SBR1712在工程机械轮胎胎面胶中的应用
2016-07-30霍柱辉卢南江
霍柱辉,卢南江,齐 婷,巫 超
(中国化工橡胶桂林轮胎有限公司,广西 桂林 541805)
目前矿山自卸车一般使用18.00—25,14.00—24,13.00—25等规格工程机械轮胎,这类轮胎在苛刻路面上使用,主要损坏形式为肩空和胎面脱空,严重时整个胎面脱开,因此自卸车用工程机械轮胎胎面胶要求具有较好的耐磨性能和抗切割性能。工程机械轮胎胎面胶中一般都采用一定量的丁苯橡胶(SBR),与全天然橡胶(NR)胎面胶相比,添加SBR的胎面胶生热稍高。而轮胎出现肩空和胎面脱层等质量问题与车辆超载、行驶速度快、轮胎生热高有很大的关系。分析认为,降低胎面胶生热是提高轮胎高速性能、减少肩空和脱层的有效措施[1]。传统工程机械轮胎胎面胶一般采用非充油SBR,很少使用充油SBR。SBR1712是在100份SBR中填充37.5份高芳烃油而制成的。SBR1712用于胎面胶时,胶料的加工性能好,耐低温屈挠性能、耐热和耐老化性能优良,抓着性能和耐磨性能优异,生热低,滞后损失小[2-3]。推测如果使用SBR1712替代非充油SBR1502用于胎面胶,将有利于降低胎面胶生热而减少轮胎肩空和脱层质量问题,同时保证胎面胶的耐磨性能和抗切割 性能。
本工作从降低胎面胶生热的角度出发,探讨SBR1712在自卸车用工程机械轮胎胎面胶中的 应用。
1 实验
1.1 主要原材料
NR,TSR 9710,云南昆明新高深橡胶有限公司产品;SBR,牌号1502和1712,中国石化齐鲁分公司产品;炭黑N220,成都众一化工销售有限公司提供;白炭黑N975,山东联科白炭黑有限公司产品。
1.2 配方
生产配方:NR 70,SBR1502 30,炭黑N220/ 白炭黑 57,氧化锌/硬脂酸 8,芳烃油 7,防老剂 4.5,硫黄和促进剂 2.7,其他 3.5。
试验配方:除了用充油SBR1712等量(以干胶计)替代非充油SBR1502外,其他组分及用量同生产配方。
1.3 主要设备与仪器
Φ160×320型开炼机,广东省湛江机械厂产品;BB-2和BB370型密炼机,日本神户制钢公司产品;GK270型密炼机,上海昊华橡胶机械厂产品;XLB2Q型平板硫化机,浙江湖州宏图机械有限公司产品;Rheometer 100S型硫化仪,美国孟山都公司产品;MV3000型门尼粘度试验机和 GT-7012-A型阿克隆磨耗试验机,中国台湾高铁检测仪器有限公司产品;微机控制拉力试验机,广西师范大学秀峰电器厂产品;RCC-I型橡胶动态切割试验机,北京万汇一方科技发展有限公司产品;YS-25型压缩试验机,上海非金属试验机厂产品。
1.4 试样制备
小配合试验胶料混炼分两段进行。一段混炼在BB-2型密炼机中进行,混炼工艺为:生胶→提压 砣活性剂和防老剂等小料炭黑和白炭 黑芳烃油清扫,压压砣排胶,停放4 h。二段混炼在开炼机上进行,混炼工艺为:一段混炼胶→过辊5次→硫黄和促进剂→薄通5次→过辊3次→左右各割刀3次→出片(总混炼时间为6 min)。
大配合试验胶料混炼分两段进行。一段混炼在BB370型密炼机中进行,密炼机转子转速为50 r·min-1,混炼工艺为:生胶→小料、炭黑和白炭黑→提压砣芳烃油清扫,压压砣排胶(170±5 ℃);二段混炼在GK270型密炼机中进行,密炼机转子转速为20 r·min-1,混炼工艺为:一段混炼胶→硫黄和促进剂清扫,压压 砣清扫,压压砣排胶(105 ℃)。
1.5 性能测试
胶料切割减量试验转速为720 r·min-1,冲击频率为120次·min-1,时间为20 min;胶料其他性能测试均按相应国家标准进行。
2 结果与讨论
2.1 小配合试验
2.1.1 硫化特性
小配合试验胶料的硫化特性如表1所示。从表1可以看出,与生产配方胶料相比,试验配方胶料的门尼粘度减小,门尼焦烧时间相差不大,硫化仪数据相近,这说明在工程机械轮胎胎面胶中使用SBR1712等量替代SBR1502,硫化体系不必调整。

表1 小配合试验胶料的硫化特性
2.1.2 物理性能
小配合试验胶料的物理性能如表2所示。从表2可以看出,与生产配方胶料对比,试验配方胶料的硬度、300%定伸应力、拉伸强度和撕裂强度稍有降低,但仍然保持在较好的水平,拉断伸长率基本不变,阿克隆磨耗量和切割减量基本相同,压缩生热降低。

表2 小配合试验胶料的物理性能
2.2 大配合试验
2.2.1 硫化特性
大配合试验胶料的硫化特性如表3所示。从表3可以看出:与生产配方胶料对比,试验配方胶料的门尼粘度稍小,有利于胎面挤出;门尼焦烧时间和硫化仪数据相差不大。大配合试验结果与小配合试验结果基本相同。
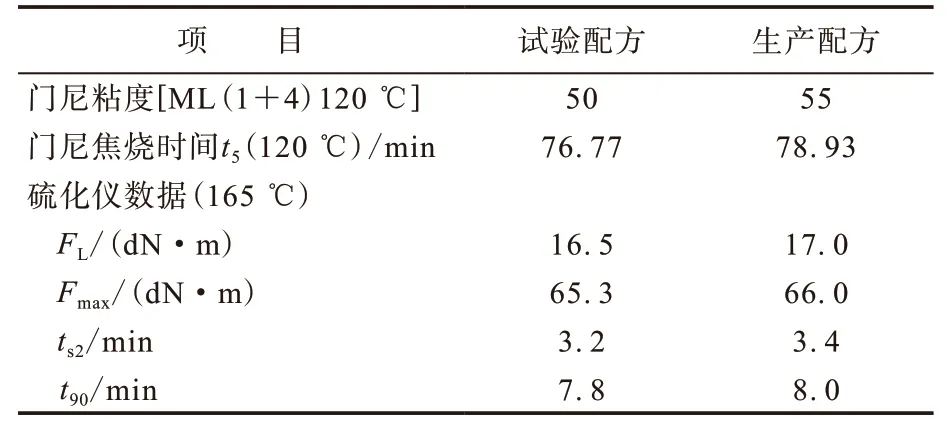
表3 大配合试验胶料的硫化特性
2.2.2 物理性能
大配合试验胶料的物理性能如表4所示。从表4可以看出,与生产配方胶料相比,试验配方胶料的硬度、300%定伸应力和拉断伸长率变化不大,拉伸强度和撕裂强度稍有下降,磨耗减量和切割减量相差不大,压缩生热降低。大配合试验胶料的硬度、300%定伸应力和拉断伸长率变化不大,这与小配合试验结果稍有区别,分析认为,一方面可能是小配合试验时胶料在开炼机上经过多次薄通和剪切导致NR分子链断裂,而大配合试验胶料制备时没有经过薄通;另一方面说明SBR1712具有较好的加工性能,对炭黑有较好的湿润性,有利于炭黑及其他助剂的分散。
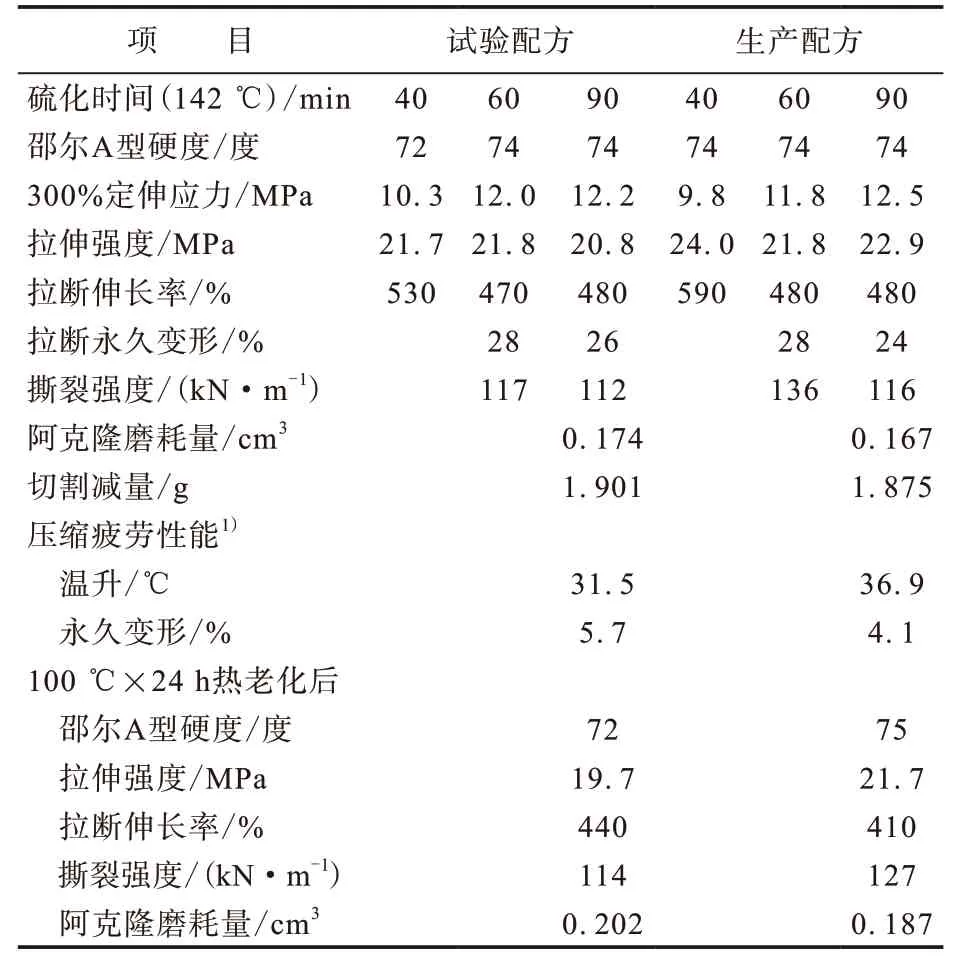
表4 大配合试验胶料的物理性能
2.3 工艺性能
按大配合试验混炼工艺制备试验配方和生产配方胶料各5车,生产配方胶料的一段混炼排胶温度约为172 ℃,试验配方胶料的一段混炼排胶温度为167 ℃,试验配方胶料排胶温度明显低于生产配方胶料;试验配方终炼胶呈连续块状,无碎胶,无粉料,胶片平整光滑,未出现焦烧、收缩、粗糙现象。
使用试验配方胶料挤出13.00—25轮胎胎面,胎面表面光滑,断面较细腻,气孔小,致密性好,无熟胶,无豁边等,尺寸及稳定性符合工艺技术要求。胎面贴合成型时弹性良好,接头平整。
2.4 成品性能
采用试验配方胶料试制13.00—25 28PR L-3 工程机械轮胎,进行机床耐久性能试验,结果如表5所示。从表5可以看出,试验结束时轮胎破坏形式均为胎肩鼓包,试验轮胎的累计行驶时间远长于生产配方轮胎,试验轮胎的耐久性能明显优于生产轮胎。

表5 13.00—25 28PR轮胎的耐久性能
对耐久试验后的轮胎进行解剖测试,成品轮胎胎面胶的物理性能如表6所示。从表6可以看出:试验轮胎胎面胶切割减量和压缩生热与大配合试验基本吻合;其他物理性能良好,达到国家标准要求。

表6 13.00-25 28PR成品轮胎胎面胶(中层)的物理性能
3 结论
在自卸车用工程机械轮胎胎面胶中采用充油SBR1712替代非充油SBR1502,胶料混炼排胶温度降低,混炼工艺性能和成型工艺性能良好,硬度、300%定伸应力和拉断伸长率基本不变,拉伸强度和撕裂强度稍有下降,但保持在较好的水平,磨耗减量和切割减量相差不大,压缩生热明显降低;成品轮胎胎面胶物理性能良好,可满足国家标准要求,轮胎的耐久性能明显提高。
充油SBR1712替代非充油SBR1502的试验配方已在本公司工程机械轮胎胎面胶生产中试用,轮胎的使用性能明显提高,退赔率大幅度降低,经济效益显著。