不同材质焊接件常温发黑工艺研究
2016-08-03孙丽荣姜春茂潘玲乔英娇句广瑞刘海艳秋志彬北方华安工业集团有限公司黑龙江齐齐哈尔161046
孙丽荣 姜春茂 潘玲 乔英娇 句广瑞 刘海艳 秋志彬(北方华安工业集团有限公司,黑龙江 齐齐哈尔,161046)
不同材质焊接件常温发黑工艺研究
孙丽荣 姜春茂 潘玲 乔英娇 句广瑞 刘海艳 秋志彬
(北方华安工业集团有限公司,黑龙江 齐齐哈尔,161046)
本文通过对碱性高温发蓝和常温发黑两种处理方式作对比,最终确定选用常温发黑的生产方式。通过对某焊接件常温发黑的工艺研究,确定出最佳的工艺参数,并进行了有关试验考核,证明该工艺方式具有工艺上的可行性和经济上的合理性,适于批量生产。
焊接件;常温发黑;工艺研究
传统的钢铁氧化处理,通常采用高温碱性发蓝的方式,但该方式存在能耗大、效率低、含致癌物质以及严重污染环境(反应过程中会产生碱性蒸汽和氨气)等问题[1]。而常温发黑方式节省能耗、生产效率高、工作环境好、污染程度低,因此本文选用常温发黑的生产方式。在众多的常温发黑体系中,例如,钼系、铜硫系、锰系、黑磷化系发黑液等,其中,较为成功的便是硒—铜体系[2]。
1 常温发黑与碱性高温发蓝对比
常温发黑即酸性发黑,实质上是在常温条件下钢铁表面的氧化—还原反应,在酸性条件下(pH值一般在1~3之间),钢铁与铜离子发生置换反应,析出的Fe—Cu电偶加速成膜:Fe+Cu2++→Cu↓+Fe2++。溶液中的SeO32-与Fe、Cu2+反应形成黑膜:CuSe(黑色,为主要成分)↓、Fe2(SeO3)3(黑色 )↓。
碱性高温发蓝是在较高的温度条件下(一般为135~145℃),在含有氧化剂的氢氧化钠碱性溶液中进行,最终生成磁性氧化铁Fe3O4(黑色)↓。
碱性高温发蓝是工件基体直接参加了反应,而钢铁常温发黑则是在工件基体表面上覆盖一层黑色物质,这种黑色物质不是钢铁基体本身转化而成,而主要由CuSe沉积在工件表面构成,这就决定了常温发黑膜的附着力和耐磨性都低于碱性高温氧化生成的发黑膜。因此,要改善常温发黑膜的性能,只能靠控制反应速度、添加有利于增加表面结合力的活性剂等各项措施。
2 常温发黑工艺研究
2.1 工件情况介绍
本厂生产的某型号产品的焊接筒体(示意图见图1),要求A面和B面都生成发黑膜,其余内外表面生成磷化膜,而且A面和B面的材质也不同,A面为合金钢(35CrMnSiA),B面为45号中碳钢。
这种表面处理方式需重点解决以下几个问题:
1)合理安排常温发黑和磷化的生产顺序
通过对常温发黑液和磷化液的pH值、温度条件等进行分析和比较,常温发黑比磷化的生产条件相对苛刻一些,所以先进行常温发黑,再进行磷化,对发黑膜的影响会小一些。
2)对A面和B面的防护
先分别对A面和B面进行常温发黑处理,而在进行磷化处理前,要对已生成发黑膜的A面和B面采用可剥性塑料进行保护。
(3)对非处理表面的防护
进行常温发黑时,要加强对该道工序非处理表面的防护。在A面的口部配备螺纹保护工装,并拧上垫圈,加强对焊接筒体内表面的防护,防止内表面生产发黑膜,影响下道磷化工序生产。
(4)A面和B面的颜色要一致
依照碱性高温发蓝的生产经验,A面合金钢(35CrMnSiA)和B面45号中碳钢颜色会分别呈现出红褐色和黑色,色差较大,常温发黑应尽可能避免这一现象。
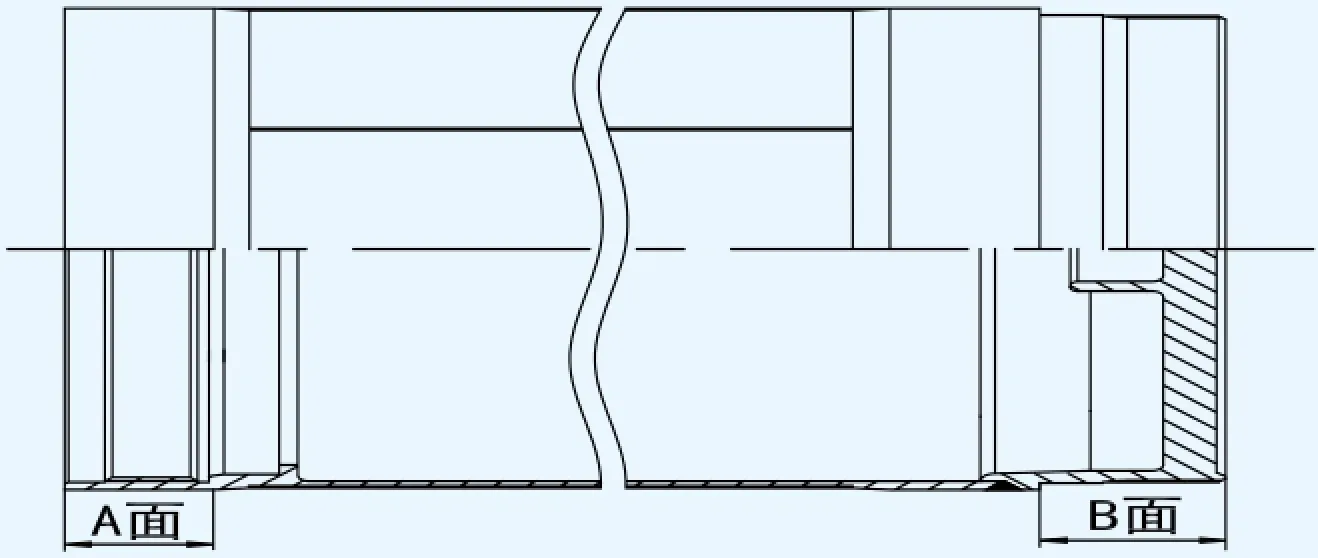
图1 焊接筒体示意图
2.2 工艺试制过程
2.2.1 前处理工序
常温发黑的前处理工序与碱性高温发蓝基本相同,即都要经过除油、酸洗工序。碱性高温发蓝因其在高温和碱性条件下进行,所以对除油的要求并不严格。但是常温发黑对前处理的要求非常高,否则再好的发黑剂也不能生产出合格产品。酸洗工序对常温发黑也显得尤其重要。酸洗会提高工件表面分子的活化能,从而明显提高发黑膜层的均匀性和附着力,使膜层质量有较大改善,一般用盐酸来对工件进行活化。
前处理工序结束后,工件表面要求全润水,裸露出洁净的金属表面。
2.2.2 常温发黑工序
2.2.2.1工序特点
常温发黑的成膜反应缓慢,当焊接筒体从发黑槽中取出来后,氧化—还原反应还在继续,一般在24h内仍在进行,而且随着时间的延长,外观颜色会越来越黑,膜层的附着力会越来越好,耐蚀性也越来越高,这就是常温发黑的“后效反应”,同时也是充分利用了表面的残液,减少了发黑剂的消耗,这与碱性高温发蓝完全不同。
常温发黑溶液原则上可在5~45℃的环境条件下使用,但温度低于10℃时反应速度慢,黑度和均匀性差,以15~35℃为宜。
工件在发黑过程中,由于酸的消耗,pH值升高而影响发黑质量,故必须使pH小于3,可以用部分更换发黑液的方法来降低酸度,或者用专用的pH值调节剂来降低pH值。
为得到效果更佳的发黑膜,可采用二次发黑工艺,即工件先后在二个发黑槽中发黑,二个槽的溶液成分一致,浓度不同,第二个槽约为第一个槽的1/4。工件经第一次发黑后,应充分水洗再进行第二次发黑。
工件从一次或二次发黑液中取出后,在空气中停留片刻,使膜层在空气中老化,继续成膜反应,等膜层稳定后再进行冷水清洗,提高膜的结合力。

表1 常温发黑各主要工序的工艺规范

表2 常温发黑的常见故障及产生原因
2.2.2.2 利用正交试验法优化工艺参数
采用正交试验法,套用L9(34)正交表,对主要成份亚硒酸、硫酸铜、硝酸镍和磷酸二氢锌四个参数进行优化,选择最佳工艺参数,确定以下最佳组合:H2SeO3含量为2~5g/L,CuSO4含量为1~4g/L,Ni(NO3) 2含量为1~3g/L,Zn(H2PO4) 2含量为2~5g/L。其它非主要因素固定某一水平不变,实施标准化作业。
2.2.3 后处理工序
一般来说,常温发黑膜的附着力不如高温碱性发蓝膜,所以常温发黑的后处理工序就显得至关重要,主要起到固化膜和提高耐蚀性的作用。一般安排有中和工序和封闭工序。
为了中和发黑液的残液,防止残留的酸性发黑液降低膜层的耐蚀性,并填充膜层的孔隙,一般在常温发黑工序后增加中和工序。
封闭工序要求采用既能脱掉膜层内水份,又具有防锈作用的脱水油,避免工件由里向外生锈,浸湿封闭后可达碱性高温发蓝膜层的耐蚀效果。封闭有一个先脱水并使油相浸润工件的过程,时间控制在3~8min。
2.2.4 工艺流程和各主要工序的工艺规范
2.2.4.1 工艺流程
上料→除油→热水洗→冷水洗→酸洗活化→冷水洗→常温一次发黑→冷水洗→常温二次发黑→冷水洗→中和→冷水洗→封闭→吹干→卸料→检验。
2.2.4.2 各主要工序的工艺规范
除油、酸洗活化、中和及封闭这几个主要工序的工艺规范见表1。
2.2.5 膜层的质量检测
因为常温发黑具有“后效反应”的特点,所以一般发黑膜的各项检测项目在24h后进行,具体指标如下:
1)发黑膜为黑色,膜层应均匀、连续,并伴有一定光泽;
2)用磁性测厚仪测量发黑膜层厚度,在1~5μm之间;
3)检测发黑膜层耐磨性,用软布用力反复擦拭,来回50次不露底。
4)发黑膜层耐腐蚀性的检测目前还没有专用标准,一般参照碱性高温发蓝标准。采用硫酸铜(或氯化钠)溶液,在规定的条件下,不允许有接触铜斑点(或锈点)。
2.2.6 生产情况总结
在试验的基础上,将最优的工艺参数组合应用到批量生产中,并对生产的全过程进行了跟踪考核。
焊接筒体上45钢材质生成的发黑膜为黑色,35CrMnSiA材质生成的膜为深棕黑色,色差不明显,优于碱性高温发蓝。膜层都是均匀、连续、有光泽,厚度、耐蚀性和耐磨性都满足产品使用要求。
3 生产过程注意事项
因为常温发黑的溶液成分较碱性高温发蓝复杂,种类多,不仅有氧化剂、还原剂,还有稳定剂、pH值调节剂等,而且各成分浓度的有效范围较窄,稳定性要比碱性高温发蓝差很多。处理一定的工件后,浓度会发生较大的变化,需要重新调整。
常温发黑时,钢铁表面活化产生Fe2+,过量Fe2+与Se2-反应生成白色沉淀;在氧化剂存在的条件下,Fe2+氧化为Fe3+,也生成沉淀,它们均消耗溶液内的Se2-,缩短槽液使用
寿命。因此,在发黑溶液的配制、维护与调整方面,生产中要重点关注以下几点:
1)发黑前的清洗槽要配有塑料内衬,防止铁槽生锈污染清水,随工件将Fe2+带入发黑槽;
2)发黑槽不宜用铁材质,应采用塑料或钛等,防止发黑时产生Fe2+,消耗发黑剂;
3)停产时发黑槽应用塑料布盖严,防止氧气入内,减少沉淀物的形成;
4)发黑液即使只处理很少的零件,也会不断发生自催化反应,且不会终止,因此应根据工件处理面积多少随时配制,随时使用。
4 常见故障及产生原因
生产结束后,对常温发黑的常见故障及产生原因进行了总结,详见表2。
5 结语
由于常温发黑膜普遍存在黑度不佳、光泽性差、膜层结合力不好等不足[3-4],在工艺试验过程中以改善膜层结合力及黑度为主要优化指标,筛选并改进已有配方,通过工艺的优化,得到了黑亮、结合力好、耐蚀性强的发黑膜,产品质量合格,可以用于大批量生产。
(References)
[1]张发余,张以峰,张书弟.钢铁常温发黑工艺[J]. 电镀与精饰,2004,26(3):20 .
[2]刘志荣,韩建民.钢铁常温发黑工艺的研究[J]. 机械管理开发,2004,77(2)∶24 .
[3]杨勤俭.我国常温发黑的现状和发展[J]. 电镀与精饰. 1996,18(3) :30-31.
[4]周书天,杨润昌,刘咏东.化学镀黑镍工艺研究[J]. 湘潭大学自然科学学报,1999,21(2) :39.
上接P39页圆柱壳轴压承载能力进行优化,结果表明,需要考虑均布侧压载荷的影响。
2)受均布外压载荷作用时,复合材料正交格栅加筋圆柱壳轴压承载性能会随外压增大而降低。即外压载荷会降低结构轴向承载性能。
3)受均布内压载荷作用时,复合材料正交格栅加筋圆柱壳轴压承载性能会随内压增大而提高,即内压载荷有利于提高结构轴向承载性能。
参考文献(References)
[1]吴德财,徐元铭,万青.先进复合材料格栅加筋板的总体稳定性分析[J].复合材料学报,2007,24(2)∶168-173.
[2]廖英强,刘建超,苏建河.C/E复合材料网格结构的稳定性分析[J].纤维复合材料,2006(4)∶28-30.
[3]龙连春,陈兴华,傅向荣,等.矩形加筋圆柱壳轴压屈曲承载力优化[J].中国农业大学学报,2009,14(4)∶ 124-130.
[4]马斌捷,盛祖铭,贾亮,等.轴外压作用下复合材料网格加筋柱壳蒙皮铺层和筋条角度优化分析[J].导弹与航天运载技术,2009,299(1)∶ 41-47.
[5]朱菊芬,汪海,徐胜利.非线性有限元及其在飞机结构设计中的应用[M].上海∶上海交通大学出版社,2011.
孙丽荣(1972~),女,高级工程师,主要从事表面处理工艺技术研究。
