游标卡尺示值检定装置设计
2016-08-01鲍承德徐志玲王鹏峰陈旺达
鲍承德,徐志玲,王鹏峰,陈旺达,于 雷
(1.中国计量大学 计量测试工程学院,浙江 杭州 310018;2.中国计量大学 现代科技学院,浙江 杭州 310018)
游标卡尺示值检定装置设计
鲍承德1,徐志玲2,王鹏峰2,陈旺达2,于雷2
(1.中国计量大学 计量测试工程学院,浙江 杭州 310018;2.中国计量大学 现代科技学院,浙江 杭州 310018)
【摘要】游标卡尺示值一直采用人工目视检定方法,效率低下.设计了一种游标卡尺示值检定装置,其中精密基座系统设计采用弹性力学理论,建立动态力学特性模型.基于模型分析计算刚度等参数,确定精密基座系统的设计结构.为了有效减少系统阿贝误差,检定装置系统控制其允许出现的最大倾斜角.根据步进电机速度曲线原理,设计电机驱动器有效的细分数.在符合JJG30-2012《通用卡尺检定规程》要求下,采用高精密度光栅尺替代标准量块,步进电机代替人工操作,图像识别技术代替人眼,提高了游标卡尺的检定效率,实现了计管控一体.
【关键词】游标卡尺;示值检定;阿贝误差;图像识别
游标卡尺是机械工业中最重要的量具之一,广泛应用于制造业、安装业和科研院所等领域[1-3].生产游标卡尺的企业或计量检定部门都需要按照规程要求对游标卡尺进行检定.传统的检定方法是人工目视法,该方法存在工作量大、检定效率低等缺点,并受人为主观因素影响(如人的观测角度、观测距离等),致使其测量可靠性差,数据的记录与处理工作量大,检定结果有效性差.
目前,国内外在指针式仪表读数的自动识别方面已经比较成熟,已有商品化的智能半自动、全自动检定装置[4-5],但在游标卡尺示值识别检定方面尚未检索到相关文献及应用.为了改变传统的人工检定方法,提高游标卡尺检定效率,设计一种快速、准确、稳定的游标卡尺示值检定装置,使其不仅能提高计量检定效率,而且能最大限度地减少人为检定误差.
1系统总体设计
游标卡尺示值检定装置包括机械系统、机电控制系统、视觉检定系统.以精密基座系统设计、驱动控制、CCD图像采集与处理等技术为基础,通过计算机控制实现装置系统的自动检定.系统框架如图1.
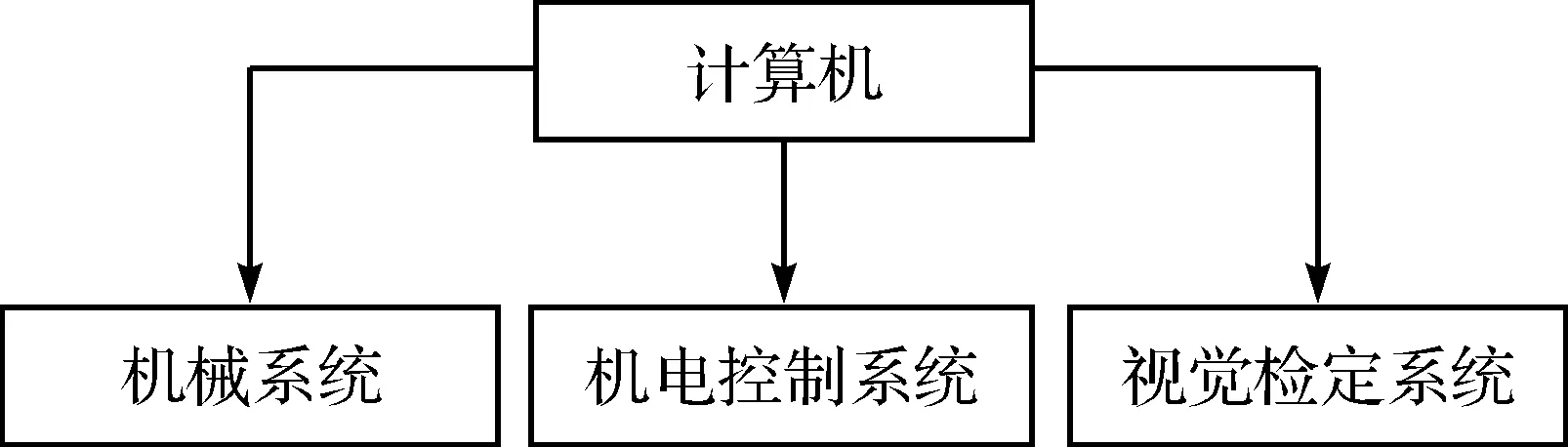
图1 检定系统框架示意图Figure 1 Frame diagram of verification system
2机械系统设计
2.1游标卡尺固定系统
游标卡尺夹紧固定是机械系统设计的重点,从约束控制游标卡尺6个自由度运动来设计.游标卡尺放在移动平台上,为控制游标卡尺在X轴方向的运动,采用两个夹持块的结构,并由丝杆转动带动两个夹持块相向移动,夹紧游标卡尺尺身;夹紧力由输出恒定压力的气缸提供,结合遮挡板,从Y轴与Z轴共4个自由度方位对游标卡尺的游标进行夹紧,以保证游标卡尺固定不动.
2.2精密基座系统
游标卡尺的游标固定后,主尺通过基座滑块带动而产生移动.基座采用滚珠直线滑台式,移动平台安装在基座滑块上,计算基座能承受的最大工作载荷,设计滑块加载机构.
根据弹性力学理论,建立基座动态力学特性模型,计算基座能承受的最大工作载荷.如图2,X,Y,Z方向分别表示为丝杆副轴向、导轨横向和导轨垂向的刚度,各方向上的刚度值均由四组弹簧等价模拟[6].通过丝杠副和直线导轨副的配合实现移动平台在X方向的进给运动,导轨的动态特性主要受X方向的刚度影响,而导轨刚度是衡量导轨抵抗变形能力的重要参数,刚度值越大,导轨产生的变形就越小,动态特性就越高,能承受的工作载荷就越大.故计算出X方向的刚度,就可确定其能承受的最大工作载荷.
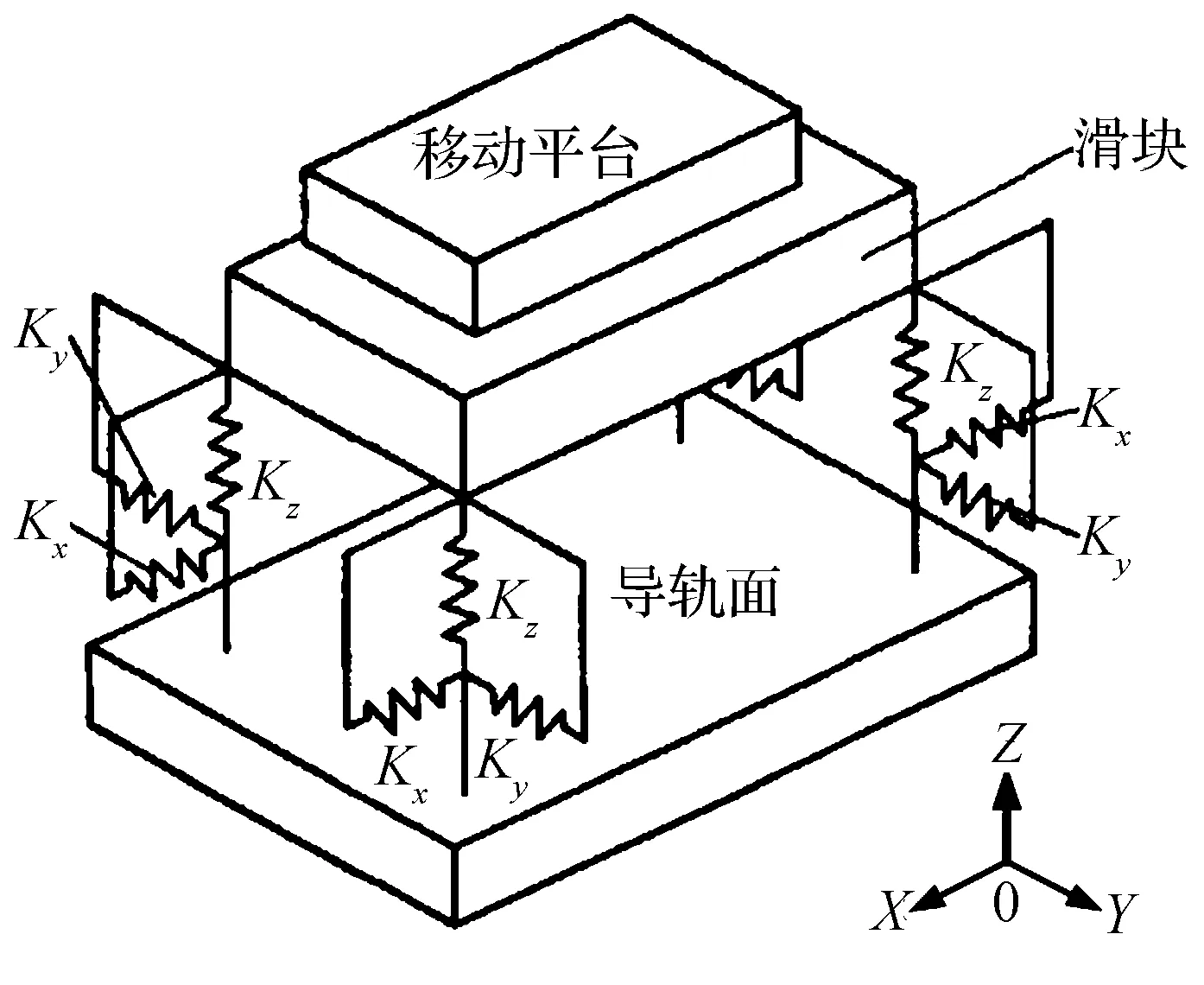
图2 基座动态力学模型Figure 2 Dynamics model of pedestal
滚珠直线丝杠系统的轴向刚度K可视作与直线丝杠副相关联的零部件刚度的并联总和[6],其动力学模型如图3.

图3 滚珠丝杠副的动力学模型Figure 3 Dynamics model of ball screw
丝杠系统的轴向刚度K表示为
(1)
式(1)中K1为丝杠轴向刚度,K2为螺母轴向刚度,K3为支撑轴承轴向刚度.

(2)
式(2)中r为丝杆螺纹半径,E为杨式模量,L为安装距离.
3.84×10-1kN/mm.
(3)
式(3)中K′为常量,Fao为予压负荷,Ca为额定动载荷.
2.85×10-1kN/mm.
(4)
式(4)中Fbo为轴承的予压负荷,Db为丝杠支撑轴承的球径,α为支撑轴承的初始接触角,z为轴承的钢球数.
将K1、K2、K3值代入(1)式得丝杠副传动系统的轴向刚度K为
K≈8.8×10-2kN/mm.
(5)
为确定基座能承受的工作载荷,还需分析X轴向刚度与工作载荷的关系曲线.螺母组件的额定动载荷Pc=52.7kN,若设定工作载荷Fx在0.2 Pc~0.3 Pc范围变化[7],可得工作载荷与X轴向刚度值近似趋于线性变化(实线表示),如图4.
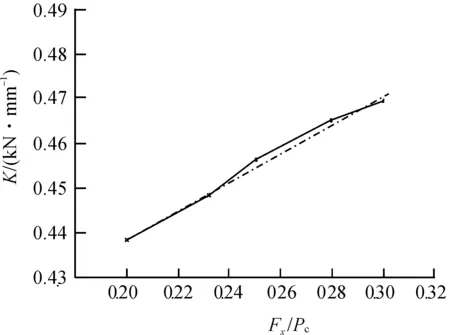
图4 X轴向刚度与工作载荷的关系Figure 4 Relationship between X axial rigidity and working loads
拟合工作载荷与X轴向刚度,并选取坐标点,计算得线性关系为
K=0.22X-0.19(虚线表示).
(6)
将K=8.8×10-2kN/mm代入(6)式得X≈0.864,所以
Fxmax=Pc×X≈45.532 8kN.
(7)
实际设计移动平台的重量在18kN左右,由此,采用滚珠直线滑台式底座作为基座足以承受相应的工作载荷,确保导轨的变形在允许误差范围内,保证其动态特性.但考虑移动平台长度较长,基座中一个滑块难以平衡紧固移动平台,故最终采用双滑块式的滚珠直线滑台结构作为整个装置的核心基座,结构如图5.
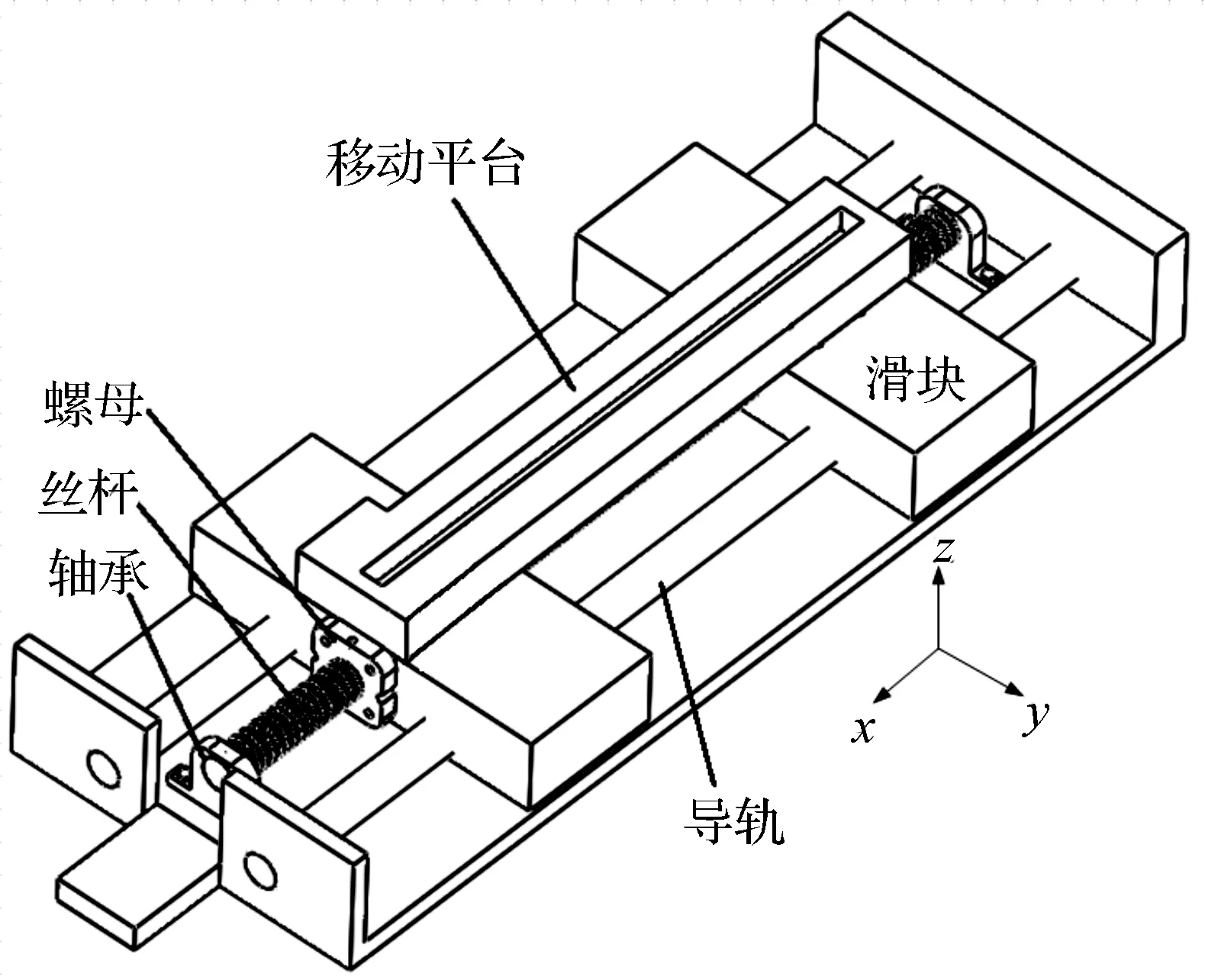
图5 基座系统的设计结构图Figure 5 Design structure of the pedestal system
2.3检定系统
游标卡尺示值检定装置,采用光栅尺代替检定用标准量块作为测量标准.游标卡尺和光栅尺设计时无法遵守阿贝原则,如图6.实际设计时两者最小间距S为100mm,若θ为2.4×10-4弧度,则产生的阿贝误差为
ΔL≈S×θ=2.4×10-2mm.
(8)
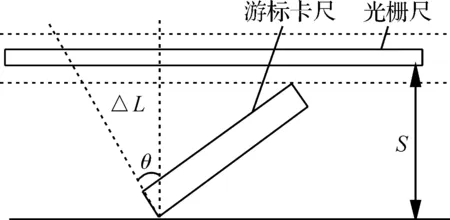
图6 阿贝误差Figure 6 Abbe error
由国家计量检定规程可知[9],该误差已超出要求.为减小阿贝误差,用万工显严格调整光栅尺与移动导轨的平行度,并安装固定光栅尺.设计了:1)在基座上设置一块切割后长为290 mm、宽为25 mm的凹形平板,如图7,将光栅尺紧贴凹形边沿安装,尽量缩短游标卡尺与光栅尺的距离,并调整光栅尺与移动平台相互平行;2)用万工显标定定位刻度线,利用CCD摄像头采集游标卡尺刻度线与定位刻度线图像,以判断游标卡尺与光栅尺的平行度.若有偏移,后续数据处理中加以补偿.游标卡尺固定定位图,如图8.
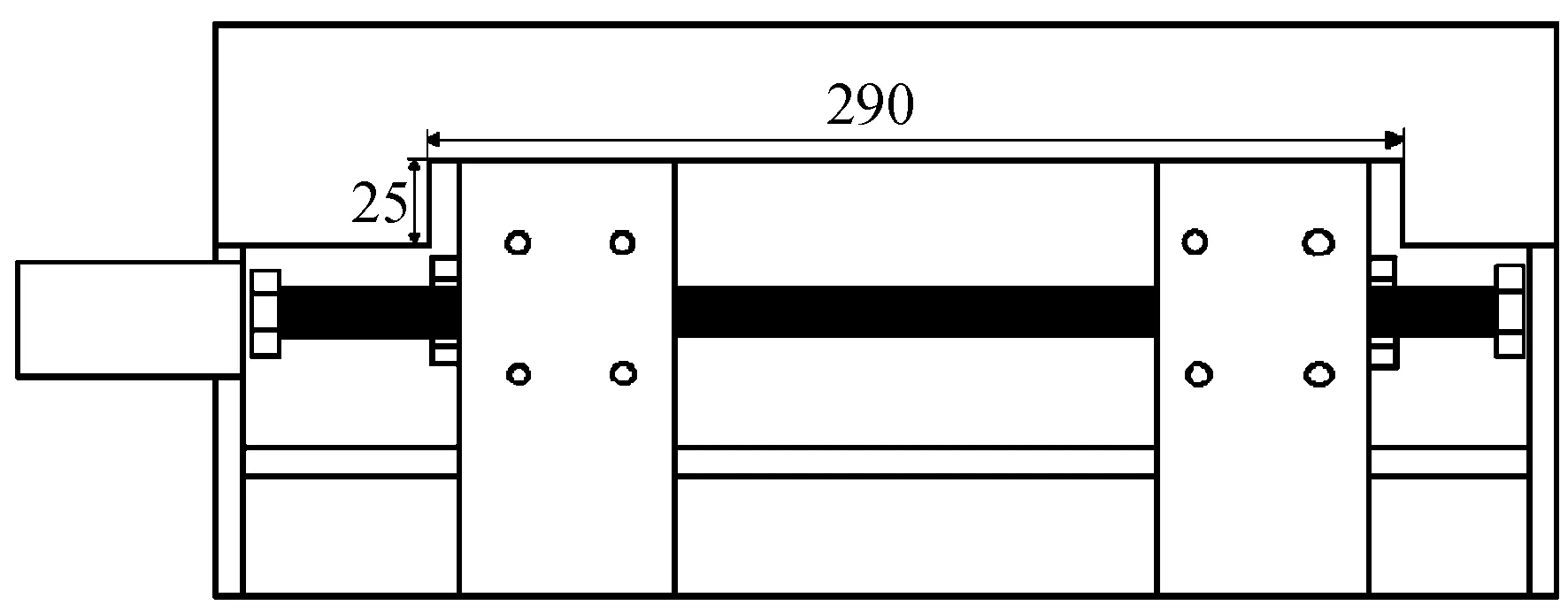
图7 基座平板切割图Figure 7 Cutting diagram of pedestal plate
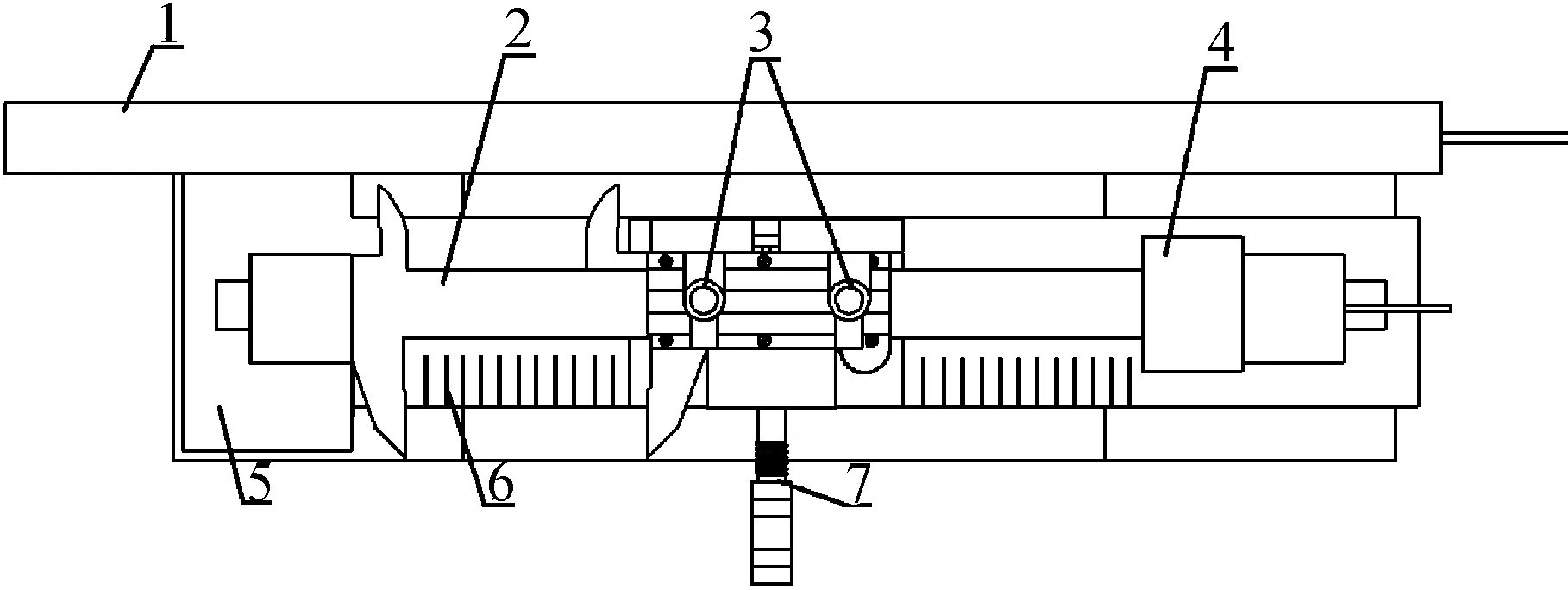
图8 游标卡尺固定定位图Figure 8 Fixed position diagram of vernier caliper
为了满足装置系统精度和JJG30-2012《通用卡尺检定规程》要求,需控制平行度误差.被检游标卡尺最小分度值为0.02 mm,故整体系统装置的精度应控制在2~6.66 μm的范围内.结合实际装置尺寸,游标卡尺与光栅尺间的最短距离S=100 mm,则其最大允许倾斜角θ为
(9)
若倾斜角θ大于或等于14″,系统装置则无法保证游标卡尺示值的检定精度.故最大允许倾斜角θ必须小于14″.
3机电控制系统设计
控制系统采用驱动装置与传动装置相结合的技术带动游标卡尺移动.为保证整体装置系统的精度,采用步进电机作为伺服驱动部件[10],丝杆作为伺服传动部件.
3.1步进电机速度曲线的实现
步进电机驱动原理是将发出的电脉冲信号转化为角位移[11],实现步进电机速度的升降.
步进电机驱动脉冲频率f(t)为

(10)

图9 步进电机指数曲线升降图Figure 9 Index curve lifting diagram of step motor
(11)
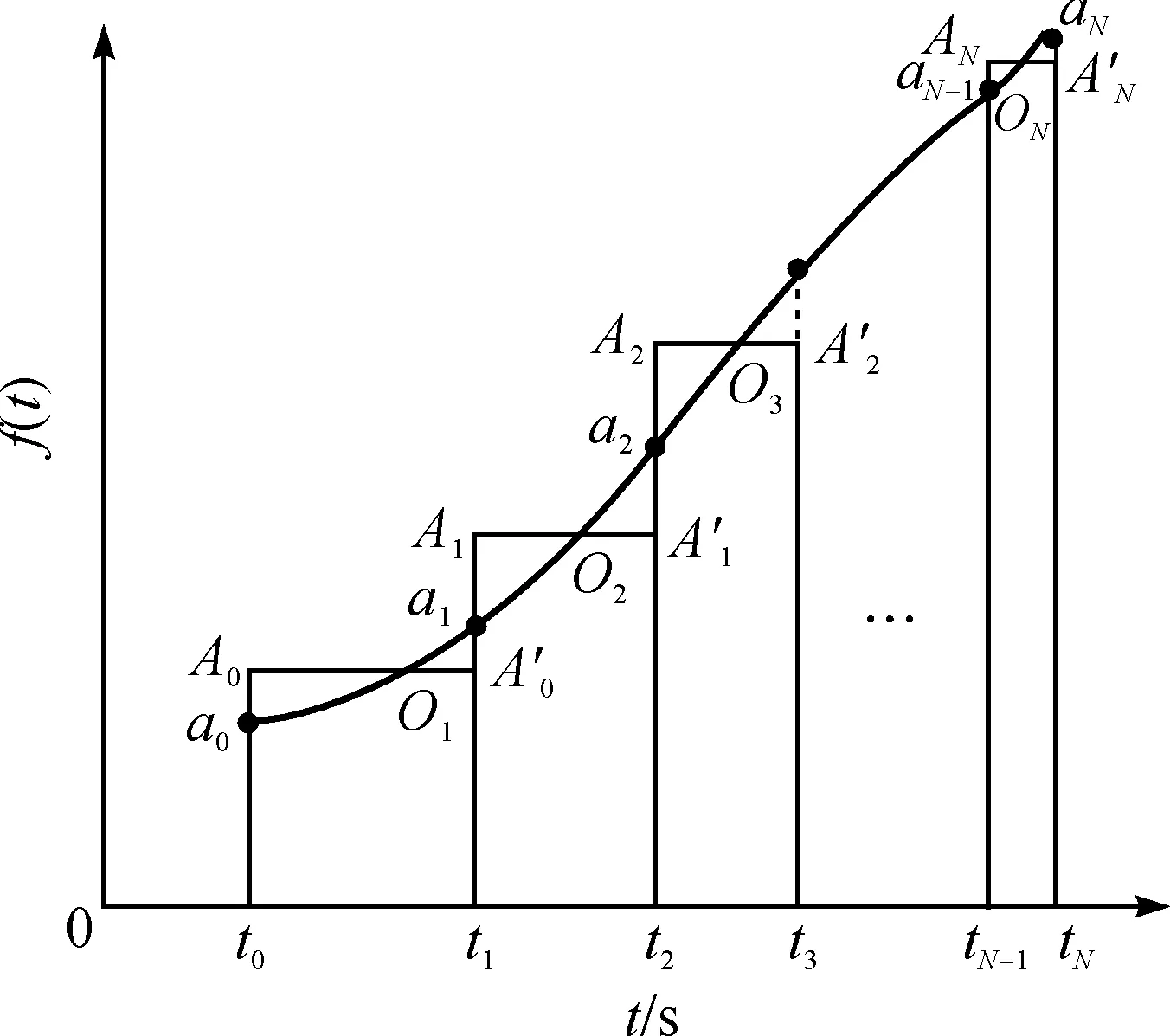
图10 f(t)的最佳实现曲线Figure 10 Optimal realization curve of f(t)
式(11)中fi为工作频率,最终求解出步进电机的实际运动曲线为折线Z(t)函数,所以步进电机是以分级跳跃的方式进行调速.在每一个脉冲给予时刻,步进电机的平均速度就发生一次跳变[12].为解决步进电机在启动、停止或高速运作过程中因跳变而出现振动的问题,设计采用电机驱动器细分驱动措施,使步进电机克服机械震颤而稳定工作.
3.2步进电机驱动器选择
由于JJG30-2012《通用卡尺检定规程》和2~6.66 μm范围的整体装置系统精度的要求,取系统精度最大值6.66 μm,即步进电机每一脉冲当量δ应小于或等于6.66 μm/p,实际的步进电机精度达不到6.66 μm,故需要相应的驱动器对电机步距角进行细分.选用导程为tsp=5 mm的传动丝杆,步距角为α=1.8°驱动电机,则细分数n为
(12)
式中P′为丝杆旋转一周的输入脉冲数,P为电机旋转一周的输入脉冲数,δ为脉冲当量.
因此选择细分数n为16的步进电机驱动器.则丝杆的直线位移量δ′为
(13)
丝杆的直线位移量δ′=6 μm满足系统精度要求,故系统选用细分数至少为16的电机驱动器,细分后步进电机的步距角为0.112 5°.
4视觉检定系统设计
游标卡尺示值检定装置,采用CCD摄像头代替人眼采集卡尺示值图像,通过计算机处理图像数据并及时进行存储与管理.
视觉检定系统由摄像头、光源、图像采集卡、计算机等构成.光源照射在游标卡尺上,通过摄像头拍摄到其清晰图像,图像采集卡将图像信号传送到计算机,利用图像处理软件对图像进行二值化、滤波、阈值分割、边缘检测并结合Hough算法、中值滤波算法、灰度矩亚像素边缘检测算法等处理,再结合黑白突变原理,实现图形数字化识别检测与处理.
为能实时获取经图像采集与标准光栅尺比较后的测量数据,将数据采集系统与摄像头、光栅尺等仪器建立链接,并将测量数据导出到应用程序进行相应的处理,最后将处理后的数据以数据库或者以excel、txt等格式及时、充分地存入计量信息管理系统.数据采集系统工作流程如图11.
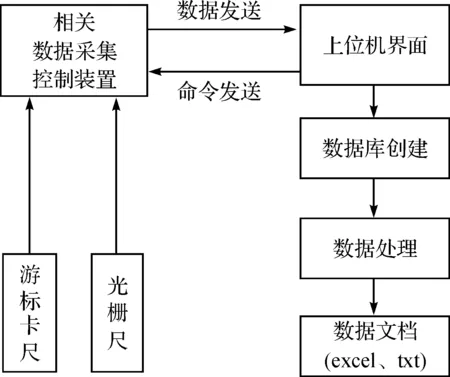
图11 采集系统工作流程Figure 11 Working flow of collection system
5实验结果与分析
采用有效行程为200 mm、分辨率为1 μm、栅距为0.02 mm的光栅尺,代替标准量块作为测量标准,用CCD摄像头采集游标卡尺示值图像,经图像处理后,计算游标卡尺图像示值.以最小分度值为0.02 mm,测量长度为150 mm的游标卡尺为被检对象,处理后的游标卡尺图像如图12.
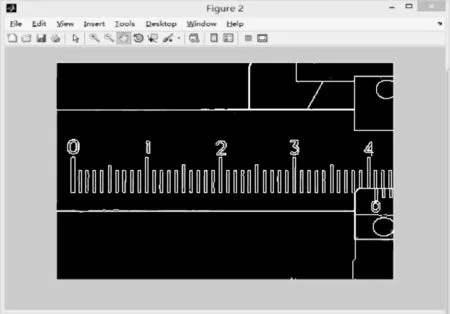
图12 图像处理后卡尺示值图像 Figure 12 Caliper value of the image afterimage processing
将被检游标卡尺经过图像处理后检定得到的数据与光栅尺标准示值进行对比分析,数据如表1.
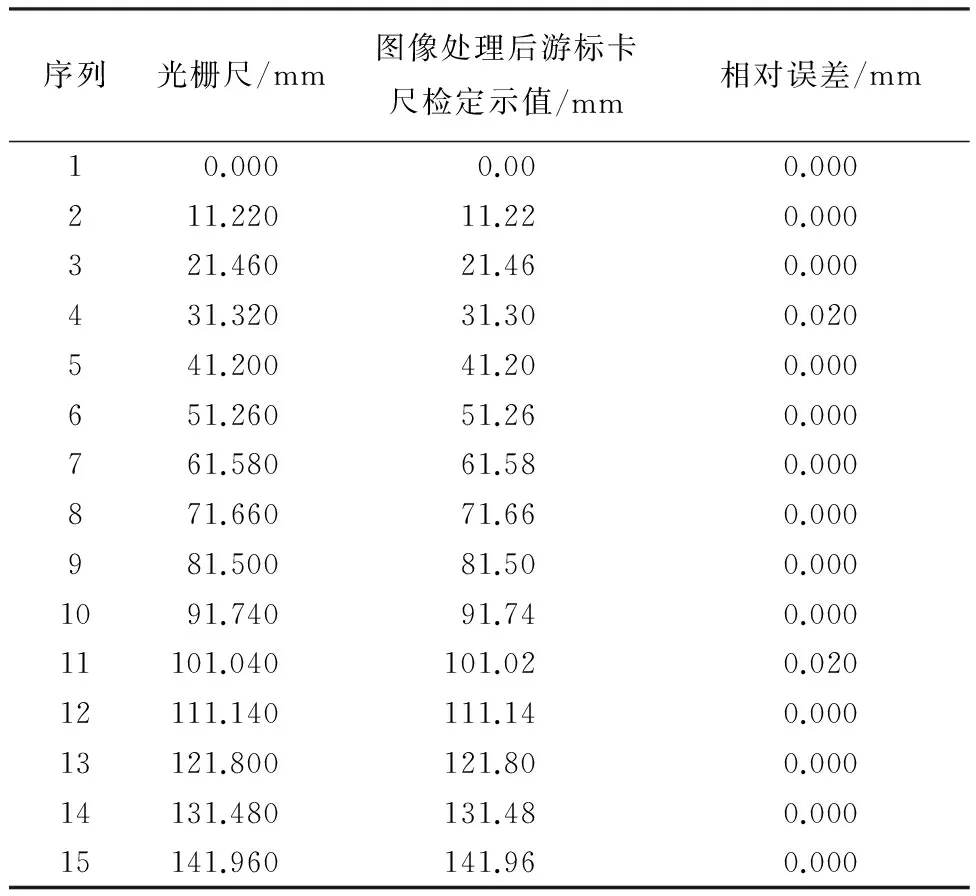
表1 游标卡尺示值检定数据
从表1中可以看出,在15次游标卡尺示值检定中,只出现有两次误差,误差的出现主要跟环境及图像处理的算法有关.故在一定的环境条件下,优化图像处理算法,可以减少检定误差,提高检定精度和效率.因此,以上分析和实验验证了游标卡尺示值检定装置的可行性和可靠性.
6结语
设计了一套符合JJG30-2012《通用卡尺检定规程》的游标卡尺示值检定装置,采用高精度光栅尺代替检定用标准量块作为测量标准,利用步进电机驱动方式代替人工移动游标卡尺,采用图像识别技术代替人眼采集识别游标卡尺示值,采用计算机数据采集系统存储游标卡尺示值检定数据,不仅提高了游标卡尺的检定效率,而且整个检定过程可自动操作,节省人力,实现了计管控一体.
【参考文献】
[1]谭可.游标卡尺的使用、检定和修理注意事项[J].工业计量,2012,10(1):279-282.TAN Ke.The precautions of vernier caliper using, testing and repairing[J]. Industrial Measurement,2012,10(1): 279-282.
[2]张帆.游标卡尺的使用、维护与检定[J].计量与测试技术,2009,30(6):19-21.
ZHANG Fan. The use of vernier caliper maintenance and testing[J]. Metrology & Measurement Technique,2009,30(6):19-21.
[3]李志专.游标卡尺测量误差的解决方法[J].现代技能开发,2000,22(1):51-52.
LI Zhizhuan. The solution to the vernier caliper measurement error[J]. Modern Skills Development,2000,22(1):51-52.
[4]YU Tao. A combination of fractal and wavelet for feature extraction[J]. International Journal of Pattern Recognition and Artificial Intelligence,2001,15(8):1277-1298.
[5]于相慧.指示表自动检定仪[D].长春:长春理工大学,2004.
YU Xianghui. Automatic tester for dial gaues[D]. Changchun:Changchun University of Science and Technology,2004.
[6]郑茜滢.高刚度滚动直线导轨设计及精度分析[D].哈尔滨:哈尔滨工业大学,2013.
ZHENG Qingying. Design and precision analysis on high-Stiffness linear rolling guide[D]. Harbin: Harbin Institute of Technology,2013.
[7]蒋书运,祝书龙.带滚珠丝杠副的直线导轨结合部动态刚度特性[J].机械工程学报,2010,20(1):92-99.
JIANG Shuyun, ZHU Shulong. Dynamic characteristic parameters of linear guide way joint with ball screw[J]. Chinese Journal of Mechanical Engineering,2010,20(1):92-99.
[8]王伟丽,范光照,刘玉圣.基于共平面二维工作平台的密测量系统[J].中国计量学院学报,2005,20(4):264-267.
WANG Weili,FAN Guangzhao,LIU Yusheng. Precision measurement system based on coplanar XY-stage[J]. Journal of China University of Metrology,2005, 20(4):264-267.
[9]黎志坚.谈谈关于长度测量中的阿贝误差[J].标准计量与质量,1999,3(2):32-34.
LI Zhijian. Talk about the length of the Abbe error in the measurement[J]. Standardization and Quality,1999,3(2):32-34.
[10]刘亚东,李从心,王小新.步进电机速度的精确控制[J].上海交通大报,2001,35(10):1517-1520.
LIU Yadong, LI Congxin, WANG Xiaoxin. Precise cont-rol of step motor speed[J]. Journal of Shanghai Jiaotong University,2001,35(10):1517-1520.
[11]高亮.8051单片机对步进电机的控制及步进电机升降速曲线的设计[J].测控技术,2002,21(11):64-67.
GAO Liang. Controlling of step motor with 8051 micro controller and speed-up and speed-down curve design[J]. Measurement and control technology,2002,21(11):64-67.
[12]陈蓉.基于数字图像处理技术的高精度仪表自动检定系统的研发[D].淄博:山东理工大学,2008.
CHEN Rong. Study and development on high-precision instrument automatic verification system based on digital image processing[D]. Zibo:Shandong University of Technology,2008.
【文章编号】1004-1540(2016)02-0138-06
DOI:10.3969/j.issn.1004-1540.2016.02.003
【收稿日期】2016-03-22《中国计量学院学报》网址:zgjl.cbpt.cnki.net
【作者简介】鲍承德(1990-),男,浙江省温州人,硕士研究生,主要研究方向为自动检测技术、机械结构设计. E-mail:384267667@qq.com 通信联系人:徐志玲,女,副教授.E-mail:xuzhiling@cjlu.edu.cn
【中图分类号】TP216
【文献标志码】A
Design of a device for the indication verification of vernier calipers
BAO Chengde1, XU Zhiling2, WANG Pengfeng2, CHEN Wangda2, YU Lei2
( 1. College of Metrology and Measurement Engineering, China Jiliang University, Hangzhou 310018, China;2. College of Modern Science and Technology, China Jiliang University, Hangzhou 310018, China)
Abstract:Vernier caliper calibration with eyesight is inefficient. We designed a vernier caliper indication verification device. The precision pedestal system was developed to establish a dynamic mechanical properties model by using the elasticity theory. The parameters such as rigidity were analyzed and calculated and the structure of the precision pedestal system was determined. In order to reduce the Abbe error of the system effectively, the maximum allowable tilt angle was controlled by the verification device system. According to the principle of the stepper motor speed curve, the effective subdivision number of the motor driver was obtained. In conformity with the requirements of JJG30-2012《Universal Caliper Test Procedures》, high-precision grating was adopted to instead of the standard gauge block. Artificial operation was replaced by the stepper motor and image recognition technology was substituted for human eyes. The primary test results showed that the verification efficiency of the vernier caliper was improved and the integration of measurement, management and control was realized.
Key words:vernier caliper; indication verification; Abbe error; image recognition
