单件小批量PCB塑料盒参数化设计及快速原型制造*
2016-07-22汪兴兴倪红军朱昱吕帅帅杲先锋
汪兴兴,倪红军,朱昱,吕帅帅,杲先锋
(1.南通大学机械工程学院,江苏南通 226019; 2.南通鸿鹄信息技术有限公司,江苏南通 226019)
单件小批量PCB塑料盒参数化设计及快速原型制造*
汪兴兴1,倪红军1,朱昱1,吕帅帅1,杲先锋2
(1.南通大学机械工程学院,江苏南通 226019; 2.南通鸿鹄信息技术有限公司,江苏南通 226019)
摘要:以车载终端项目开发过程中遇到的单件小批量印刷电路板(PCB)塑料安装盒为研究对象。根据单件小批量PCB关键尺寸及功能端口要求,采用三坐标测量等方法获取该PCB点云数据。借助Imageware软件等,提取该PCB关键尺寸参数,确定该PCB安装盒设计参数。基于Solid Works软件完成该PCB塑料安装盒参数化设计,形成三维造型,并完成虚拟装配及干涉检查。利用3D打印技术,完成PCB塑料安装盒产品工程样机快速原型制造。对项目开发过程中单件小批量塑料安装盒的快速和经济制造具有一定的工程应用价值。
关键词:参数化设计;快速原型;3D打印;单件小批量;塑料安装盒;印刷电路板
联系人:倪红军,博士,教授,主要研究方向为新能源、新材料及数字化设计制造技术
参数化设计技术是计算机辅助设计领域的一个重要研究内容[1],采用这种设计方法,可以快速有效地进行产品开发。参数化设计是指通过改动图形某一部分或某几部分的尺寸,自动完成对图形中相关部分的改动,从而实现尺寸对图形的驱动,其中进行驱动所需的几何信息和拓扑信息由计算机自动提取。常用的参数化设计CAD软件中,主流的应用软件有Pro/Engineer,UG NX,CATIA和Solid Works四大软件,四大软件各有特点,并在不同的领域分别占据一定的市场份额。快速原型制造(RPM)是将原型(或零件、部件)的几何形状、所选材料及构造等有关的组合信息建立数字化描述模型,并将这些信息输入计算机控制的机电控制制造系统进行材料的“添加”,从而完成产品的加工过程,在塑料件成型领域应用越来越广泛[2–5]。对于单件小批量塑料件,过去常采用传统开模方法加工,存在制造周期长和加工成本高的问题[6–7]。
针对车载终端项目开发过程中遇到的单件小批量PCB实例,借助现代测量技术与快速原型制造技术,完成单件小批量印刷电路板(PCB)塑料安装盒参数化设计,并实现快速和经济制造。
1 需求分析与参数测量
1.1需求分析
在项目开发过程,常遇到需要设计和加工专用的安装盒,往往是优先寻找标准防水盒或标准机箱通过二次加工获得;但有些项目开发时,需设计出专用和尽量小型化的安装盒,即针对车载终端项目开发过程遇到的单件小批量PCB塑料安装盒实例开展研究工作。具体工程PCB实例如图1所示,该PCB塑料安装盒主要需求包括:1)总长、总宽和总高的要求尺寸尽量小;2) PCB四角安装孔位尺寸及支撑的要求;3) PCB上表面前端接线端口及复位按钮的位置及尺寸要求;4) PCB上表面前部3个状态指示灯的位置及尺寸要求;5) PCB上表面左端天线接口的位置和尺寸要求;6) PCB上表面右端VGA接口的位置和尺寸要求;7) PCB底面前端SIM卡插卡口的位置和尺寸要求。

图1 工程实例PCB实例照片
1.2参数测量
为获取工程PCB塑料安装盒参数化设计所需尺寸,可以借助现代测量方法(如三坐标测量、二维影像测量等)和传统测量方法(游标卡尺等)测量PCB实例的关键尺寸。笔者采用三坐标测量机和游标卡尺等测量工具。
本次测量使用的设备是西安爱德华测量设备有限公司MQ8106型三坐标测量机。该设备主要特点为:采用全封闭框架移动桥式结构,大理石工作台和气悬浮导轨。测头系统采用RENISHAW PH10T可自动双旋分度测头座、RENISHAW测针组及HEADER F–Scan柔性激光扫描测头,不仅可以进行接触式测量,也可以进行非接触激光扫描,具有基于三维模型的有模特征测量功能。
测量工作过程如下:首先需要将零件放在工作台面上,固定零件;其次,开三坐标测量机,选择手动测量模式;第三,通过手动控制器来实现外形、关键孔位、关键部位等关键尺寸的测量;最后,测量完成后,保存所测量的点云数据为“.stl”格式文件,能够在后续点云数据处理时直接调用。
此外,由于单件小批量PCB上面的零件太小并且复杂,三坐标测量机球形接触测头具有一定的直径尺寸,无法通过三坐标测量机接触式测量方式测量一些PCB尺寸,如PCB四角安装孔的大小等,就必须借助传统的游标卡尺等工具进行测量。
2 点云处理及三维重构
2.1点云处理
Imageware是最著 名的逆向工程软件,Imageware因其强大的点云处理能力、曲面编辑能力和A级曲面的构建能力而被广泛应用于汽车、航空、航天、消费家电、模具、计算机零部件等设计与制造领域[8]。工程PCB的点云处理流程如下所述:
第一步,调入数据。首先根据三视图,将点云数据正确的摆放,使工程实例PCB点云数据在Imageware软件视图中显示规则,同时便于修正位置,并且可以更好地处理点云数据。
第二步,处理数据。基于Imageware软件,利用采集到的工程实例PCB点云数据(如图2a所示)进行处理,将已知的线生成平面,并且将相应的线和面做出标记,如图2b所示,以便后续测量和表征各部件的尺寸和位置关系[8]。

图2 工程实例PCB点云数据图
第三步,提取参数。将工程实例PCB相关面的尺寸、线的长度、以及线和面的位置关系等关键参数提取出来,以便在Solid Works软件生成相应的实体三维造型。此外,结合游标卡尺等测量工具,把PCB原始参数数据整理出来,得到设计PCB塑料安装盒最直接的参数,便于后续设计工作的开展。工程实例PCB部分数据如表1所示。

表1 工程实例PCB部分数据
2.2三维重构
将在Imageware软件中所构建的工程实例PCB线面图元保存为“.iges”格式文件后,调入SolidWorks三维造型软件,进行一系列的操作,比如拉伸凸台基体,拉伸切除等命令,结合已经在Imageware中构建的线面,基于Solid Works软件重构出该PCB的实体模型。工程实例PCB简化三维重构造型如图3所示。

图3 工程实例PCB简化三维重构造型
3 安装盒的参数化设计
3.1安装盒的具体功能及要求
结合本文第1部分的分析,可知该安装盒是用于工程实例PCB的安装和保护,需包括底座和上盖两部分,底座起到支撑PCB和作为安装盒的基座功能,要求底座四角应设有可支撑起PCB的支撑脚,以及与PCB安装孔相对应的安装孔;上盖主要起到罩住和保护整个PCB的功能,要求在PCB各对应面设有各种功能端口的安装孔;此外,为简化安装,将安装盒的底座、上盖和PCB四角安装孔位统一为一组尺寸。
3.2安装盒的材料选择
由于该安装盒属于单件小批量的产品,从缩短制造周期和节约成本角度考虑,拟选择适用于3D打印的丙烯腈–丁二烯–苯乙烯塑料(ABS),属于一种典型的工程塑料,能满足PCB安装盒的强度要求,且易于加工、制品尺寸稳定、表面光泽性好、质量轻、成本低[9]。
3.3安装盒的三维造型及虚拟装配
根据上述确定的安装盒总体两件布局的设计方案,底座拟采用与工程实例PCB等长和等宽的尺寸,即为125 mm×89 mm,以便于PCB一起套装在上盖内部。此外,并在底座在四角设置支撑座及与PCB一致的安装孔,结合前文所述的参数化设计基础尺寸,完成PCB塑料安装盒的底座造型设计。
根据本文第1部分所述PCB安装盒的其它需求,开展PCB塑料安装盒的上盖设计工作。首先确定了上盖的内部长度和宽度方向尺寸略大于PCB的长度和宽度尺寸(主要是预留安装缝隙,方便安装),内部长度和宽度取值为125.5 mm×89.5 mm,壁厚取值2 mm,完成PCB塑料安装盒的顶面初步造型工作;其次确定PCB安装盒的总高尺寸,确保可以套装PCB和底座,又不碰到PCB的上表面元器件,总高取值为30 mm,完成PCB塑料安装盒的侧面初步造型工作;第三,结合PCB各端口关键尺寸,在相应侧面上完成各端口安装孔的切除造型工作,具体包括PCB上表面前端接线端口及复位按钮安装孔、左端天线接口安装孔、右端VGA接口安装孔和底面前端SIM卡安装孔;第四,根据PCB状态指示灯的大小及位置尺寸,通过切除、拉伸等命令完成该区域的局部造型工作;第五,为便于该车载终端部件固定安装,创建安装盒左右两侧的四个安装耳;最后,根据PCB四角安装孔的位置尺寸,完成安装盒上盖内部的四个安装柱的创建工作,至此,完成上盖造型设计。
基于Solid Works软件完成了PCB安装盒和PCB三维重构模型的虚拟装配工作,图4给出了工程实例PCB与安装盒总装的爆炸图,自上而下依次是安装盒的上盖、PCB三维重构模型、安装盒底座。配合的条件是通过将上盖的安装柱、PCB三维重构模型四角的安装孔、安装盒底座四角的安装孔匹配轴对齐,以及两组面对齐(上盖的安装柱与PCB模型接触面、PCB模型与安装盒底接触面),实现虚拟装配,并利用Solid Works软件自带的干涉检查功能,检查发现无尺寸干涉现象,达到设计要求。
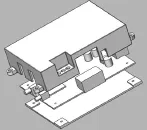
图4 工程实例PCB及其安装盒总装爆炸图
4 快速原型制造
对于单件小批量塑料件,过去常采用传统开模方法加工,存在制造周期长和加工成本高的问题,而通过快速原型制造技术,可以实现单件小批量塑料件的快速和经济制造。采用北京太尔时代科技有限公司的UP Plus 2型快速原型机(3D打印机)完成了该工程实例PCB塑料安装盒快速原型制造。该打印机简易、便携,其工作原理是:将ABS材料高温熔化挤出,并在成型后迅速凝固,因而打印出的模型结实耐用[10]。将该工程实例PCB塑料安装盒底座和上盖实体模型的“.stl”文件分别导入3D打印机,打印实体。由于3D打印机需要一层一层地逐层打印,所以整个打印过程需要数小时之久,但相对传统塑件的开模加工耗费的时间已经非常短。打印完成后,需要去除掉支撑材料并对得到的零件进行适当的修剪、打磨,才能最终完成零件的快速原型制造。
最终将快速原型制造的PCB塑料安装盒与工程实例PCB进行匹配安装,安装效果良好,满足设计功能需求,总装照片如图5所示。该方法对项目开发过程中单件小批量工程PCB安装盒的快速和经济制造具有一定的工程应用价值。
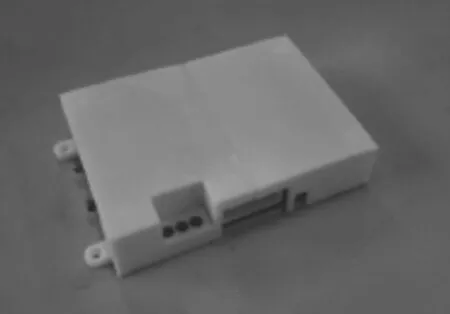
图5 工程实例PCB及其安装盒总装照片
5 结论
(1)针对项目开发过程中遇到的单件小批量工程实例PCB,采用三坐标测量等方法获取PCB点云数据;借助Imageware软件对PCB点云数据进行处理重构,提取PCB基本尺寸参数,确定了单件小批量PCB塑料安装盒设计参数需求。
(2)基于Solid Works软件完成了单件小批量PCB安装盒的参数化设计,形成单件小批量PCB安装盒三维造型,并完成了虚拟装配及干涉检查工作。
(3)利用3D打印技术,通过北京太尔公司UP Plus 2型快速原型机完成单件小批量PCB塑料安装盒快速原型制造,加工出单件小批量PCB塑料安装盒产品样机。
(4)笔者的研究思路和方法对项目开发过程中单件小批量PCB塑料安装盒的快速和经济制造具有一定的工程应用价值。
参 考 文 献
[1] 戴春来.参数化设计理论的研究[D].南京:南京航空航天大学,2002:1–10.
Dia Chunlai. Research of parametric design theory[D]. Nanjing: Nanjing University of Aeronautics & Astronautics,2002:1–10.
[2] 刘斌,谭景焕,吴成龙,等.基于3D打印的随形冷却水道注塑模具设计[J].工程塑料应用,2015,43(10):71–74.
Liu Bin,Tan Jinghuan,Wu Chenglong,et al. Design of injection mould with conformal cooling channel based on 3D printing[J]. Engineering Plastics Application,2015,43(10):71–74.
[3] Weller C,Kleer R,Piller FT. Economic implications of 3D printing:market structure models in light of additive manufacturing revisited [J]. International Journal of Production Economics,2015,164:43–56.
[4] 董忠祥,莫健华,史玉升,等.基于快速制造新型注塑模具设计的探讨[J].工程塑料应用,2003,31(4):40–43.
Dong Zhongxiang,Mo Jianhua,Shi Yusheng,et al. Discussion of a new type injection mould design based on RPM [J]. Engineering Plastics Application,2003,31(4):40–43.
[5] Ezair B,Massarwi F,Elber G. Orientation analysis of 3D objects toward minimal support volume in 3D-printing[J]. Computers & Graphics,2015,51:117–124.
[6] 张少朋,安淑女.单件小批量生产类型下机械加工工艺体系的构建与应用[J].制造业自动化,2012,34(3):67–69.
Zhang Shaopeng,An Shunv. Under single unit small batch production type machine-finishing craft system construction and application[J]. Manufacturing Automation,2012,34(3):67–69.
[7] 刘国强.单件小批量制造类企业如何打造战略伙伴关系[J].广西轻工业,2010(6):123–124.
Liu Guoqiang. How to build a strategic partnership for the manufacturing enterprises under single unit small batch [J]. Guangxi Journal Light Industry,2010(6):123–124.
[8] 单岩,谢斌飞.Imageware逆向造型技术基础[M].北京:清华大学出版社,2006.
Shan Yan,Xie Binfei. Reverse modeling technology foundation of Imageware [M]. Beijing:Tsinghua University Press,2006.
[9] 厉丹彤,冯小保,张政,等.基于快速原型的塑料蚊香盒盖造型设计及模具CAD/CAE [J].塑料工业,2013,41(11):45–48.
Li Dantong,Feng Xiaobao,Zhang Zheng,et al. Products design based on RP technology and mold CAD/CAE of electric mosquito lid [J]. China Plastics Industry,2013,41(11):45–48.
[10] 邓佳文,张政,厉丹彤,等.基于逆向工程与快速原型的三维模型重构[J].塑料工业,2015,43(5):35–38.
Deng Jiawen,Zhang Zheng,Li Dantong,et al. Three-dimensional geometrical modeling reconstruction based on reverse engineering and rapid prototyping technology[J]. China Plastics Industry,2015,43(5):35–38.
Parametric Design and Rapid Prototyping of Plastic Box for Small Batch PCB
Wang Xingxing1, Ni Hongjun1, Zhu Yu1, Lyu Shuaishuai1, Gao Xianfeng2
(1. School of Mechanical Engineering, Nantong University, Nantong 226019, China;2. Nantong Honghu Information Technology co., Ltd, Nantong 226019, China)
Abstract:Plastic box for single unit and small batch printed circuit board (PCB) was taken as research object,which is encountered in the process of vehicle terminal project developing. According to the key size and functional port requirements of the PCB,point cloud data were acquired by three coordinate measuring and other methods. Imageware software was used to reconstruct the PCB model,basic size parameters of the PCB could be got and then design parameters of plastic box for the PCB could be determined. Design of the plastic box for the PCB was completed based on Solid Works software,then 3D modeling of plastic box for the PCB was gained,virtual assembly and interference checking were also finished. Up Plus 2 rapid prototype machine was used to manufacture plastic box for the PCB rapidly based on 3D printing technology,then prototype of plastic box for the PCB was obtained. It is of certain engineering significant for single unit and small batch manufacturing of plastic box.
Keywords:parametric design;rapid prototyping;3D printing;single unit and small batch;plastic box;printed circuit board
中图分类号:TQ325.4
文献标识码:A
文章编号:1001-3539(2016)04-0061-04
doi:10.3969/j.issn.1001-3539.2016.04.014
收稿日期:2016-02-03
*国家科技支撑计划项目(2011BAG02B10),江苏高校优势学科建设工程资助项目[苏政办发(2014)37号],南通市前沿与关键技术创新项目(MS22015028)
