浅谈电子元件手工焊接
2016-07-23董少平
董少平
(山西省电子工业科学研究所,山西 太原 030006)
浅谈电子元件手工焊接
董少平
(山西省电子工业科学研究所,山西 太原 030006)
摘要:根据焊接工艺要求选择不同的焊接方法和工具,手工焊接需要掌握焊接温度和焊接时间并对需要焊接的电子元件进行前处理,以确保焊接质量,避免虚焊,漏焊和连焊,好的焊接效果应该是焊点光亮,饱满。当维修线路板,更换元器件时要格外小心,切记勿要烧坏线路板,本文阐述了手工焊接的方法,提出了需要注意的事项。
关键词:电子元件;焊接;电烙铁;虚焊
熟练掌握电子元件的焊接技术是每一位电子技术人员必备的技能,每年实习的大学生在焊接过程中,大都存在虚焊,漏焊,电子元件被烧坏等现象,大学生虽然有丰富的理论知识,但社会需要的是不仅具备理论,还要有较强的动手能力,也就是理论与实际相结合,缺一不可。焊接技术是一门长期实践,经验积累的工作,好的焊接质量是保证线路板正常工作以及操作者人身安全的最基本保障,大量实践证明虚焊是焊接过程中出现的最多的问题,也是许多电路故障的罪魁祸首。焊接包括机器(波峰焊)焊接和人工焊接,机器焊接使用于流水插件的大批量的线路板焊接,手工焊接使用于量少,器件少的焊接和波峰焊后进行反面焊接的线路板的焊接,因此手工焊接就显得尤为重要。本文就手工焊接阐述一下焊接的质量及注意事项。
1电子元件焊接
1.1插件焊接
插件焊接中使用的电烙铁是焊接过程中的主要热源,按加热方式分为内热式和外热式,内热式烙铁比同功率的外热式烙铁获得温度高,一把25 W的内热式烙铁获得的温度相当于一把35 W的外热式电烙铁。还有恒温烙铁,恒温烙铁具备:快速升温,通电1分钟后即可溶锡焊接,自动恒温,温度恢复性好,高效节能,耗电量比普通电烙铁低50%,更换发热元件容易,方便,快捷。我们平常用的主要是内热式电烙铁。一般电烙铁的功率有20 W,30 W,40 W,60 W,100 W等,焊接时根据焊接对象的不同选择不同功率的烙铁是保证焊接质量的首要因素。由于一般集成块允许的温升不能太高,如果使用普通的烙铁30 W以上,集成块很容易被引脚传来的热量损坏,有很多集成块内含有CMOS电路,它们对于静电很敏感,很少的静电就可能损坏内含CMOS电路的集成块,最好用恒温烙铁,必要时还要求佩戴腕带,防止静电。30 W,40 W的烙铁适合用来焊接电阻,电容,二极管,普通三极管等器件。如果使用功率较低,焊点融化不充分,焊点粗糙,容易形成虚焊。50 W,60 W,100 W的大功率电烙铁常用来焊接散热较快的大的元件,例如,散热片的焊接固定,连接器的焊接,变压器或继电器等。接地导线与机壳的焊接,导线之间的焊接,大功率的三极管的焊接,这些器件金属部分相对较多,面积较大,容易散热,如果使用的烙铁功率达不到要求,则烙铁传递的温度达不到融化温度,很容易形成虚焊。
1.2贴片焊接
贴片焊接中使用的主要是恒温烙铁和热风枪。恒温烙铁可调节温度,平时焊接器件温度应根据线路板的印制层数随时调整温度,因为层数多导热快,如果温度低则不能很好加热,焊盘焊锡不能迅速融化,造成虚焊,同时,长时间的加热很容易烧毁器件。焊接比较小的阻容器件温度可以低点,焊集成块则需要温度高一些。热风枪焊接和换取集成块时温度要达到380 ℃左右,这样就既能保证快速焊牢或取下集成块又不会损坏附近的元器件。
2焊接前处理
2.1烙铁处理
烙铁由烙铁头,烙铁芯组成。其中烙铁头形状分为尖头和方头两种,尖头烙铁用于焊接引脚比较密集的集成块和有些只能进行点焊的地方,方头烙铁传输热量多,适用于焊接焊点面积大的地方。新买来的烙铁需要经过镀锡处理才能使用,否则使用不了多久,烙铁因氧化不能吃锡。处理方法:先通电,当烙铁稍微热时,把焊锡均匀的镀上去,焊锡融化后将烙铁头全部覆盖,即完成了新烙铁头的镀锡,随后就可以焊接元器件了。电烙铁经过长时间的使用后,高温烙铁头容易被空气中的氧气氧化形成一层不容易吃锡的氧化物,这时需要去除氧化层,用细砂先打磨去除氧化层,长度约为3 mm~4 mm,然后将烙铁头通电加锡,方法与新烙铁头一样。
2.2元件处理
有的电子元件由于储存时间长,元件引脚上形成一层氧化膜,直接焊接不容易焊牢,时间长还容易烧坏线路板,借助松香和助焊剂也不能很好的焊接,因此焊接前必须用砂纸或小刀,钳子等轻轻地刮掉器件上的氧化膜,镀锡后再焊接就好了。有时印刷板的焊盘也有严重的氧化现象,也必须先打
磨再镀锡,这样才能保证焊接牢固,防止虚焊。
3焊接方法
3.1插件焊接
焊接时,锡量一定要控制好,不能太多也不能太少,标准的形状是底面刚好填满焊盘,侧面与底面形成45度角的锥体。焊接可简单归结为五步(见图1)。
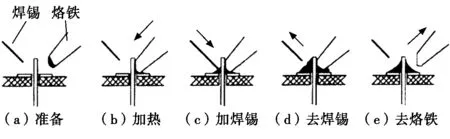
图1 五步法
焊接时间不能太长和太短,过长容易烧毁元件或线路板,使焊盘脱落,太短元件的引脚没有得到充分预热,焊锡不能充分融化,形成外表焊点大,胖,实则里面没有焊住,即虚焊现象。一般最恰当的时间应控制在2 s~3 s内为宜。当焊接快要完成时先拿走焊锡,等待烙铁再呆一会使锡彻底融化,并不要马上放开器件,待器件冷却焊牢。助焊剂和松香是焊接过程中必不可少的佐料。焊锡最好使用含有松香的低熔点锡丝。最好的焊点应该是光亮,饱满,没有毛刺并且牢固。焊接时如果烙铁头挂有很多锡,需要先将烙铁在潮湿的烙铁海绵上抹去,不能在工作台上或其他地方磕烙铁头,焊完应将烙铁放回烙铁架,并及时拔去插头,以免烫伤或引燃其他物体。
3.2贴片焊接
贴片焊接时要用到镊子和烙铁,焊接时需要左手拿镊子,右手拿烙铁,焊接前应先在PCB板上电子元件需要焊接
的一边引脚上镀上锡,将烙铁放在镀锡上,左手拿镊子夹起器件,待锡融化后,左手轻轻的把器件放上,要放正,不能偏。因为贴片焊盘本身就小,如果偏斜容易造成另一边引脚焊不上锡或锡量少。不允许元件和PCB板之间有空隙,一定要保证元器件和板之间紧贴,这样才能确保元器件接触良好,焊好后撤离烙铁,然后将另一端引脚再焊上(一定要记住这一步,平时工作中经常出现忘记焊另一端)。对于集成块的手工贴片也一样,先将焊盘一角镀锡,将集成块按正确方向放上后再将对角点焊固定好,刷上助焊剂然后用恒温烙铁将集成块的其他引脚焊牢,注意不要连焊。
3.3注意事项
维修时需要取下元件进行更换时要注意不要损坏焊盘。最常用的是使用吸锡器,当器件上焊锡比较少时需要先加锡再用吸锡器,需要烙铁和吸锡器同时放在需要取下的器件焊点上。待锡融化后用吸锡器将锡吸出,露出元件引脚孔,再焊上好的元件。热风枪换取元件更为简单,快捷,但一定要注意控制好温度和时间,以免温度过高时间过长烧坏元器件和线路板。
4结束语
焊接技术是一项长期的辛苦的工作,需要焊接人员具备吃苦,细心的品质和过硬的本领,同时还要有安全意识,焊接过程中使用电路铁一定要注意安全,防止烫伤,触电,总之在保障个人安全的前提下生产出合格的高品质产品是我们焊接人员的最大希望,而这些需要在工作中 不断的摸索经验,提高自身的焊接技能。
参考文献
[1]蔡康松,段杏林.提高电子元件焊接质量的研究[J].黄山学院学报,2006(3):29-30.
收稿日期:2015-12-11
作者简介:董少平(1973- ),女,山西长治人,助理工程师,主要从事焊接工作。
文章编号:1674- 4578(2016)02- 0020- 01
中图分类号:TN605;TG44
文献标识码:A
Exploration on Manual Welding of Electronic Components
Dong Shaoping
(ShanxiInstituteofElectronicsIndustry,TaiyuanShanxi030006,China)
Abstract:According to the requirements of different welding methods and welding tools, manual welding needs to master the welding temperature and time, and the electronic components need to be welded before treatment so as to ensure the welding quality, avoid faulty weld, skip weld and even welding. The good welding effect should be full of bright spot. When maintaining the circuit board, it should be careful with the replacement of components that not burn the circuit board.
Key words:electronic components; electric iron; welding, weld