打破积习创造优质焊缝
2016-08-02曹雷中海石油中国有限公司天津分公司工程建设中心天津300452
曹雷(中海石油(中国)有限公司天津分公司工程建设中心, 天津 300452)
打破积习创造优质焊缝
曹雷(中海石油(中国)有限公司天津分公司工程建设中心, 天津 300452)
摘要:海上平台需抵抗风、浪、流、冰和地震等诸多自然灾害及工作船正常和非正常的碰撞力,其建造材料是低合金高强度CCS DH36、DH36-Z35、EH36钢,采用严格的焊接工艺,高超的焊接技术能保证焊接质量,达到结构节点焊缝强度、韧性与母材匹配。然而,人们的陋习、积习的作法,焊缝常常达不到标准要求。海洋工程某项目打破多年多项目的陋习、积习,创造了优质焊缝。本文对中海油海上平台工程项目质保检验工作有一定参考价值。
关键词:海上平台;高强度钢焊接;打破积习;创造优质焊缝
0 引言
众所周知,海洋石油工业是高技术高风险的事业,海洋工程尤其是导管架必需能抵抗风、浪、冰、地震等诸多自然灾害及船舶正常和非正常的碰撞力,这就要求导管架的每一道焊缝质量合格优良,才能确保整体工程质量。那什么样的焊缝是合格优良的呢?怎样才能制作出合格优良的焊缝呢?本文根据现场遇到的实际情况为大家介绍如何焊接出合格优质的焊缝。形成一道质量合格的焊缝的过程:①下料尺寸合格;②卷管、组对尺寸合格;③合格的焊工按认可的焊接程序焊接;④焊缝经外观检验及内部质量的无损探伤(UT)检测合格,得到一道合格的焊缝。一道合格优质的焊缝是由多工种人员共同努力下做到多工序的优质合格才能创造出来的。合格优质焊缝不是质检工程师检出来的,不完全是焊工焊出来的,而是设计、制造、质检及管理共同努力的结果。下面我们在某项目的海上平台导管架管子制造焊接中遇到的问题及艰难的解决此问题就证明了这一观点。
1 问题由来
焊缝焊好后,要经过承包商的检验工程师自检合格后,报业主和第三方检验,这项工作有时同时进行,有时分开进行。
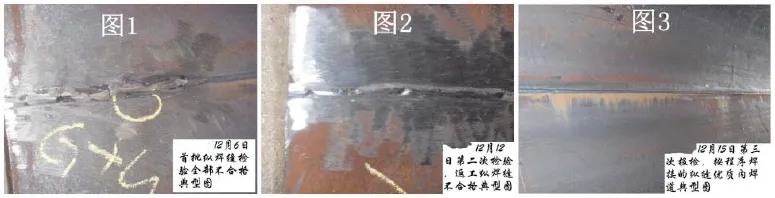
海洋工程某项目WHPB导管架是20XX年11月25日开工,12月6日首批管纵缝报检,焊缝外观质量全部不合格(图1)拒收,这就意味下道无损探伤(UT)和组对工作不能进行,需补焊、打磨、自检后再报检。建造方经修补、打磨、自检,于12月12日第二次报检,返工后的纵焊缝仍判为不合格(图2)拒收。其理由是:①焊缝外观明显凹凸不平,有超标的凸面和超标的咬边;②因第一次焊接质量太差,仅靠打磨是很难达到合格的,所以第二次的报检仍为不合格;③依据AWS钢结构焊接规范D1.1/D1.1M和本项目1004焊接与检验规格书的规定,任何盖面焊及焊道顺序的变更都应重新认定焊接程序,即使打磨的看似合格的焊缝,因未按合适的焊接程序焊接,也可判定为不合格。
2 问题背景
中国海洋石油工业自60年代从无到有,从小到大,从封闭的自力更生到开放的国际合作,又从国际合作到自营开发,从无工业规范可循到按国际标准设计、建造,如海上平台导管架、组块的设计、建造是按国际通用的美国国家标准的API、AWS、ASME、AISC等规范,这是20世纪80年代90年代对外合作的需要,所有图纸和资料都是英文,作业者和发证检验都是外方,现场施工的质量检验非常苛刻,在认真设计、文明施工、严格检验、精细管理之下,渤海湾建造了一批国际一流的海上平台 。随着形势的发展合作项目越来越少,自营项目突飞猛进,2001年-2010年海洋石油工业形成了跨越式发展。设计、建造、检验及管理人员成倍增加,新的建造公司、场地不断出现,作业者是自己,发证检验机构又国外的转到国内的,管理上从国际化转向“中国式”管理,计划费用为主的项目管理思路站主导,所以,出现某项目WHPB导管架是11月25日开工, 12月6日首批管纵缝报检,焊缝外观质量全部不合格(图1)拒收,12月12日第二次报检,返工后的纵焊缝仍判为不合格(图2)拒收。此事件引起多方关注,这不仅是技术上的问题,还是陋习、积习问题。
3 打破积习,创优质焊缝
3.1 积习
为自己方便、省力而形成的一种偷工减料习惯,一种粗陋习惯称为陋习,长期形成的陋习旧习惯即为积习。有句古语:积习难改。图1和图2焊缝,本应按药芯焊丝电弧焊(FCAW)单面焊双面成型的焊接程序焊接,但因①要求加工设计精确;②划线、切割、卷管精度要求高;③定位焊工技术水平要求高或;④打磨掉定位焊焊肉重焊。这些要求给承包公司带来了质量、进度、费用、员工素质和管理方面的巨大压力,为此,公司选择了定位焊缝+手工盖面焊缝+焊缝外观打磨法,这种陋习日久形成了积习。
3.2 中国式管理
中央电视台、报纸和网上多次报光“中国式”过马路、“中国式”治、“中国式”接孩子、“中国式”好人。在项目管理上的“中国式”管理是很现实的,工程承包公司对国外项目就必须按业主的技术要求干,调精兵强将;对国内自营项目就按自公司的习惯做法干,因为要赶进度。
3.3 人员素质
人员素质问题是作者体会最为深刻,在20世纪80、90年代很多对外合作项目,从领导到普通员工都要努力学习外语、学习规范、学习管理,还要完成每天自己的工作。工人也不容易,那项工作没做好,就返工,因为作业者是外方,第三方检验是外方。所以提高人员素质是当务之急。
3.4 规范理解偏差
在纠正上述管纵缝焊接质量问题时,对药芯焊丝电弧焊(FCAW)单面焊双面成型的焊接程序的探讨、纠偏过程中发现焊丝摆幅过大,也是造成焊缝质量不好原因之一,多家公司多项目多个焊接程序规定摆幅为6mm,8mm。不符合本项目《结构焊接与检验规格书》5.6.4条摆幅不得超过焊丝直径3倍的规定,应不超过3.6mm,超标67%,122%;是否符合AWSD1.1/D1.1M-2006规范呢?规范表3.7(73页)中规定最大宽度为6mm,但此规定对应焊丝直径是3.2mm,中国国产焊丝直径1.2mm,对应的最大宽度应是:6×1.2/3.2=2.25mm,超标167%,256%。现场焊接超标更为严重,应改正。
3.5 打破积习,创优质焊缝
现场情况:由于定位焊未按焊接程序的规定焊接,在焊打底焊时,必需先铲除定位焊的焊肉,再焊打底焊焊缝,这样做费时费力,承包公司的习惯做法是在定位焊的外面加一层盖面焊,即称修补焊。因没有坡口,焊工难以焊好,只好靠打磨,积习难改,所以一直就没有解决好此问题。项目一开始就遇到了上述问题,第一批(30多根)管(图1)报检被拒后,被认为是正常现象,但二次报检(图2)被拒后,引起多方强烈反响,有顶的,有争论的,有求情的,解决此问题,难上加难,不是技术的难题,是习惯的问题,积习难改。我们一方面讲规范和规格书的要求,坚持原则不动摇;一方面多方磋商,积极提出改进意见。初期用打磨方法打磨掉了不合格的定位焊的焊肉,进行单面焊双面成型的打底焊。再进一步改进使其定位焊完全按程序要求一次性焊好,不做二次处理。经过改进工艺的焊缝,不仅外观漂亮(图3),而且内在质量好,还减轻了工人的劳动强度,免去了多次返工打磨,进度明显加快了。
4 结语
这一改进得到了承包公司领导及工人的支持,更重要的是保证了导管架的工程质量。焊缝UT检测合格率达到了99.5%以上,真正做到了道道焊缝质量优良,却保了海上平台的整体质量及安全。只有下决心打破积习,才能创优质焊缝,只有打破“中国”式好人,才能创出真正的优质工程。希望本文能对今后的海洋工程项目质保工作起到一点启发作用。
参考文献:
[1]D1.1/D1.1M:Structural Welding Cord—Steel,(2006)American Welding Society(AWS).Table 7 P78.
[2]SPC-JX1-1-ST-1004 SPECIFICATION FOR STRUCTURAL WELDING AND INSPECTION ,OFFSHORE OIL ENGINEERING Co.LTD,CNOOC RC,2008.10.14,PAGE 17 OF 36.
作者简介:曹雷(1982- ),男,河北邢台人,本科,中级工程师,研究方向:海洋工程。
