钢筋笼滚焊机在高村互通立交的应用
2016-08-02刘胜春
刘胜春
(广东省长大公路工程有限公司,广州 510620)
钢筋笼滚焊机在高村互通立交的应用
刘胜春
(广东省长大公路工程有限公司,广州 510620)
结合桩基钢筋笼滚焊机的应用特点及高村互通立交的基本情况,对滚焊机的主要工作原理和操作工艺进行介绍,并通过生产实践以及优缺点对比,证明了应用滚焊机制作桩基钢筋笼产品具有质量稳定、生产效率高、资源消耗低等优点,在桥梁基础工程中有着良好的推广价值。
桥梁基础;钢筋笼滚焊机;互通立交;应用
1 引言
经济的持续发展势必带来更多的桥梁项目建设,也带来桩基础技术的快速进展。现在,社会的前进,桩基钢筋笼滚焊机技术应运而生。使用滚焊机技术可快速生产满足施工要求的钢筋笼,大规模生产时,更能将其稳定、高效、时短、经济、安全优势发挥出来。
高村互通立交为广东省河口至平台(粤桂界)公路河口至双凤段的一处预留立交,其位置位于云浮市云安县高村镇春菜村,为广梧高速公路与县道X464相连接的互通立交,是高村镇及其附近的车辆上下高速公路的出入口。沿线地形陡峻,山地丘陵约占90%,属山岭重丘区。高村互通立交工程共有桥梁761.5m/6座,共83根混凝土桩基础。为加快工程进度,在本项目使用了钢筋笼滚焊机技术[1]。
2 滚焊机加工钢筋笼施工工艺介绍
2.1 滚焊机原理
施工时,先把已经裁剪完好的主筋一根根固定在滚焊机对应位置,排列整齐。然后,再在转动过程中,让箍筋跟主筋焊接并绕着主筋。在此过程中注意箍筋间距,使其合乎设计要求。在此同时,安排工人焊接,随着转动慢慢完成整个钢筋笼的焊接任务。完成后注意检查,是否有缺漏,若有,及时修补。至此完成钢筋笼焊接。
2.2 高村互通立交滚焊机使用介绍
2.2.1 钢筋笼规格尺寸
高村互通立交桩基长度大多为20~30m,钢筋笼标准节长为6m,整个钢筋笼由3~5节连接而成。相关数据如下:(1)项目钢筋笼直径有两种,分别为1300mm及1200mm;(2)钢筋笼主筋直径16、22mm;钢筋笼箍筋间距100、150mm,加劲箍筋间距2 000mm;(3)转盘最大移动速度1 100mm/m in,转盘最大转速3r/min;(4)原材料:HPB300光圆钢筋直径10mm;HRB400带肋钢筋直径16mm或22mm。
2.2.2 滚焊机加工钢筋笼流程(见图1)
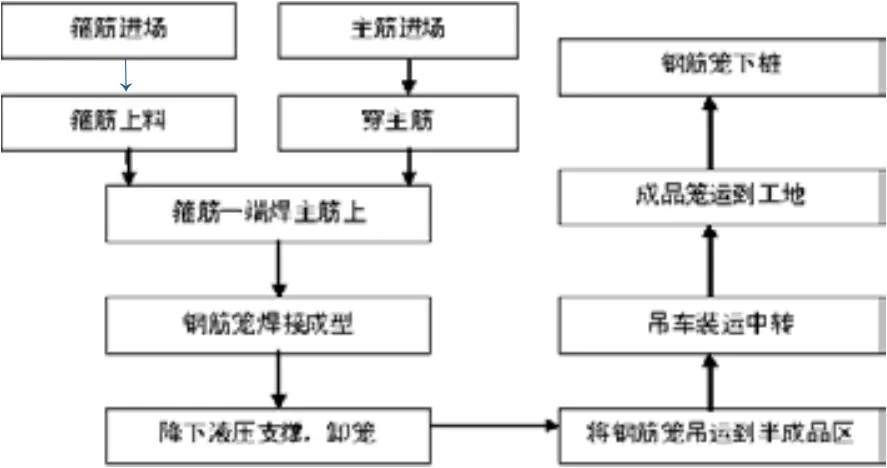
图1 滚焊机加工钢筋笼流程图
2.2.3 滚焊机加工钢筋笼操作要点
1)滚焊机安装
钢筋加工场地布置要充分考虑滚焊机的布置和各种原材料及成品的运输及存储,一般划分4个部分:设备区;主筋原料存放区;箍筋存放区和成品钢筋笼堆放区。
2)滚焊机调试
根据滚焊机设备自重、施工荷载、地基等情况,平整场地并铺设混凝土垫层。滚焊机安装要确保平整度,安装稳固,以保证施工质量。
根据钢筋笼设计数据调整设备运行参数。
3)滚焊机上料
主筋应放在主筋料架上,而箍筋放在箍筋料架上(见图2)。这时的主筋应已经加工完成。其长度、顺直度符合设计及规范要求。在采用机械连接时,主筋端头应打磨平整,满足连接的要求。要做好首节、标准节和末节钢筋笼的标志,避免制作过程中混放。

图2 滚焊机主筋上料系统
4)穿主筋及固定
将主筋穿过固定盘直到移动盘,并在移动盘通过螺栓进行固定。起始节钢筋笼端头齐平,标准节和末节钢筋笼主筋要按设计尺寸错开端头。再用箍筋穿过夹具连接到主筋上。
5)箍筋端部与主筋焊接
把箍筋通过调直机在主筋端部上并排连续绕两圈,并与主筋焊接牢固。
6)连续旋转焊接
开动机械,使箍筋在主筋上缠绕,形成螺旋箍筋,焊接工人在操作平台上对箍筋进行点焊,直到钢筋笼成形。
7)加劲箍筋与主筋焊接
将加劲箍筋安设到钢筋笼内,将其与主筋点焊牢固。形成箍筋、加劲箍筋与主筋的全点焊连接。
8)终止焊接
固定盘后预留的主筋长度达到要求时,将箍筋在主筋上并排连续绕2圈,并焊接牢固,固定盘和移动盘停止旋转。
9)切断箍筋
用人工点焊切断箍筋,一节钢筋笼的制作完成。
10)脱离固定盘及移动盘
抬升支撑架,托住钢筋笼,移动盘继续后退,带动钢筋笼和固定盘脱开;抬升其他支撑架,拖住钢筋笼,移动盘继续后退,直到和钢筋笼分离即可停止移动盘。
11)降下液压及支撑系统
将支撑架托住钢筋笼并下降到钢筋笼支撑平台,然后把加工好的钢筋笼移动至指定位置。
12)复位,即可继续下一道工艺。
2.2.4 采用滚焊机加工钢筋笼设备机具和劳动力组织
在高村互通立交项目,对钢筋笼滚焊机投入的机具和人员进行了统计,具体如下:
1)采用滚焊机设备机具(见表1)
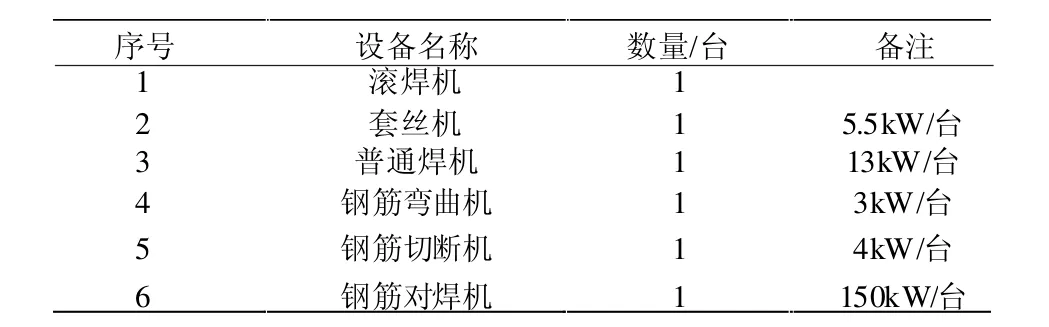
表1 滚焊机设备机具表
2)采用滚焊机劳动力组织(见表2)。
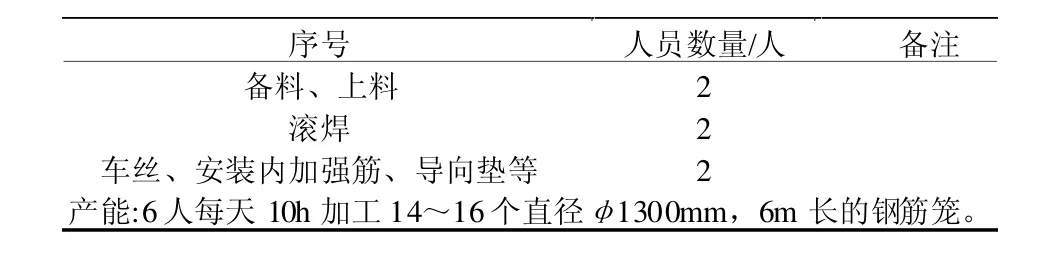
表2 滚焊机劳动力组织表
3 应用滚焊机对桩基钢筋笼生产操作的优点
应用滚焊机对桩基钢筋笼进行生产,通过现场操作可发现其优点如下
1)钢筋笼成品质量有保证。对成品钢筋笼进行检验,其各项指标均合格。钢筋笼主筋及箍筋间距均匀、误差小,满足施工规范、标准的要求[2]。
2)钢筋笼成品整体性强。钢筋笼的主筋与箍筋焊接,形成一个密集连接网,整体性强,牢固性好。在此过程中,转动、点焊均在滚焊机上操作,最大限度保证了钢筋不受损害。故在后续的运输、吊卸时,钢筋笼不易变形,保证了钢筋笼的质量。
3)使用钢筋笼滚焊机时,其主筋、箍筋可一次性布置好,无需多次调整,点焊时钢筋笼转动也无需人工操作。对应的减少了人力投入,加快了钢筋笼加工进度。
4)焊接方便。在钢筋笼转动时,即可安排工人进行焊接工作。由于钢筋笼在不断转动,故工人焊接均在合适高度操作即可,避免了仰焊、俯焊等难度较大的工作,使其质量也更为可靠。焊接完成后,在转动中检查,也更为容易。需要注意的是,焊接速度要跟转动速度匹配,否则容易导致漏焊或者焊接质量不良[2]。
5)成品外观良好。由于钢筋笼在工棚内,并在平台上进行,不受污染,同时安装主筋、箍筋均按固定程序进行,点焊效果良好,对钢筋损伤少,故成品钢筋笼整体外观良好。
6)箍筋无需专门矫直。使用滚焊机配套箍筋矫直设备可减少人工矫直时间,同时箍筋质量也更为可靠。这样对成品钢筋笼的质量又起了一个很好地保证作用。
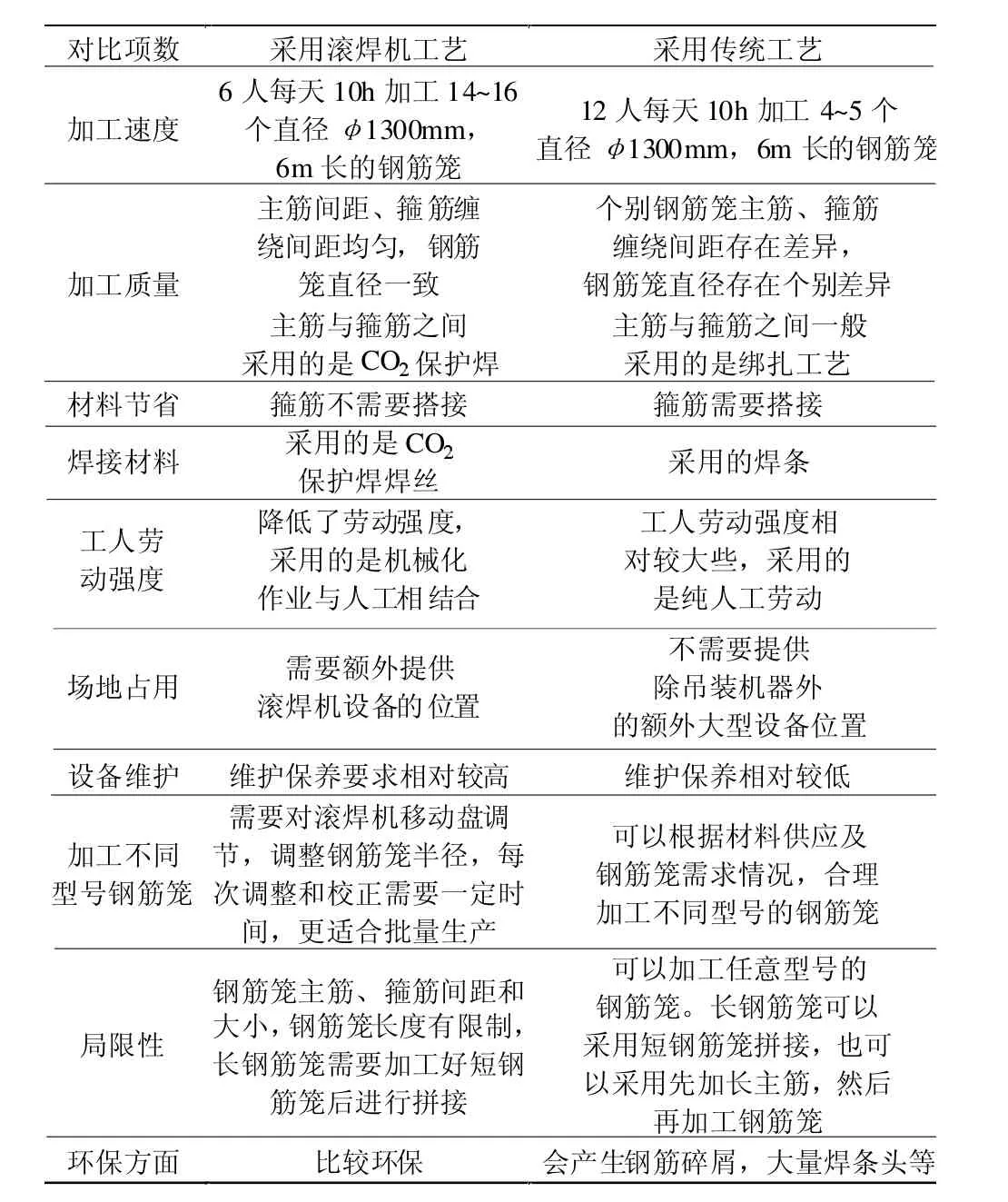
表3 两种钢筋龙加工工艺对比
4 滚焊机与传统方法加工钢筋笼优缺点对比
高村互通立交项目对两种钢筋笼加工工艺进行了实际对比。具体内容见表3。
5 结语
综上所述,采用滚焊机加工钢筋笼快速高效、质量可靠,同时可以节省劳动力并降低工人作业强度,也相对比较环保。所以,该工艺值得在桥梁桩基数量较多的大中型桥梁基础工程中推广应用。
【1】交通部第一公路工程总公司.公路施工手册—桥涵(上、下册)[K].北京:人民交通出版社,2000.
【2】JTGD 60—2004公路桥涵设计通用规范[S].
【3】JGJ18—2003钢筋焊接及验收规程[S].
Applicationof SteelBar Cage RollingWeldingMachineinHighVillage Interchange
LIU Sheng-chun
(GuangdongProvincialChangDaHighwayEngineeringCo.Ltd.,Guangzhou 510620,China)
In this paper,combined with the pile foundation reinforced cage seam welder application characteristics and high village interchange,on rolling machine main working principle and operating process are introduced,and through the production practice and comparing theadvantagesand disadvantages.Itisproved thattheapplicationof rollingmachinemakingpile reinforcementcageproducthas stablequality,highproductionefficiency,resourceconsumption low,hasagoodpopularizationvaluein thebridge foundationengineering.
bridge foundation;steelbarcagerollingmachine;interchange;application
U445.3;445.58+3
B
1007-9467(2016)08-0165-03
10.13616/j.cnki.gcjsysj.2016.08.047
2016-03-22
刘胜春(1980~),男,广东兴宁人,工程师,从事路桥管理研究,(电子信箱)52664972@qq.com。