轻烃资源优化潜力分析及改进措施探讨
2016-08-02刘小隽辽宁石化职业技术学院辽宁锦州121001
刘小隽(辽宁石化职业技术学院, 辽宁 锦州 121001)
轻烃资源优化潜力分析及改进措施探讨
刘小隽(辽宁石化职业技术学院, 辽宁 锦州 121001)
摘要:本文分析了某石化公司轻烃资源利用现状,讨论了炼厂饱和液化气、C5/C6等轻烃资源利用存在的问题和优化的潜力,提出了改进措施和建议。通过对炼厂饱和液化气的优化改造,进一步充分利用丙烷和异丁烷等,提高附加值。通过对降低拔头油产量,分离出异戊烷增产汽油调合组分,对轻石脑油进行改质等措施对C5/C6轻烃资源优化利用。
关键词:轻烃;资源;优化;措施
0 引言
某石化公司轻油收率比平均值低0.27个百分点,综合商品率比平均值低0.31个百分点。饱和液化气、C5/C6轻烃等资源较丰富,在加工能力不变的前提下,要进一步提升指标和效益,必须改变目前饱和液化气、C5/C6轻烃等资源利用不合理和不够优化的现状。
1 饱和液化气的综合利用
1.1 饱和液化气资源统计
随着天然气工业的发展,C3/C4烃作为传统民用液化气的用量将逐渐减少,合理利用C3/C4资源成为亟待研究解决的问题,同时也是提高炼化企业经济效益的重要手段。
公司液化气主要产自催化裂化装置、焦化装置、重整装置,共计约59.2万吨,其中丙烯资源17.4万吨,作为聚丙烯装置的原料C4烯烃资源16.1万吨,主要作为MTBE装置、C4芳构化装置的原料;剩余丙烷资源7.9万吨,异丁烷资源12.2万吨,正丁烷资源5.4万吨,主要作为商品液化气销售。
1.2 饱和液化气资源优化利用措施
(1)丙烷脱氢制丙烯
丙烷脱氢制丙烯技术主要有UOP公司的Oleflex工艺,ABB公司的Catofin工艺等,是具有较好发展前景的丙烷转化技术[1]。丙烷脱氢装置是用高纯度富丙烷原料生产高纯度聚合级丙烯,同时副产氢气,其丙烯的单程收率为32%~55%,国外已经投产和在建的装置有20余套,全部建成后的产能规模将达到670多万吨,国内拟建在建装置规模也达到527万吨/年。
(2)异丁烷的利用
异丁烷脱氢制异丁烯,是解决异丁烯短缺问题主要竞争技术之一,包括异丁烷无氧脱氢和催化氧化脱氢两种技术。无氧脱氢生产异丁烯已实现工业化,氧化脱氢技术仍处于研究阶段。
烷基化装置生产优质汽油,是异丁烷和低分子烯烃经催化生成一种异构烷烃混合物,与含有大量烯烃的催化汽油和大量芳烃的重整汽油相比,有辛烷值高、两种辛烷值差值小、挥发性好,燃烧清洁性好的特点,是各种汽油高辛烷值的调合组分。
目前公司丙烷、异丁烷资源量相对较小,建设丙烷脱氢、异丁烷脱氢,或烷基化装置的规模较小,未来应规划好饱和液化气的深度利用,提高附加值。
2 C5/C6轻烃的综合利用
2.1 C5/C6轻烃资源现状
公司C5/C6轻烃资源主要来自重整装置拔头油、重整戊烷油、芳烃抽余油及富余的柴油加氢装置石脑油。2013年全年生产轻石脑油约31.9万吨,乙烯料出厂21.3万吨,将富余10.6万吨石脑油。
轻石脑油辛烷值低,其RONC为71,如果调合成93号乙醇组分油,则1吨轻石脑油需要1.6吨混合芳烃来调合。按照2013 年4月份价格测算,每调合1吨石脑油,则亏损1724元。如果不调合汽油,只能降价销售。这将对生产平衡和效益带来严重影响。一方面控制轻石脑油的产量,另一方面将轻石脑油转化为其它高附加值产品,才能解决这一问题。
2.2 C5/C6轻烃资源优化利用措施
(1)优化重整装置操作,减少乙烯裂解料产量
进一步优化重整装置生产,提高加工负荷,避免原料石脑油过剩,这是从源头控制乙烯裂解料产量的重要手段。重整装置石脑油加工量提高到125吨/时,可达到石脑油平衡。
根据生产数据分析,拔头油中C6以上重组分含量高达38.7%,其中C6以上环烷烃、芳烃含量达11.3%,不仅损失了优质的芳烃原料,而且造成拔头油产量过高。如果将拔头油C6以上重组份的含量控制在15%以内,每年可减少轻石脑油产量4万吨。对预分馏塔进料换热系统进行了改造,提高进料温度,有助于塔的优化操作,减少拔头油产量。
(2)增上异戊烷分离设施
公司重整拔头油、戊烷油每年产量20万吨,目前主要作为乙烯裂解原料。而其中含有24%的异戊烷不是理想的裂解原料,其裂解乙烯收率13.6%、丙烯收率23%,总收率只有36.6%,与正戊烷裂解相比差距较大。但异戊烷却是优质的汽油调合组分,其辛烷值RONC为92.3,MONC为90.3。不同结构烃类裂解性能、辛烷值及沸点见表1、表2。
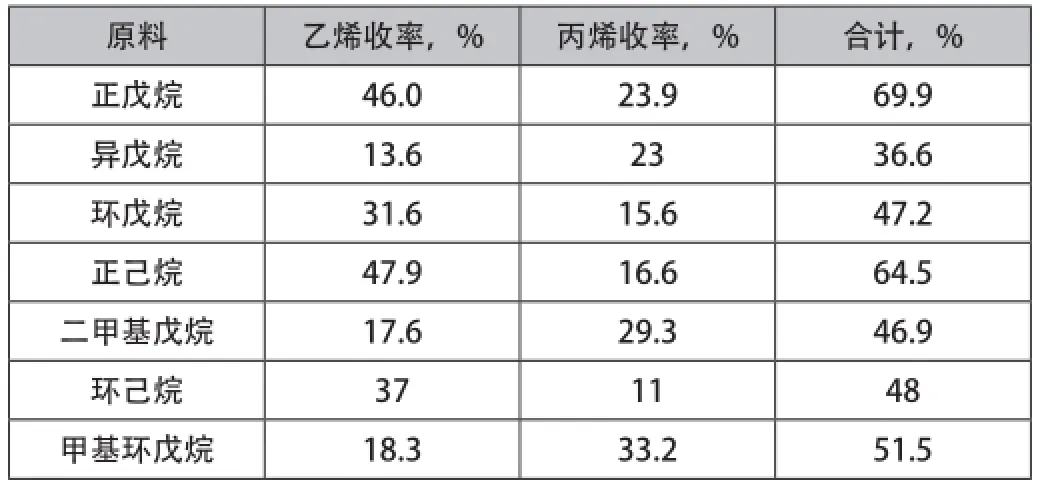
表1 不同结构烃类裂解乙烯、丙烯收率[2]
增上异戊烷分离塔,分离异戊烷增产优质汽油调合组分,同时提高了乙烯裂解料的质量,满足下游用户的要求。增上异戊烷分离设施,需要结合原料性质及产品分离精度要求,核算设计分离塔,保证分离效果。重整拔头油、戊烷油首先经过脱除液化气组分后,再进入异戊烷分离塔。经过模拟核算,增上60层塔盘的异戊烷分离塔后,可得到5万吨异戊烷馏分油,异戊烷含量85%左右,研究法辛烷值91.8,马达法辛烷值89.3,是优质汽油调合组分。异戊烷馏分组成见表3。
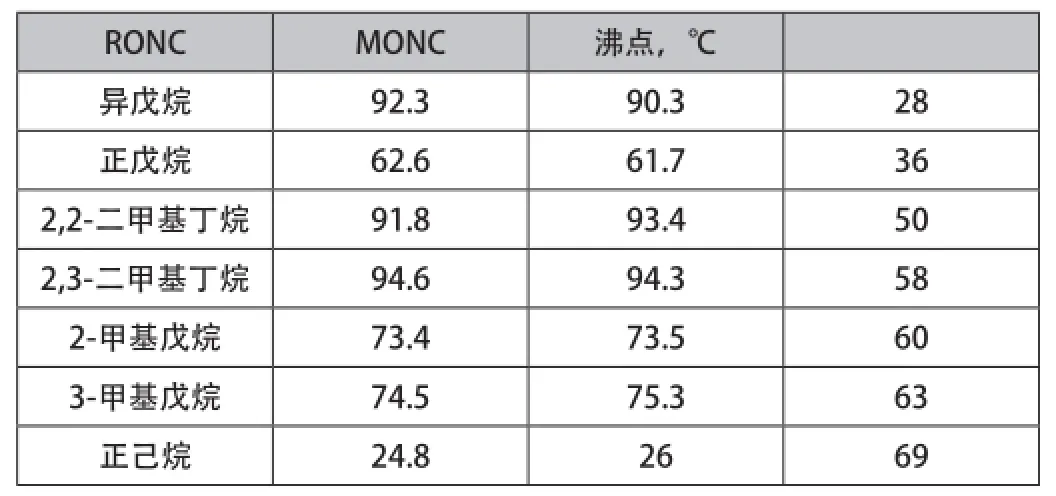
表2 C5、C6同分异构体的沸点和辛烷值表[3]
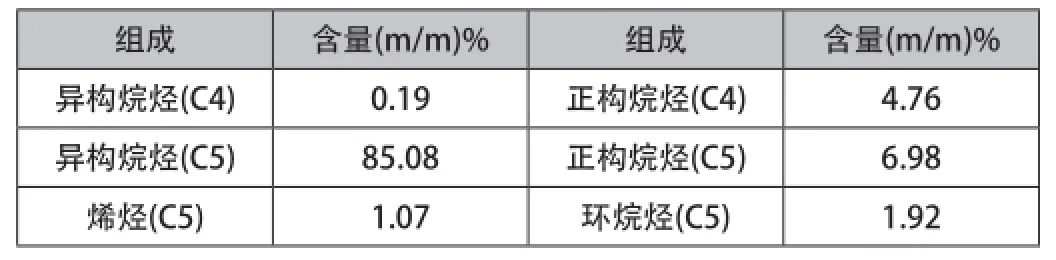
表3 异戊烷馏分油组成
(3) C5/C6轻烃改质技术对比
炼厂C5/C6轻烃通常作为乙烯裂解装置原料销售,由于乙烯裂解原料轻质化及煤化工行业的发展,其作为裂解原料的需求减少。采用改质技术将C5/C6轻烃转化为汽油组分或芳烃原料,是提高其附加值,拓展其应用空间的有效途径。
① C5/C6异构化技术
C5/C6正构烷烃的异构化反应是在临氢和催化剂条件下,发生的结构异构化反应,反应条件缓和,液体收率高达97%以上。异构化油硫含量低、无烯烃、无芳烃,RON最高可高达92,且研究法辛烷值与马达法辛烷值差值只有1~2个单位[3]。对提高汽油抗爆指数有利,是清洁汽油的理想组分。异构化流程可以根据产品辛烷值指标的要求,设计为一次通过流程,或循环流程。一次通过流程异构化油的RONC一般可提高10~12个单位,循环流程异构化油的RONC最高可达到92。国内异构化技术主要是RIPP的RISO异构化技术,已有多套装置运行。
②轻烃非临氢改质技术
非临氢改质技术是以重整拔头油、戊烷油、焦化加氢石脑油、富含烯烃的C4组分等为原料,在固定床反应器中,进行非临氢催化反应。通过碳四烯烃的叠合和脱氢环化以及石脑油的选择裂解、异构、齐聚和脱氢芳构化等一系列的催化反应,达到提高直馏汽油辛烷值的目的[4]。同时把高烯烃含量的重碳四转化为以丙烷和丁烷为主的车用液化气的调合组分。该技术原料适应性强,可单独加工石脑油,也可掺混C4原料,催化剂具有一定的抗中毒能力,反应原料无需精制,反应条件比较缓和。改质后汽油辛烷值RONC达到85~90。单独加工石脑油时,汽油收率较低,约为74%左右,掺混30%的C4组分时,汽油收率相对于石脑油进料达到100%以上。
③轻石脑油芳构化技术
轻石脑油芳构化技术是以轻石脑油为原料,在固定床反应器中进行裂化、齐聚、环化、脱氢等反应,将石脑油转化为富含芳烃的汽油调合组分。该技术反应条件较为苛刻,反应温度370~520℃,体积空速0.3~0.7h-1,液体产品收率低,一般在65%~70%之间。汽油芳烃含量35%左右,辛烷值RONC约90。
对比上述轻烃改质技术,异构化技术操作条件缓和,液体收率高,非临氢改质技术原料适应性强,汽油辛烷值较高。芳构化技术操作条件较为苛刻,液体收率低。因此,异构化技术和非临氢改质技术更具优势,建设异构化装置或非临氢改质装置,将轻石脑油进行改质,用于生产汽油。
2.3 C5/C6轻烃资源优化利用效果
现阶段通过优化重整装置操作,维持高负荷生产,可保持原料石脑油的产用平衡,通过优化预分馏塔的操作,提高分离精度,可减少拔头油产量4万吨,通过增上异戊烷分离设施,可进一步减少拔头油产量5万吨。预计全年可控制轻石脑油产量在15万吨左右,减轻了乙烯裂解料出厂压力。
3 结语
①公司在轻烃资源利用方面存在巨大潜力,优化改造的技术措施,大部分轻烃资源可以回收利用。
②通过对C5/C6轻烃资源的优化利用,可增产汽油调合组分5万吨,减少乙烯裂解料的产量,控制轻石脑油年产量在15万吨左右。即增加了高附加值产品,又减少了因大量石脑油降价销售或调合汽油造成的损失,每年增效或降低损失1亿元以上。
参考文献:
[1]朱义才.丙烷脱氢制丙烯技术经济分析[J].当代石油化工,2012,212(8):36-38.
[2]安宁.优化乙烯装置和重整装置原料的有效途径[J].石化技术,2003,10(1):12.
[3]马爱增.从石脑油和轻烃资源增产汽油的技术及措施[J].石油炼制与化工,2009,40(11):3-4.
[4]吴小平.直馏汽油掺碳四非临氢改质技术的工业应用[J].石油炼制与化工,2005,36(8):23.
