巨型全钢工程机械子午线轮胎成型机新型定型鼓压力控制装置的设计
2016-08-01张素萍汤志胜
张素萍,汤志胜
(桂林橡胶机械有限公司,广西 桂林 541002)
巨型全钢工程机械子午线轮胎是集轮胎配方设计、结构设计、生产工艺以及机械装备等的高新技术于一体的轮胎品种,成型机是巨型全钢工程机械子午线轮胎生产的关键设备。定型鼓的压力定型是继贴合和成型后成型胎坯在成型机上的最后一个操作环节,在定型过程中充气压力的调节和控制至关重要,对轮胎成型质量影响极大。
定型鼓压力控制装置是轮胎成型机中结构和运行较复杂的体系,控制精度要求较高。传统的巨型全钢工程机械子午线轮胎成型机定型鼓压力控制装置是以气动比例阀为主要构件的系统,采用该控制装置的定型鼓在突然停电或/和停气的情况下掉压很快,成型中的胎坯在半小时内会被自质量压垮或压变形,同时较难满足巨型全钢工程机械子午线轮胎定型鼓充气时瞬间充气量很大、充气压力稳定后压力很小的要求,而且定型鼓压力控制精度有待提高。针对这些问题以及我公司巨型全钢工程机械子午线轮胎的工艺要求,本课题采用两个膜片阀(充气膜片阀和放气膜片阀)和一个压力开关为基础的气动控制系统,设计了新型定型鼓压力控制装置。现将设计情况简介如下。
1 装置结构
本设计定型鼓压力控制装置由电气控制系统、气动控制系统和机械系统三大部分组成。电气控制系统由美国AB公司生产的可编程控制器(PLC)与相关组合模块组成;气动控制系统由充气膜片阀、放气膜片阀、压力开关和锁定电磁阀等组成;机械系统由主轴、左移动套和右移动套等组成。定型操作时这三大部分相互配合,实现对胎坯定型压力的调节和控制。
本设计定型鼓压力控制装置结构如图1所示,定型鼓固定胶囊固定胎圈如图2所示,其中左端固定胶囊15和右端固定胶囊16分别安装于主轴10的左移动套13和右移动套12上,左移动套13和右移动套12分别通过连接键连接主轴10。
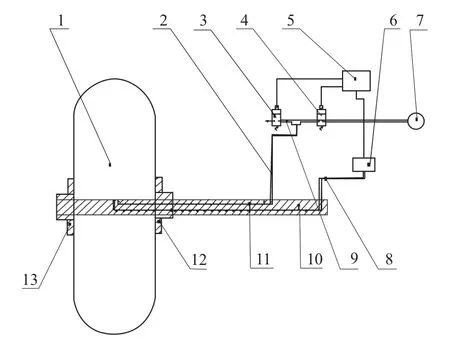
图1 新型定型鼓压力控制装置结构示意

图2 新型定型鼓固定胶囊固定胎圈示意
2 工作原理
本设计定型鼓压力控制装置的设计目的为精确控制定型鼓充气压力,保证胎坯在定型过程中内压恒定。
定型鼓气动控制系统的充气线路连通气源与定型鼓上定型的轮胎。与传统定型鼓压力控制装置的阀控元件为气动比例阀不同,本设计定型鼓压力气动控制元件包括充气膜片阀、排气膜片阀、左锁定电磁阀和左锁定电磁阀,这些元件通过相关线路与PLC连接,PLC再与用于检测轮胎内压的压力开关连接,从而适时调节和控制胎坯定型压力。
实际操作时,当复合胶筒传递到定型鼓上时,PLC发出指令使左锁定电磁阀18和右锁定电磁阀17通电,气体通过电磁阀,使左端固定胶囊15和右端固定胶囊16扩张,将复合胶筒的胎圈锁定,从而将复合胶筒固定在定型鼓上。定型开始时,由PLC发出指令给充气膜片阀4,充气膜片阀4导通,压力开关6指示系统给复合胶筒充气。在复合胶筒逐渐充入压缩空气时,电机带动正反丝杠转动,以驱动定型鼓宽度由大到小的调整。复合胶筒在定型鼓宽度减小和不断充气的过程中定型,而在此过程中压力开关6不断检测定型胎坯内压,并将检测信号发送给PLC。当胎坯内压超过设定值时,PLC指示充气膜片阀4关闭,并指示放气膜片阀3放气,直到胎坯内压达到设定值,此时放气膜片阀3自动关闭;如果胎坯内压为设定值时,充气膜片阀4和放气膜片阀3均关闭,不进行充放气动作;如果胎坯内压未达到设定值,PLC指示充气膜片阀4导通,以充气补压,并不断对胎坯内压判断,多次进行充气和放气,胎坯内压最终达到设定值。
胎坯定型完成后PLC指示放气膜片阀3导通,以放气泄压(充气膜片阀4关闭)。胎坯定型过程中,如果成型机中途停电或/和停气,由于充气膜片阀4和放气膜片阀3的工作特性(通电时开,断电时关)而自动关闭充气气路2,以达到保证胎坯内压的目的。
卸定型胎坯时,PLC指示使左锁定电磁阀18和右锁定电磁阀17断电,使左端固定胶囊15和右端固定胶囊16放气收缩,卸下胎坯。
3 结语
本设计巨型全钢工程机械子午线轮胎成型机新型定型鼓压力控制装置结构合理,定型压力控制准确,可保证定型过程中胎坯的充气速度和定型鼓宽度调节匹配,胎坯均匀膨胀,定型质量好,操作简便。
