八钢热轧AGC油缸索尼磁尺结构改进浅析
2016-08-03邸睿
邸 睿
(新疆八一钢铁股份有限公司)
八钢热轧AGC油缸索尼磁尺结构改进浅析
邸睿
(新疆八一钢铁股份有限公司)
介绍了八钢热轧AGC油缸索尼磁尺的结构及工作原理,针对索尼磁尺磁栅引起的故障停机问题实施的改进措施。
AGC索尼磁尺;磁头;磁栅;顶套;导向套
1 问题的提出
八钢1750热轧生产线精轧机为四辊全液压压下不可逆式轧机,安装在上阶梯垫装置和上支承辊轴承座之间AGC辊缝调整油缸处,通过与支承辊平衡液压缸和上工作辊压紧液压缸协同动作来对精轧机辊缝的开度进行调整。辊缝开度的调整量在0~70mm,整个过程全液压压下,加上高精度的液压AGC厚度自动控制装置,最终将全部轧制力传递给高刚性的机架牌坊,以保证所轧钢板厚度准确、板形良好。AGC缸中的位移传感器为索尼磁尺,八钢1750热轧自2006年投产以来,多次发生索尼磁尺磁栅弯折的事故.每次故障停机均在8小时以上,给生产造成了极大的影响。
2 AGC油缸索尼磁尺故障分析
AGC缸中的位移传感器为索尼磁尺,其控制精度为±1μm,安装方式为内置于AGC液压缸缸体内,主要由磁栅、磁头(配2.5m电缆带插件)、固定支架、顶套等组成,如图1所示。
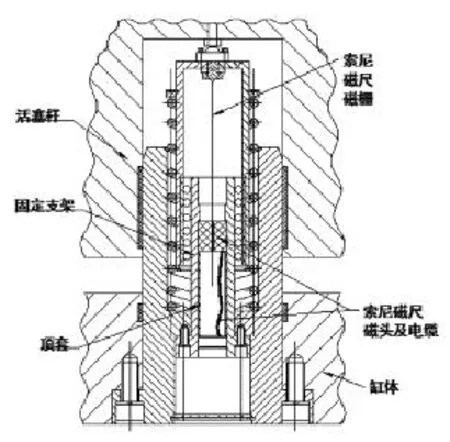
图1 AGC缸索尼磁尺装置图
AGC缸在正常动作时,索尼磁尺中的磁栅利用弹簧的弹力紧紧压靠在活塞杆上与活塞杆同步动作,磁栅会在顶套内与磁头发生相对位移,磁头检测
到相对位置变化数值后作为AGC油缸的实际位移传输给AGC系统,成为控制辊缝的依据。
AGC缸在正常动作过程中,由于磁头连接电缆在顶套内无法固定,移动的磁栅会与电缆发生干涉,造成磁栅的移动与磁头不同心影响正常的检测,严重时造成磁栅弯折事故。
在安装AGC缸索尼磁尺时,由于磁尺及固定支架必须仰装,受视线影响顶套内的磁栅及磁头电缆无法直接用肉眼看见,安装易发生位置干涉,使磁栅在安装时产生弯曲或折损。
由于磁栅与磁头不同心的现象一直存在,使用一段时间后偏磨造成磁栅表面粗糙度下降,油缸高速运动时易发生磁栅在磁头内卡住,造成磁栅弯折的事故。
3 改进方法
为降低索尼磁尺故障率对索尼磁尺内部结构进行改进,固定其内部电缆并在磁头上方加装对磁栅的导向装置。这样即可避免磁栅运动过程中出现的干涉问题,同时对其也起到了导向及润滑作用。
(1)在保证索尼磁尺顶套外径不变的情况下,利用其内部空间将索尼磁尺中的顶套壁厚加厚6mm,在顶套的外壁上根据电缆直径开设线槽。将连接在磁头上的电缆固定于顶套的外部,完全避免在使用及安装过程中磁栅与磁头电缆发生位置干涉,顶套的改进如图2所示。

图2 顶套改进图
(2)在索尼磁尺顶部空间位置,利用磁头上的螺栓孔,加装尼龙材质的导向套,内部填充具有较强吸附能力及热稳定性的二硫化钼润滑脂,解决偏磨及润滑问题,导向套如图3所示。

图3 导向套图
索尼磁尺结构改进后对磁栅的运动起到了很好的导向及润滑作用,降低了磁栅表面的磨损。改进后如图4所示。

图4 索尼磁尺改进后装配图简图
4 结束语
索尼磁尺属精度较高的传感器,其装于AGC油缸内,由于结构的缺陷在使用过程中暴露出了一些问题。通过技术改进,大幅降低故障时间的同时,达到了稳定生产的要求。2013年造成故障时间20小时,2014年改进过程发生故障8小时,改进后再没发生此类故障。改进后对该设备维护方便易行,可为同类设备维护提供借鉴。
Improvement of the Structure of SONY Magnetic Ruler for AGC Oil Cylinder of Hot Rollingat Bayi Steel
DI Rui
(Xinjiang Bayi Iron&Steel Co.,Ltd.)
Introduced the structure and working principle of Bayi Steel Hot Rolling AGC cylinder Sony magnetic feet,in view of the existing problems,the implementation of the improvement measures,has the effect and practical value of reference for equipment design and management.
AGC SONY magnetic ruler;magnetic head;magnetic pole;top sleeve;guide sleeve
TG333.15
B
1672—4224(2016)01—0042—02
联系人:邸睿,男,30岁,本科,工程师,乌鲁木齐(830022)新疆八一钢铁股份有限公司轧钢厂
E-mail:diru@bygt.com.cn
