圆柱滚子轴承保持架锁爪变形控制分析
2016-07-26赵燕李迎丽王喆杜杰
赵燕,李迎丽,王喆,杜杰
(中航工业哈尔滨轴承有限公司,哈尔滨 150000)
圆柱滚子轴承铜合金实体保持架结构紧凑、强度高,运转性能及抗冲击能力均优于钢制组合式保持架,是高速、高温等高性能轴承常采用的结构。保持架结构设计中,为了将滚子装入保持架和套圈(内圈或外圈)后,使三者形成不可分离的组件,避免成品轴承发生散套,通常在保持架的外径面或内径面部位设计有锁爪,起到锁住滚子的作用。
在轴承的运转过程中,锁爪部位并不参与轴承的工作,但如果该部位的加工尺寸、形状控制不当将会影响轴承的正常工作,严重时可能会导致保持架断裂故障的发生。
1 锁爪的形成过程
目前,国内轴承生产厂家多通过凸模冲压变形的方式加工保持架锁爪,这种加工方式称为劈爪。在劈爪前需形成预劈爪,即使用铣刀将前工序预留的锁爪位置的中部材料去除(图1),改善其结构塑性。预劈爪后再进行劈爪,通过凸模对锁爪施加力使锁爪顶部分别向两侧产生少量的塑性变形,同时产生一定的加工硬化,增加局部强度,锁住滚子(图2、图3)。保持架材料的组织、塑性性能以及锁爪加工方式对锁爪变形及变形后的强度有重要影响。
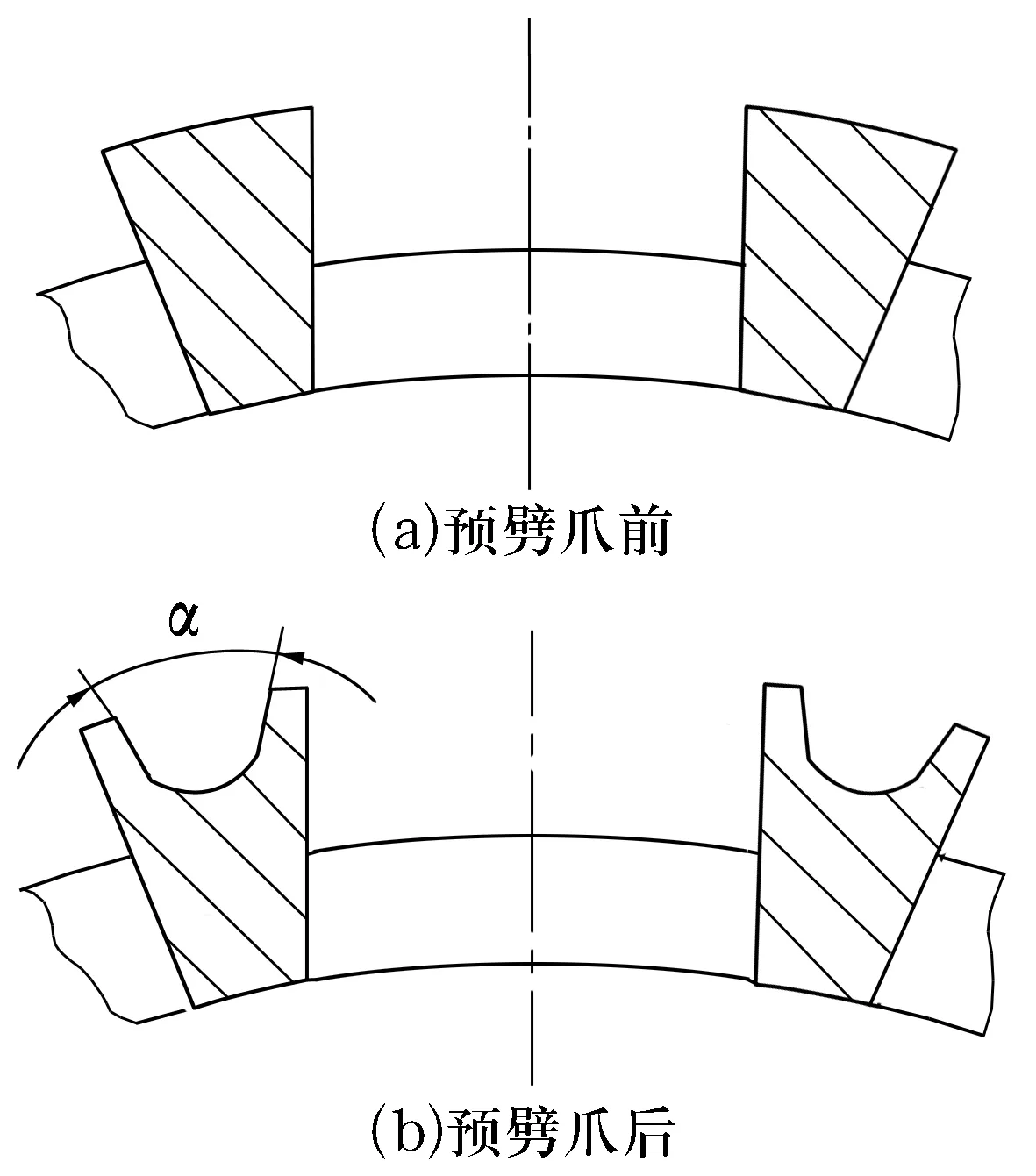
图1 预劈爪前、后锁爪形状示意图

图2 凸模冲压锁爪变形示意图

图3 劈爪后的锁爪形貌
采用该方式加工的锁爪,要求滚子不得从锁爪位置掉出,滚子装入保持架后,应能随保持架装入内圈或外圈,在锁点和滚道的共同限制下,使保持架、滚子和套圈三者形成组件;轴承装配完成后,受内、外滚道位置的限制,滚子与锁爪之间有一定的间隙,不会产生接触,对轴承的运转无影响。滚子在内、外滚道的限制下与锁爪的位置关系如图4所示。
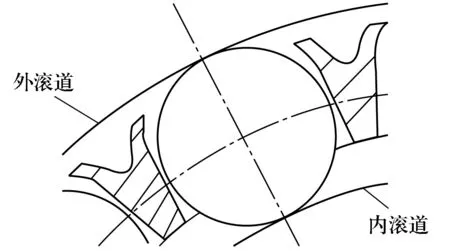
图4 轴承装配后滚子与锁爪位置示意图
2 出现的问题
2.1 锁爪断裂或裂纹
某型圆柱滚子轴承外形尺寸为φ24 mm×φ37 mm×9 mm,锁爪位于保持架外径面,单耳结构。轴承转速为39 800 r/min,径向载荷为400 N,属于高速轻载运转。该轴承使用过程中陆续发生了保持架锁爪断裂故障,断裂的锁爪均位于兜孔的同一侧,且断裂部位均为锁爪顶端,形貌如图5所示。

(a)兜孔同一侧锁爪断裂
将故障轴承放平观察,发现锁爪存在不对称现象,一侧锁爪变形过大,顶端已与滚子有明显接触,且尚未断裂的锁爪已出现裂纹(图6、图7)。对同批次库存新轴承进行复查,发现个别轴承也存在锁爪变形过大,与滚子有明显接触的现象。

图7 锁爪顶部产生裂纹
通过分析确认故障的产生与锁爪加工质量有关,若尺寸和形状控制不当,一侧锁爪变形过大与滚子产生接触,轴承高速运转过程中,锁爪在滚子的不断碰撞冲击下会发生断裂。
除了单耳结构锁爪的断裂问题外,在双耳结构的锁爪中还曾发现锁爪的根部存在裂纹的现象(图8、图9)。

图8 双耳结构锁爪形貌

图9 锁爪根部裂纹
2.2 异常接触痕迹
除断裂和裂纹问题外,锁爪加工质量控制不当还会导致保持架兜孔出现异常接触痕迹。正常情况下,滚子与保持架横梁的接触痕迹如图10所示,是具有一定宽度的直线状接触形貌。异常情况下,如某型圆柱滚子轴承在工作5 h后检查,即发现保持架同一兜孔中,一侧横梁呈两点接触痕迹,另一侧横梁呈一点接触痕迹(图11)。

图10 保持架兜孔正常接触痕迹示意图
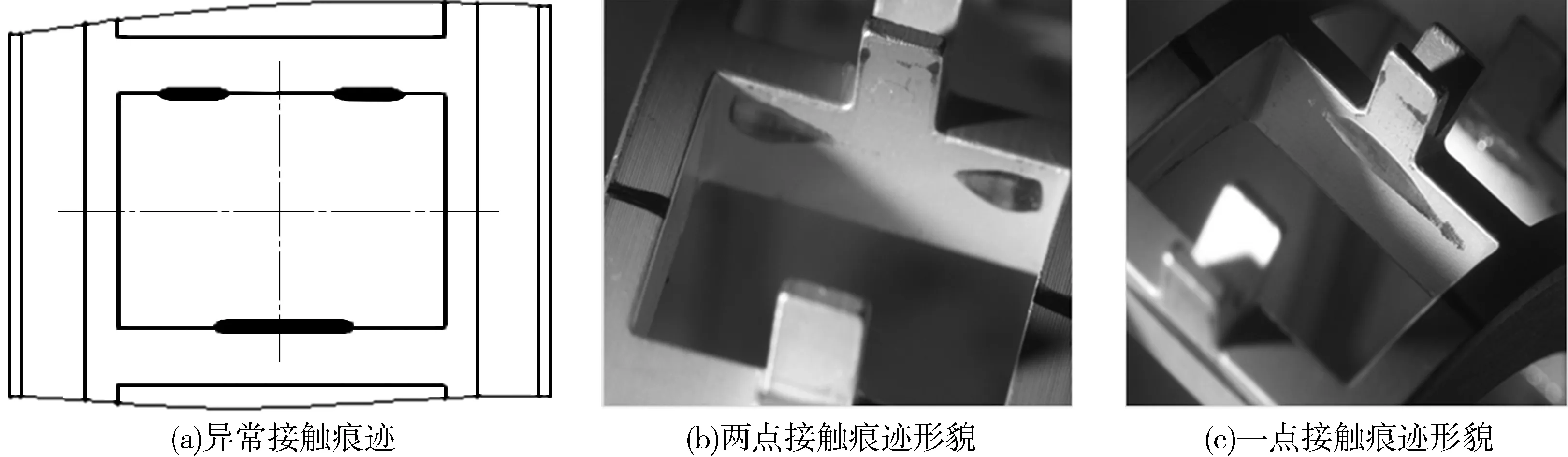
图11 保持架兜孔异常接触痕迹示意图
通过轮廓仪沿轴向检测两侧横梁,结果表明两侧横梁表面有明显的凸、凹区域,凸点分别与两侧横梁的两点和一点接触痕迹位置相对应。
经后期分析确认,该异常接触痕迹的形成,是因为劈爪时凸模进入锁爪过深,使锁爪根部变形从而带动横梁也随之发生变形,形成凸凹点,工作过程中滚子与横梁凸点接触,出现异常接触痕迹。
3 原因分析
通过对保持架锁爪加工过程的排查和分析,确认上述保持架锁爪裂纹、断裂或兜孔异常接触现象的产生与材料性能因素无关,而均与劈爪加工过程中预劈爪加工控制不当、凸模角度选用不合理及凸模行程无限位等因素有关。
3.1 预劈爪位置控制不当
通过铣刀形成预劈爪过程中,铣刀未与锁爪中心线重合,出现偏离,导致两侧锁爪厚度有明显的差异,使在后续装配劈爪中两侧锁爪变形不一致,较薄的一侧变形过大与滚子产生接触,在工作过程中滚子与锁点发生碰撞,产生裂纹或断裂。
3.2 凸模角度选用不合理
通常保持架预劈爪后,爪间夹角一般为45°~50°,而保持架装配劈爪的凸模夹角为120°,两者间的角度差为70°~75°,过大的角度差一方面使劈爪变形跨度过大、变形过快使脆性材质易出现裂纹,另一方面也容易导致劈爪与凸模尖角对中时凸模中心出现偏移,而使两侧劈爪变形不一致,出现不对称现象(图12)。

图12 锁爪冲压异常变形
3.3 劈爪时施力不均,凸模受力不一致
劈爪加工是操作者凭借经验通过手动锤对凸模施加力,使锁爪顶部向两侧张开产生一定的变形锁住滚子,工装如图13所示。锁爪的变形应不影响轴承的装配,对轴承的运转不产生干涉,但在劈爪过程中若操作者施力过大,凸模完全进入锁爪与锁爪根部接触,在冲击力的作用下,导致锁爪根部发生变形,从而带动兜孔横梁区域也随之发生变形,出现凸凹不平现象,使横梁产生异常接触痕迹。
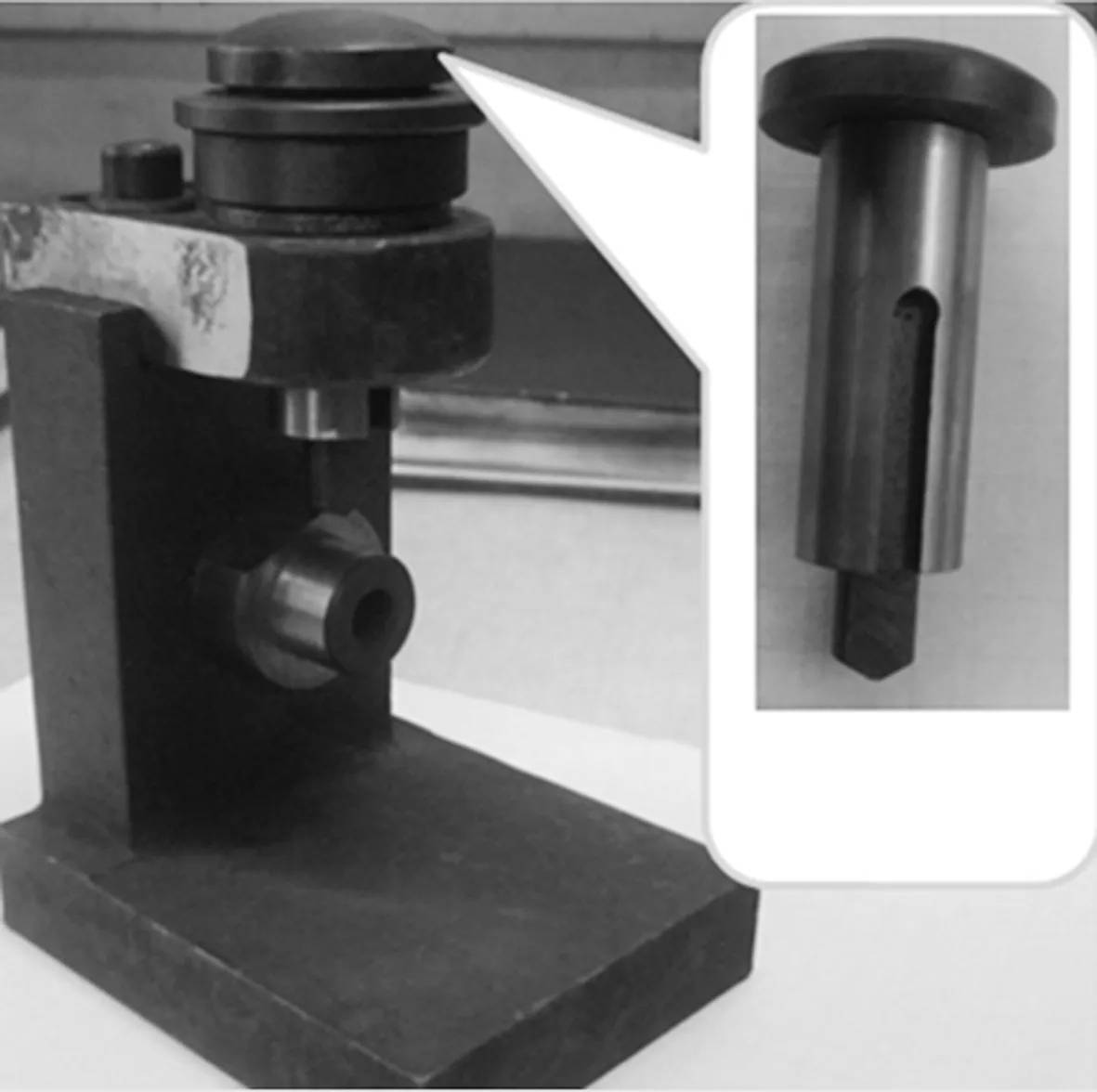
图13 保持架装配劈爪工装及凸模形貌
4 解决措施
1)在预劈爪时,对铣刀与锁爪中心的一致性进行控制,确保两侧锁爪位置的对称性和厚度的一致性。
2)减小凸模夹角,将凸模夹角由120°降低到90°,对锁爪较厚的保持架还可分别采用70°和90°夹角的凸模进行二次劈爪,以避免锁爪变形过大产生裂纹或对滚子运转产生干涉。
3)将手动敲击凸模进行劈爪的方式改为固定模具气动方式对凸模施加力,确保施力大小的一致性,以控制凸模的行程,避免施力过大使锁爪根部出现变形,同时也可保证锁点加工质量的一致性。
4)劈爪后对锁爪的夹角θ及厚度S1,S2进行检测,要求S1,S2两者的厚度差不大于0.1 mm,检测部位如图14所示;同时还要求通过荧光磁粉渗透的方式检查锁爪裂纹缺陷。

图14 锁爪的厚度及夹角
5 结束语
通过以上改进措施,因锁爪加工质量控制不当导致的锁爪断裂、裂纹或异常接触痕迹等问题得到有效解决,未再发生同类问题,有效保证了锁爪的加工质量。现已将上述措施应用于多个型号圆柱滚子轴承类似结构的保持架锁爪加工工艺控制过程中,效果显著,可为类似结构保持架锁爪的加工提供借鉴。
