所受锯切力的频率[9]f=nz/60=540~648Hz, 其中锯齿数z=108. 采用Lanczos法求得组合金刚石圆锯片的固有频率与振型, 计算范围540~648Hz. 同时, 采用相同方法对同一规格的单片锯也进行模态分析. 得到组合锯与单片锯模态分析的固有频率对比如表 3 所示(“振型阶次”从540Hz开始计数为第一阶次).
由表 3, 可知:组合锯固有频率同单片锯固有频率表征的相同点在于:均随着阶次的增加, 固有频率逐渐增加. 不同点在于:① 在同一频率范围内(540~648Hz), 组合锯的模态要复杂很多, 在模态耦合时出现了一些新的耦合频率, 振型阶次明显多于单片锯, 且有频率相同的振型出现, 如组合锯第15阶和第16阶固有频率相同, 第34阶和第35阶固有频率相同, 这就导致当组合锯轴向激振力频率达到其同时出现多个振型的固有频率时, 会激发锯片更大的振动, 产生更大的噪声, 而圆锯片的主要激振力来自于它周期性的转速, 这就指导组合圆锯片锯切时的转速设置应尽量远离各阶固有频率, 尤其是远离出现多个振型的固有频率. ② 在频率范围540~648Hz内, 组合锯固有频率之间的差值相比于单片锯更小, 模态更密集, 因此很容易发生共振, 故实际工况下, 考虑组合锯锯切参数设置时, 要避开的转速也相应增多.

表 3 540~648 Hz内组合锯与单片锯固有频率
通过总结分析, 提取了具有代表性固有模态的振型图, 如图 2 所示, 以两片锯组合为例, 振型查看取同一模态左右两个锯片振型图, 同时对比相近固有频率下单片锯振型图.

图 2 振型图Fig.2 Vibration mode
由图 2 可以看出:① 组合锯振型与单片锯振型的相似点在于:在一些固有频率点, 组合锯固有模态振型与单片锯固有模态振型相近, 如图2(c)中组合锯在固有频率578.007Hz时的振型图与图(f)单片锯在固有频率574.161Hz时振型图相近, 即组合锯保留了单片锯的部分模态振型. ② 组合锯振型与单片锯振型的不同点在于:在耦合作用下, 组合锯系统更多地呈现左右两个锯片不同振型的情况, 这些振型对组合锯片间耦合作用敏感, 如图2(a)中组合锯564.877Hz振型图及图2(b)中组合锯该固有频率时左、 右两边锯片振型图, 左边锯片在564.877Hz时轴向振动位移幅值为0, 而右边锯片轴向振动主要集中在锯片边缘的周向圆上, 因此, 在实际锯切时, 可以利用固有频率564.877Hz, 在该模态下, 只需对右边锯片的轴向振动加以控制, 如可以在右边锯片边缘周向圆上通过辊压适张处理改善锯片基体应力状态, 增强锯片稳定性, 也可以在锯片边缘周向圆处设置减小振动的导向装置, 而左边锯片的振动特性良好, 可以不加处理.
2组合金刚石圆锯片的频响分析
2.1组合金刚石圆锯片轴向载荷输入
轴向载荷是金刚石圆锯片振动产生的主要原因, 轴向载荷产生的机制有多个方面, 锯片锯齿的不对称性、 被加工石材切口不规则、 锯解过程中圆锯片应力状态的变化、 圆锯片或锯机主轴的加工和装配误差等均能对锯片产生轴向载荷[10].
轴向载荷依据轴向力模型[11]
(6)
式中:Ft为锯切力的切向分力; r0为锯切力作用的半径; x为锯切力作用点处的横向振动位移; θ为锯切力作用点的位置角.
轴向载荷激励力频率范围取500~700Hz, 激励点位置如图 3 所示.
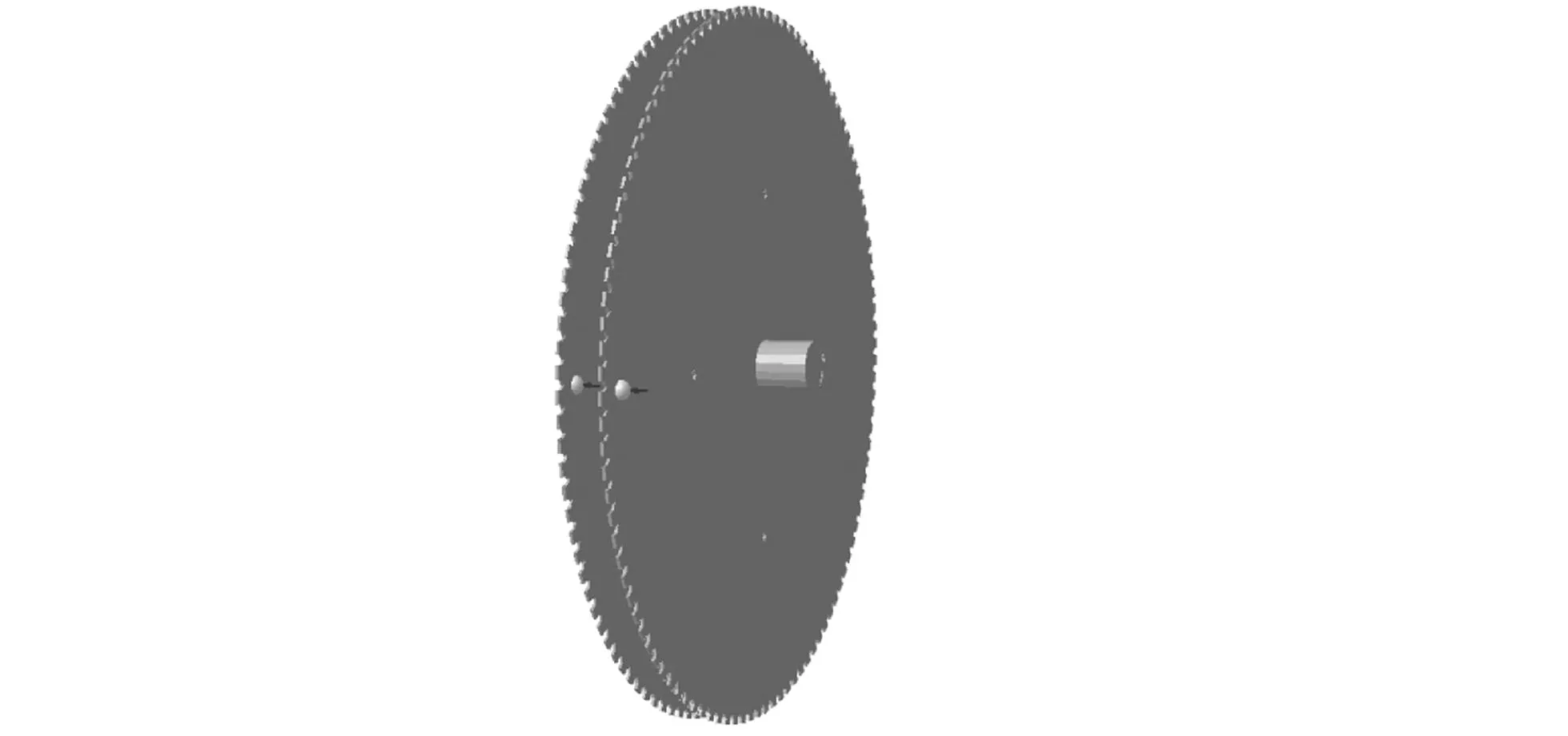
图 3 轴向激励力施加位置Fig.3 Applied position of axial excitation force
2.2组合金刚石圆锯片频响函数求解参数设置
在VirtualLab中, 通过模态叠加法计算组合金刚石圆锯片的振动频响函数, 以0~2 000Hz的组合金刚石圆锯片振动模态作为模态基建立组合金刚石圆锯片模态空间[9], 计算组合金刚石圆锯片在轴向激励下的位移响应, 求解频率范围选540~650Hz, 计算步长为1Hz. 此外计算过程中为防止共振时结构的振动响应峰值趋向无限大, 需要添加模态阻尼. 金刚石圆锯片的模态阻尼损失因子由试验测得, 根据已有的数据, 计算取组合金刚石圆锯片的各阶模态损失因子为0.2%[12].
2.3组合金刚石圆锯片频响结果分析
取组合圆锯片任一锯片XOY平面上靠近激励点一侧的3个节点分析, 同时取相同载荷激励下, 单片锯相同位置节点分析, 节点位置如图 4 所示, 位移响应曲线如图 5 所示.
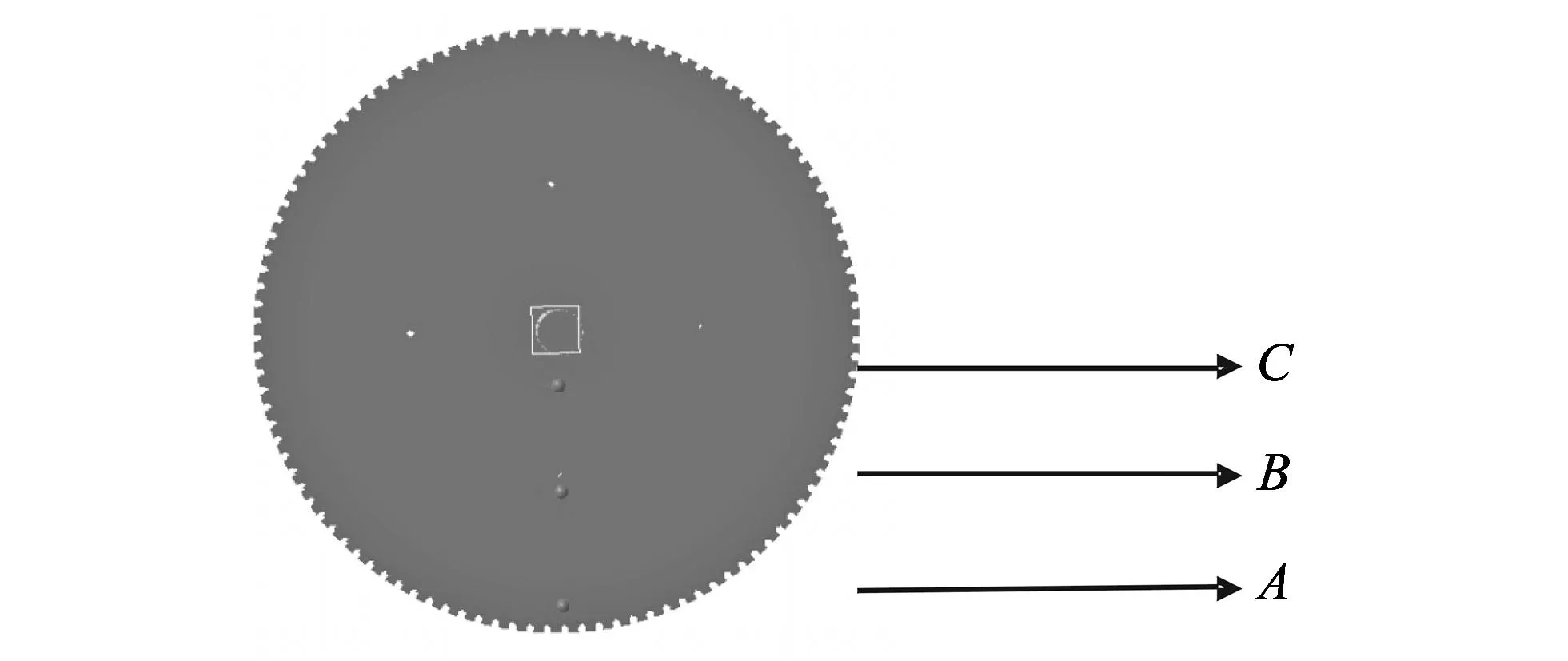
图 4 分析节点选择位置Fig.4 Analysis node selection
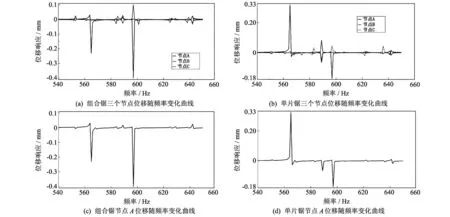
图 5 位移响应曲线Fig.5 Displacement response curve
由图 5(a), (b)可知:组合锯同单片锯位移响应的相同之处是:① 在激振力下, 某些频率下锯片发生共振, 出现位移峰值, 且组合锯与单片锯主要位移峰值所在的频率段基本对应, 如均在560~570Hz及590~600Hz时发生共振, 产生位移峰值, 因此, 在实际工作中, 组合锯同样要避开共振敏感区域使用锯片, 避开共振转速. ② 距激振点越近的节点, 引发共振的概数和程度均越大, 如节点C处位移峰明显多于其他两个节点, 且位移峰值要高于其他两个节点.
对比图 5(c), (d)可知:组合锯同单片锯位移响应的不同之处是:在激励力下, 组合锯与单片锯的位移最高峰值出现的频段不同, 组合锯位移主峰出现在590~600Hz之间, 而单片锯位移主峰出现在560~570Hz之间, 且组合锯的位移主峰值要高于单片锯的位移主峰值, 这是因为, 工况下组合锯的每个锯片均同时受轴向载荷, 锯片间振动耦合造成的, 故在实际工作中, 锯片参数设置要特别参考组合锯出现位移主峰的频率段.
3结论
通过建立等直径组合金刚石圆锯片的有限元模型, 并对其进行固有模态分析和单点轴向激励作用下的频响分析. 得出以下结论:
1) 组合金刚石圆锯片相比于金刚石单片锯, 固有模态更密集, 且有频率相同的振型出现, 为了防止共振, 建议锯切时锯片的转速设置应尽量远离各阶固有频率, 尤其是远离出现多个振型的固有频率.
2) 在耦合作用下, 组合锯保留了单片锯的部分模态振型, 但更多地呈现两个锯片不同振型的情况:其一锯片轴向振动幅值为0, 振动特性良好, 在实际工作中, 可以合理利用这些固有频率振型, 对振动明显锯片的轴向振动可以通过辊压适张处理、 设置导向装置等加以控制.
3) 在轴向激振力下, 组合锯同单片锯一样, 产生共振, 出现位移峰值, 但在耦合作用下, 其位移主峰所在的频率段不同, 且峰值高于单片锯, 故在实际工作中, 组合锯同样要避开共振敏感区域使用锯片, 特别要考虑出现位移主峰的频率段.
参考文献:
[1]Beljo-LucicR,VladoG.Suppressionofwhistlingnoiseinidlingcircularsawbydampingofclampingsystem[J].DrevarskyVyskum/WoodResearch, 2003(3):19-26.
[2]UkvalberqieneK,VobolisJ.Experimentalstudiesofwoodcircularsawforms[J].WoodResearch, 2005, 50:47-58.
[3]Bo-WunH,Jao-HwaK.Variationinthestabilityofarotatingbladediskwithalocalcrackdefect[J].JournalofSoundandVibration, 2006(3):486-502.
[4]ZhangMingsong,ZhuPuxian.Diamondcircularsawbladesnoiseattenuationandfiniteelementmodalanalysis[J].AppliedMechanicsandMaterials. 2013(10):129-133.
[5]Beljo-LucicR.Somepossibilitiesforreducingcircularsawidlingnoise[J].JournalofWoodScience, 2001, 47(5):389-393.
[6]PohlM,RoseM.Piezoelectricshuntdampingofacircularsawbladewithautonomouspowersupplyfornoiseandvibrationreduction[J].JournalofSoundandVibration, 2015(1):20-31.
[7]SchajerGS,WangSA.Effectofworkpieceinteractiononcircularsawcuttingstability[J].EuropeanJournalofWoodandWoodProducts, 2001(5): 388-393.
[8]李庆华, 谭庆昌. 高速旋转圆盘刀具薄刀片横向振动的有限元分析[J]. 吉林大学学报(工学版), 2007, 37(4): 814-818.
LiQinghua,TanQingchang.Finiteelementanalysisoflateralvibrationofhigh-speedrotatingdiskcuttersliceblade[J].JournalofJilinUniversity, 2007, 37(4): 814-818. (inChinese)
[9]徐张明, 沈荣瀛. 利用FEM/IBEM计算流体介质中的壳体的结构声耦合问题[J].振动工程学报, 2002, 15(3):363-367.
XuZhangming,ShenRongying.Structural-acousticcouplingproblemofanimmersedshellbyFEM/IBEM[J].JournalofVibrationEngineering, 2002, 15(3):363-367. (inChinese)
[10]房怀英, 徐西鹏. 石材锯切加工中圆锯片的振动研究[D]. 泉州:华侨大学, 2012.
[11]白硕玮, 张进生. 薄型锯片锯切硬脆石材横向振动模型[J]. 农业机械学报, 2015(2):372-378.
BaiShuowei,ZhangJinsheng.Analyticalmodeloftransversevibrationofthintypecircularsawinsawinghardandbrittlestone[J].TransactionsoftheChineseSocietyforAgriculturalMachinery, 2015(2):372-378. (inChinese)
[12]VasquesCMA,CardosoLC.Viscoelasticdampingtechnologies:finiteelementmodelingandapplicationtocircularsawblades[M].SpringerNetherlands:VibrationandStructuralAcousticsAnalysis, 2011.
文章编号:1673-3193(2016)04-0375-06
收稿日期:2015-12-17
基金项目:泰山产业领军人才工程专项经费资助项目; 山东省自主创新及成果转化专项(2014CGZH0802); 山东省自然科学基金(ZR2012EEM032)
作者简介:葛健煜(1991-), 男, 硕士生, 主要从事石材制品高效绿色加工技术与装备的研究.
通信作者:张进生(1962-), 男, 教授, 博士研究生导师, 主要从事机械产品数字化设计, 石材制品高效清洁生产技术与装备的研究.
中图分类号:TH113
文献标识码:A
doi:10.3969/j.issn.1673-3193.2016.04.010
Analysis on Modal and Frequency Response ofCombinedDiamondCircularSawBlades
GE Jian-yu1,2,3, HUANG Bo1,2, WANG Zhi1,2,3, ZHANG Jin-sheng1,2,3,4,YELu-hao1,2,3,YUJia-wei1,2,3,GAOLi-jun4
(1. School of Mechanical Engineering, Shandong University, Jinan 250061, China;2.StoneEngineeringTechnologyResearchCenterofShandongProvince,Jinan250061,China;3.KeyLaboratoryofHigh-EfficiencyandCleanMechanicalManufacture(ShandongUniversity),MinistryofEducation,Jinan250061,China; 4.HaiyiGroupInstituteofShandongUniversity,Rizhao276800,China)
Abstract:Aiming at the vibration noise and vibration damage of combined diamond saw blades, through modal analysis and single point excitation frequency response analysis on combined diamond saw blades in acoustic finite element model of Virtual Lab,and the corresponding analysis for the same size of single chip,the natural frequency, the main vibration mode and the displacement response were analyzed. Comparing two kinds of analysis,come to the same points:In order to avoid the resonance when the natural frequency and the frequency of external shocks close,the resonance speed should be avoided when setting parameters; The difference lies in: under the coupling effect,combined saw shows two different vibration types,the axial vibration amplitude of one blade is 0, fine vibration characteristic, these vibration modes can be reasonably used in practical work.Simulation calculation practice references and recommendations for the vibration control in actual operation.
Key words:diamond saw blades; combined saw; vibration; modal analysis; frequency response analysis
