关于汽车厂焊接生产线电力过负荷解决方案的需求与探讨
2016-07-26冯峥艾长盛
冯峥,艾长盛
(1.重庆长安铃木汽车有限公司,重庆 404100;2.沈阳中科机械电子工程有限公司,辽宁 沈阳 110000)
关于汽车厂焊接生产线电力过负荷解决方案的需求与探讨
冯峥1,艾长盛2
(1.重庆长安铃木汽车有限公司,重庆 404100;2.沈阳中科机械电子工程有限公司,辽宁 沈阳 110000)
对汽车厂焊接生产线电力过负荷的问题进行分析与探讨,综合了时间、成本、生产进度等多方面因素,介绍了一个有效解决汽车厂焊接生产线电力过负荷问题的方案。采集焊机数据进行统计分析,一旦同时焊接的焊机超出生产线的电力容量,就采用限容的方法使多台焊机的焊接时间错开,避免对生产线电力系统的冲击。综合考虑各个因素,该方案会较好的解决电力过负荷问题。
限容;电力过负荷;焊接
10.16638/j.cnki.1671-7988.2016.06.051
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2016)06-147-04
引言
焊接生产线的动力能源系统在设计和改造过程中经常会遇到各种意想不到的技术难题,在现今汽车企业竞争日益加剧的时代,如何采用最有效、最经济的办法解决所遇到的难题是我们经常探究的领域课题。以下就介绍此领域所遇到的一项实际技术难题并针对此技术难题而提出了全套解决方案,供同业人员共享。
重庆长安铃木汽车有限公司近期因生产线车型换代需要,在原有生产线场地引进了一套全新生产线。按年产5万台的设计生产纲领,原场地车型生产线需求电量为2000KVA左右,但新生产线引进后,新生产线工艺设备发生了变化,新生产线需求电量增长为 3446KVA,电力缺口达到1446KVA,从而使新生产线的生产能力无法达到年度生产 5万台设计纲领的要求,新生产线在投产一年当中多次因过负荷而造成焊接配电站跳闸,引起长时间停线,严重影响了企业的正常生产次序,急需进行有效而经济的解决方案并付诸实施。
经细致周全的调研,我们考虑了以下几种可行性方案如下表所示:

表 1
从上表的实际调研情况可以看出,方案三焊接新生产线采用群控限容装置的改造解决生产线电力过负荷问题是一项较实用的解决方案,此方案有以下方面的优点:从经济的角度看设备投资是最少的;从生产性的角度看因为是采用非生产时间段进行设备改造,因此对现场正常生产不会造成工期性停产;从供电安全管理角度看,此方案不存在交叉供电的状态,可确保供电安全管理。因此,我们经多方论证最终采用了在新生产线上追加焊接设备的群控限容装置做为解决新生产线电力过负荷问题的首选解决方案并付诸实施。
1、限容基本原理
限容系统需要一台主机,用来采集总线上每台焊机的规范序列参数,并将这些参数进行存储,为计算限容延时做准备。
主机对每台处于启动状态的焊机都调用它的规范序列参数,并形成一个实时列表(Real time table),这个列表类似一个实时动态模板,利用时间坐标,监视主焊接时间在坐标中的位置,并实时利用限容模板对照并控制允许的容量(台数、功耗或百分数),一旦发现超限,或者可能超限,即自动在预压时间后,压紧时间前加入一至数个周波,以错过主焊接的叠加超限时间。
主焊接时间叠加的超限是一个随机概率事件,根据用户的供电系统的配平设计,焊机的规范统计分析,工作现场的启动频度等多因素考虑,在瞬间主焊接时间叠加的概率不会很高,但是由于手动操作的不规律,供电网的限制,焊机数量多等因素,负载的瞬间叠加也是可能发生的,基于此,对限容系统的实时性要求是很高的,叠加负载的瞬间捕捉和预判是较难的,系统对焊机规范的数据库调用,实时预判和实时统计,焊机控制箱总线系统的通讯可靠性都提出严格的要求,系统硬件的可靠性、实时性、程序的执行时间、实用性、技巧都很重要。
每一台接入总线的焊机在启动焊接的压紧时间开始时,都要向总线主机发送焊接请求,总线主机需要计算出以下内容:
(1)计算出哪些焊机的焊接时间会叠加在一起;
(2)计算出叠加后的焊接功率是否超出该生产线焊机总电源的限制容量;
(3)计算出焊接时间叠加在一起有多长时间;
(4)计算出哪几台焊机需要延迟焊接、延迟几个周波。
以10台焊机在一个总线上为例(这10台焊机都接入电源的AB相),如果AB相的容量经过计算只能容纳其中3台焊机同时焊接,即这3台焊机的焊接时间可以叠加在一起。
经过总线主机的监控,发现接下来的焊接会有4台焊机同时焊接,如下图所示:
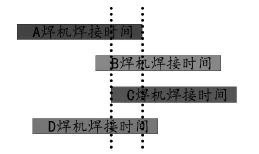
图 1 主焊接时间叠加示例
如图1所示,A、B、C、D这四台焊机的焊接时间在两虚线之内的部分将在同一时间段进行,假定两虚线间的时间为2个周波。这样就超出了电源的容量,那么将C焊机的焊接时间延迟2个周波,这样就避免了焊接功率超出电源容量而造成总电源空开跳闸,从而保护了生产线的电源。
另外需要说明的是,每台焊机焊接电流的大小是不一样的,也就是说功率是不一样的,严格来说,限容是根据焊接功率来计算的,而根据焊接的台数进行计算是一个估计的算法。根据台数来进行计算的好处是计算过程相对于按实际功率计算简单了一些,响应速度快了一些。以上只是举一个简单通俗的例子对限容的方法进行一个简单的阐述。
2、CAN总线
每台焊机的规范序列参数,需要被采集到一台主机上,并进行存储和计算。而采用一对一的通信方式将使物理连接过于繁杂,通信线缆过多,给施工带来麻烦,同时成本也较高且不方便维护。这种情况采用现场总线的方式传输数据则更加合适。
目前使用较多的现场总线系统有很多,例如工业以太网(Industrial Ethernet)、ModBus、ProfiBus、DeviceNet、CAN总线、RS485、RS422等,工业以太网固然性能优越,但是组网部件较多,其组网成本也较高。根据具体需要,CAN总线组网方便成本较低,通信速率完全满足要求,而CAN总线通信特点也适合限容控制。
CAN(Controller Area Network)总线即控制器局域网络。由于其高性能、高可靠性、以及独特的设计,CAN总线越来越受到人们的重视。国外已有许多大公司的产品采用了这一技术。CAN总线最初是由德国的BOSCH公司为汽车监测、控制系统而设计的,而现在已经发展为一种现场总线技术,广泛应用在工业局域网等场合。1993年CAN成为国际标准ISO11898(高速应用)和ISO11519(低速应用)。CAN的规范从CAN1.2规范(标准格式)发展为兼容CAN1.2规范的CAN2.0规范,目前应用的CAN器件大多符合CAN2.0规范。
CAN总线是一种串行数据通信协议,其通信接口中集成了CAN协议的物理层和数据链路层功能,可完成对通信数据的成帧处理,包括位填充、数据块编码、循环冗余检验、优先级判别等项工作。CAN总线有如下特点:
(1)可以多主方式工作,网络上任意一个节点均可以在任意时刻主动的向网络上的其他节点发送信息,而不分主从,通信方式灵活。
(2)网络上的节点(信息)可分成不同的优先级,可以满足不同的实时要求。
(3)采用非破坏性位仲裁总线结构机制,当两个节点同时向网络上传送信息时,优先级低的节点主动停止数据发送,而优先级高的节点可不受影响的继续传输数据。
(4)可以点对点、一点对多点以及全局广播几种传送方式接收数据。
(5)直接通信距离最远可达10km(速率5Kbps以下)。
(6)通信速率最高可达1mb/s(此时距离最长40m)。
(7)同一总线上,节点数实际可达110个。
(8)采用短帧结构,每一帧的有效字节数为8个。
(9)每帧信息都有CRC校验以及其他检错措施,数据出错率极低。
(10)通信介质可采用双绞线,同轴电缆和光纤,一般采用廉价的双绞线即可,无特殊要求。
(11)节点在错误严重的情况下,具有自动关闭总线的功能,切断它与总线的联系,以使总线上的其他操作不受影响。
3、CAN总线系统结构
重庆长安铃木汽车301焊接生产线共182台焊机需要实施限容,采用一台总线主机即可。总线主机可采用一体式工控机,如果需要放置在车间某个位置而不是办公室里面,则可以订做一个小型的机柜,将总线主机安装在机柜里,方便监控,对总线主机进行安装和保护,防尘防水。
通讯线采用线径1.0以上的优质屏蔽双绞线,根据现场情况实施布线,如果通讯线需要布设在经常有人踩踏的位置,则需要穿铁管对双绞线进行保护,如果布设的位置相对隐蔽,少有人踩踏和接触则可以穿蛇皮管或者不穿管,屏蔽双绞线的屏蔽层必须单点接地,以释放外界对通信线路的电磁干扰。使通信出错率降低。
当控制箱需要进行维修而搬离原位时,通讯线可以进行对接,以避免总线后端的控制箱掉网。
在通讯线过长或者现场电磁环境恶劣信号传输时干扰特别强烈的情况下,则需要加中继器,有条件的话,最好选用有源中继器,因为有源中继器不仅能够对原信号进行放大处理,而且不会影响信号传输的速度,而无源的中继器会对传输速度有一定的影响。需要根据具体情况安装中继器。CAN总线限容系统图如图2:
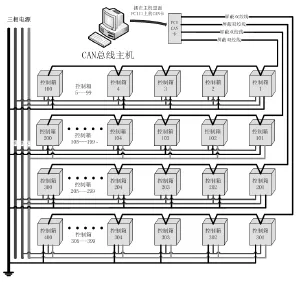
图2 CAN总线限容系统结构
一条CAN总线节点数实际最多可达110个,由于节点数过多会影响数据的传输速度,导致总线的响应速度降低,而限容控制对响应速度要求较高,所以我们设计为每一个CAN总线最多可挂载100个CAN总线节点,使系统响应速度在3ms以内,每个焊机控制箱为一个节点。更具生产线的布局特点,应该使每一条总线上的节点数量尽量相差不多,以发挥总线的最大能力。
CAN总线的节点应以手拉手的连接方式布线,实验证明“星形连接”、“树形连接”、“菊花链式连接”在节点数很少时可以使用,当节点数较多时,总线数据传输速度会大大降低,出错率升高。
生产线布局平面图如图3所示:

图3 焊接车间301线焊机群控平面布局图
由平面布局图可看出,301线共182台焊机需要实施限容,采用一台总线主机即可,可以做两条或者三条CAN总线,根据图2可看出以后如果需要新增焊机,也可以接入系统,容量绰绰有余。
4、系统实现
总线主机上需要运行一个组态软件,用来监控和处理限容相关事务,当某台焊机的规范序列参数被改动后,该焊机控制箱要主动上传改动后的数据,总线主机接收并存储,以为计算限容方案做准备,组态软件界面如图4所示,每台焊机都有对应的编号,用不同的颜色表示出焊机的各种状态:在线、离线、焊接、空闲、限容、相序、报警等。还可以通过总线主机上传和下传焊机的规范序列参数,在这里不做详述。
每一台在线的焊机都间隔一段时间向主机发送“联网心跳”,主机以此监控焊机的状态,当焊机需要进行焊接时,必须向总线主机发出焊接请求,总线主机根据当前总线上焊机的工作状况向焊机发出是否需要延时和延时时间长短的信息,焊机根据此信息来做出下一步动作。

图4 CAN总线组态界面
5、结论
CAN总线类似的产品我们已经使用过,在这里主要目的是实现限容控制,对供电系统进行保护,有了之前CAN总线的经验,这次的限容系统必将实现限容的要求。根据目前的模拟实验来看,效果良好,运行稳定。
[1] 赵凤斌等. 电阻焊 CAN总线控制系统 2000 沈阳新松机器人公司.
[2] 胡德安,张伟,陈益平.基于 CAN总线的车身点焊监控系统设计【TP】.南昌航空大学:航空制造工程学院,南昌330063.
Requirements and discussion of power over load solution for welding production line of automobile factory
Feng Zheng1, Ai Changsheng2
( 1.Chongqing changan suzuki automobile Co. Ltd, Chongqing 404100; 2.Shenyang CS Mechatronics engineering Co. Ltd, LiaoNing ShengYang 110000 )
This paper analyzes and discusses the problem of electric power over load in the welding production line of automobile factory, and introduces the time, cost, production schedule and other factors, and introduces an effective method to solve the problem of electric power over load. The welder collected data for statistical analysis, at the same time, once the welding welder beyond the power capacity of the production line, using the method of capacity make a plurality of the welding time staggered to avoid the impact of power system production line. Comprehensive consideration of various factors, The scheme can solve the problem of power over load.
Limit capacity; Power over load; Welding
冯峥,就职于重庆长安铃木汽车有限公司。
U466
A
1671-7988(2016)06-147-04
