高速动车组高级修工艺研究
2016-07-21赵华中铁工程设计院有限公司北京100070
赵华(中铁工程设计院有限公司,北京,100070)
高速动车组高级修工艺研究
赵华
(中铁工程设计院有限公司,北京,100070)
摘 要:本文分析了国外典型的动车组检修工艺,介绍了高速动车组关键装备检修流程、检修方法、检修范围及关键技术,研究了适合我国动车组检修的高级工艺,这对企业检修工艺设计具有指导意义。
关键词:动车组;检修方法
引言
到2015年底,我国高速铁路运营里程达到1.9万公里,位居世界第一。每天有1400多列动车组高速奔驰在铁道线上,以快捷、安全、舒适的良好运行品质,为广大旅客出行提供了便利[1]。
高速动车组作为高速铁路重要的客运装备,具有“没有翅膀的飞机”之称,它的检修、维护、保养是高速铁路系统后勤保障的重要组成部分,是高速动车组安全的保障体系。高速线路基础设施、高速动车组、检修基地是高速铁路系统的三大硬件要素[2]。
按照《铁路动车组运用维修规程(暂行)》要求:高速动车组依据其运行里程或时间,进行一级、二级、三级、四级、五级等五个级别的检修维护保养,其中一、二级检修为运用修,三、四、五级检修为高级修。
积极研究适合我国动车组高级检修工艺,动车组的检修维护保养工程保质保量,这对主机厂检修工艺设计具有指导意义,对我国高速动车组快速、安全、舒适、高效的运行,具有相当重要的意义。
1 检修现状及发展趋势
高速动车组是当今世界高新技术的集成,采用了机械、材料、电子、计算机、网络通信、智能控制、工程仿真等领域的最新技术。
1.1 国外技术现状
国外高速铁路以日本新干线铁路、法国和德国高速铁路,以及西班牙、意大利、英国等高速铁路为代表。早期的动车段检修主库以同步架车机为特征,流程以排污线单设为特征,后期的动车段分别采用了慕尼黑动车段的架空轨道库线形式。
有关国家非常重视高速动车组检修基地的基础设施建设,以及检修体系建设。日本新泻车辆基地、法国巴黎动车段、德国汉堡动车段装备很先进,且采用单元快速更换式的专业化集中修。其中又以德国汉堡(以及慕尼黑、柏林)动车段最为先进、合理、高效,受到其他国家重视并予以借鉴。
(1)德国、日本高速动车组的维修
德国和日本将高速动车组的可用性、可靠性和可维修性定义为三大特征,是设计中需要的先天性特征。同时非常关注高速动车组的寿命周期,这是从市场调研、开发研究、设计制造、安装调试、运用维修、改造更新、直至报废的整个周期,并将动车组的检修维护贯穿了整个寿命周期。
德国1989年正式制造高速列车,1991年投入运用。德国高速列车维修保养计划制定了严格的规章制度,维修时间、复检核查非常严谨,如图1、图2所示。
日本高速动车组的维修维护计划及检修工艺流程如图3、图4所示。

图1 检修及复检进度

图2 德国汉堡动车段的检修工艺流程

图3 日本新干线列车维修保养计划

图4 日本新泻车辆基地的检修工艺流程
(2)采用的检修工艺、新技术
在检修工艺中,分级别地进行检修或维护,有高速列车全密封、不摘钩整列进段维修;有基于状态监控、零部件寿命管理的单元快速换件修;还有在检修基地主库内对列车开展全方位多断面立体化维修作业。
各国不断研发检修新技术,主要包括:车载微机诊断系统、远程无线通讯、三个维修工作面(同时在列车上部、下部、内部和顶部开展维修作业)、轨道桥的架空轨道、气垫走行装置的轮对和转向架更换设备、感应导向式升降工作车、排气-生物过滤器和处理中心的真空排污处理系统;还包括自动化外部清洗装置、自动检测轮对踏面裂纹、磨损和不圆度的踏面诊断设备、微机信息系统等,这些新装备提高了动车组检修的自动化。
1.2 国内检修技术与装备现状
国内在检修工程体系建设方面与国外有较大差距。在98年以前,我国铁路行业对动车组检修的认识几乎是空白,以至于仅有几个品种的动车组的配属、运用、检修等方面出现一些无所适从的尴尬局面,严重影响了动车组高效率运输模式的发展。现有维修体制上,机车的运用检修的分离方式使国内动车组的检修在检修制度、检修组织、检修设备等方面没有创新突破。
目前铁道部已经确定在北京、上海、武汉、广州建立现代化动车组检修基地(动车段),充分辐射周边,解决全路配属动车组的检修任务。根据修程,铁道部确定了动车组检修基地主要负责一、二、三级检修;各相关主机厂负责四、五级修。
我国高速动车组成本高、技术档次高。为提高运用效率,不能沿用既有机车车辆的检修模式。高速电动车组无论是动力集中还是动力分散,检修方式不同于传统机车的检修模式。通过对国外高速动车组检修工艺的研究学习,我国现动车组检修也均采用整列运用、整列维修的全新运行、检修模式,即采用高速列车全密封、不摘钩整列检修,基于状态监控、零部件寿命管理的单元快速的换件修。
2 高速动车组高级修工艺
2.1 动车组的结构与特点
动车组按动力形式分为内燃动车组、电动车组。高速动车组基本采用电动车组,并采用交流传动;中速动车组、市郊列车基本采用内燃牵引或液力传动。其中牵引动力配置分两大类,即动力集中式、动力分散式。
高速电动车组无论是动力集中还是动力分散,运用和检修方式均采用整列运用、整列维修的全新运行、检修模式,即采用高速列车全密封、不摘钩整列检修,基于状态监控、零部件寿命管理的单元快速的换件修。
2.2 检修修程
目前我国客运专线动车组车型有CRH1、CRH2、CRH3、CRH5四种,检修模式不尽相同,但基本上都以走行公里或运用时间来划分,分为一至五级修[3,4]。
动车组检修修程和检修周期表如表1所示。

表1 动车组检修修程和检修周期表
2.3 检修方式
检修方式是指对设备维修时机的控制,也就是说对维修时机的掌握是通过采用不同的维修方式来实现的。目前的维修方式有三种:一是定期修(又称计划维修);二是状态修(又称视情维修);三是故障修(又称事后维修)。
定期维修是以使用时间作为维修期限,只要设备到了预先规定的时间,不管其技术状态如何,都要进行规定的维修工作,这是一种强制性的预防修理。定期维修的关键是如何确定维修周期。正确的维修时机应该是偶然故障阶段的结束点,即在故障率进入耗损故障期急剧上升之前。
状态修主要指利用监测和诊断设备,确定动车组的各设备状态,对性能下降的部件或偶发生的故障进行维修的方式。
故障修是在设备发生故障之后才进行修理,它不控制维修时间。实践证明,有些设备即便发生故障也不会危机安全造成恶果,它们或是故障规律不清,属于偶然发生,或是虽属耗损型故障,但不值得大动干戈,事后维修更经济。
2.4 检修级别
以高级修为主阐述维修工程,检修级别如表2所示。
三级检修主要是对转向架检修,同时在车辆之间、车体与转向架之间的连接部位进行功能试验。转向架检修主要包括动车组的轮对轴箱组成、牵引电机组成、空气弹簧组成、轴箱弹簧组成、减振器、速度传感器、制动夹钳等关键部件。
四、五级检修则以换件检修为主,主要零部件采用专业化、集中修的检修工艺。四五级检修,采用解体检修方式,主要检修内容分五大部分,一是解体及上车分解检查;二是转向架检修;三是涂装;四是检修以及组装;五是调试。

表2 检修范围表
解体、组装等工序均采用轨道流水式作业与固定台位式作业等两种作业方式,各工序间通过工艺转向架进行运转。
2.5 工艺流程
检修总工艺流程如图5所示。

图5 检修总工艺流程
(1)分解、组装工艺流程
清洗外皮→吸污及集便系统清洗→预分解、地沟拆除车端连接、定位解编→车底除灰→架车、拆除转向架与车体连接→车下设备拆卸及检修→车顶设备拆卸及检修→车体部件拆卸及检修→车内设备拆卸及检修→车体未拆卸部件现车检修→车体外皮处理涂装→架车定位→车下、车顶、车端、车内机械和电器设备安装→称重外形检测、落车→单车调试→列车调试→动调试运。
(2)转向架检修工艺流程
转向架清洗→零部件防护→抛丸处理→转向架分解(高度阀/空气弹簧/差压阀/清障器/天线及座/轴箱装置/牵引电机/牵引杆/抗测滚扭杆/摇枕悬挂系统/油压减振器/基础制动/一系悬挂/构架)→手工清洗→确检→检修→轮对确检→轮对分解→车轴、齿轮箱→车轮、制动盘→检修→轮对组装→轮对防腐→轮对试验(探伤、动平衡、跑合)→转向架组装→各种配件地面试验→转向架落成→转向架试验→检验交出。
(3)动车组调试工艺流程
单车调试:电气功能试验→制动试验→机械功能试验→气密性试验→轴重试验。
列车编组:列车DC110V供电试验→列车AC25KV供电试验→淋雨试验。
列车动调:列车牵引系统动态调试→列车制动系统动态调试→列车ETCS动态调试→列车紧急模式动态调试。
3 检修的关键技术和设备
高速动车组检修一般采用车体定位修方式,即围绕整列车进行轨下、车内、车顶作业,并尽量实现维修工作的机械化、自动化和电子信息化[5]。
3.1 动车组架车
(1)整列更换
高速动车组为了保证运行平稳安全舒适,车内密封要求严格,车厢间联接复杂。因此,在一至三级修时,动车组一般整列不解编入库作业。三级修更换转向架作业时,直接将车体同步架起或移动,拆卸转向架,将修复好的转向架安装到位。
(2)架车方式的选择
动车组整体架车主要有三种方式,即固定式架车、移动式架车、地坑式架车,选择哪种方式,应根据作业车类别、架车作业量以及未来发展等方面统筹考虑。
固定式架车:作业灵活,效率高,工作安全可靠,作为主型车架车比较合适。移动式架车:作业效率虽然不高,但适应性强,可兼容各种车,并且可作为主型车架车的备用,是一种比较理想的选择。地坑式架车:虽然使用灵活,适应能力强,但由于移动频繁,不利厂房内作业人员安全,因此,在无特殊保护措施情况下,一般不采用。
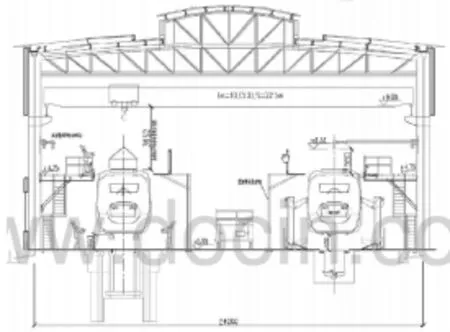
图6 我国高速铁路动车组整体架车更换转向架检修库设备布置方案示意图
(3)架车设备的布置
每个检修基地需设置整体架车,转向架更换厂房,厂房内设置两条架车线,一条负责主型车架车作业,另一条负责兼容车架车,并作为主型车架车设备出现事故时备用,个别作业量大的基地可预留一条线。
为保证架车机高效安全作业,库内还需配置其他辅助设施。为了在更换转向架作业的同时可进行车顶作业,宜设置立体作业平台及防护设施。此外,为使动车组检修迅捷,压缩辅助时间,提高工作效率,厂房内每线上方设置活动接触网,并与立体平台联锁,保证安全。
3.2 关键技术和设备
为适应不同型式的高速动车组,需采用柔性检修线。
(1)设计采用了轮对踏面、空心轴探伤、受电弓等多项地面自动检测设备配合车载诊断设备和人工检查确保动车组高速、安全运行,如图7所示。
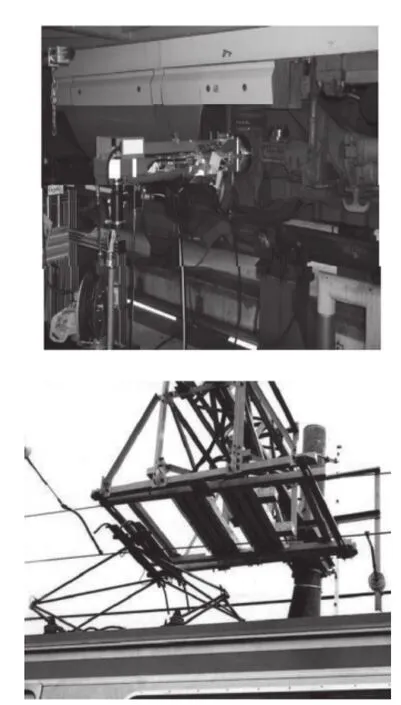
图7 检修基地与装备
(2)转向架分解检修
检修库采用了双轴不落轮镟轮车床、高度自动化检修流水线提高检修工作效率。主要是对转向架检修,同时在车辆之间、车体与转向架之间的连接部位进行功能试验。转向架检修主要包括动车组的轮对轴箱组成、牵引电机组成、空气弹簧组成、轴箱弹簧组成、减振器、速度传感器、制动夹钳等关键部件。
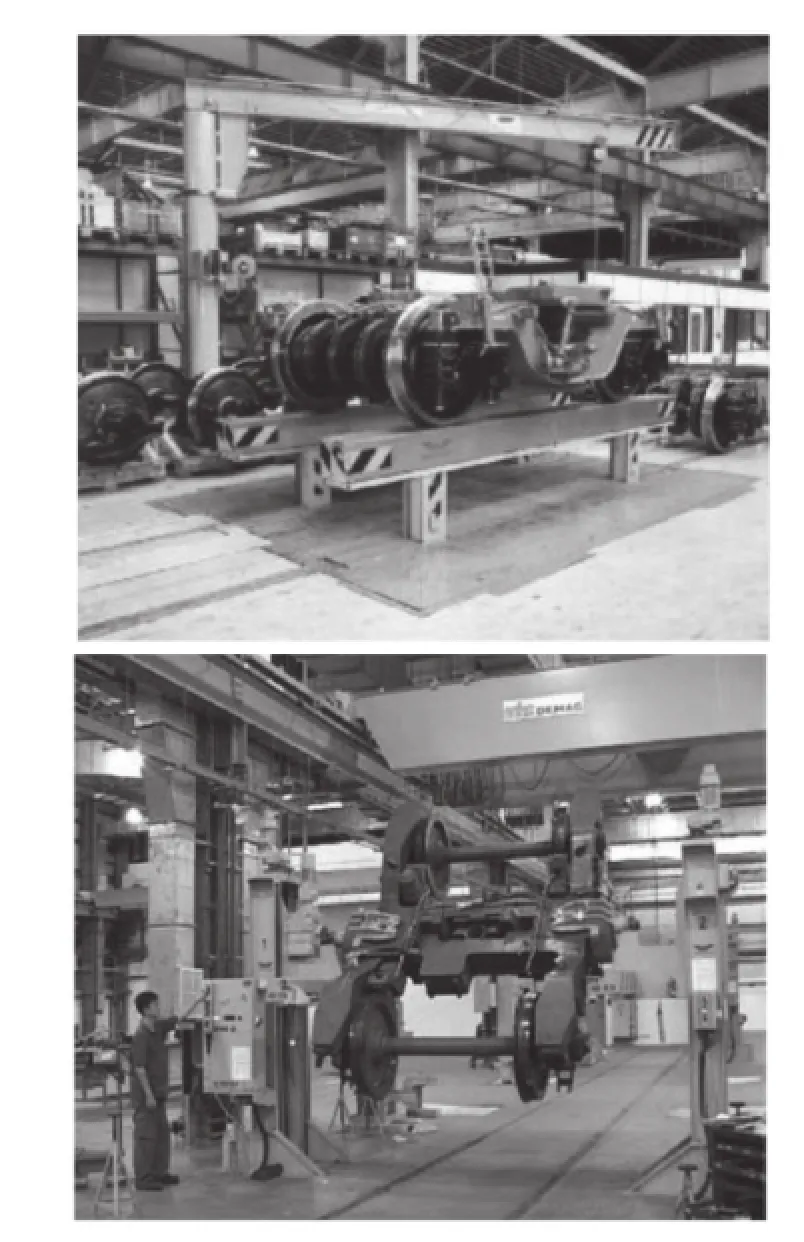
图8 双轴不落轮镟轮车床等装备
(3)车顶、车内、车下状态检查
采用立体作业平台,实现车下、车内、车顶的平行作业,实现安全、高效生产。
3.3 检修、试验专用设备明细
总之,高速动车组检修、试验专用设备是比不可少的,既需要带轨道桥的架空轨道系统(或同步架车机)、动力转向架和中间轮对快速更换设备、列车集便箱真空排污设备、作业升降车等大型装备,也需要转向架、构架、轮对、轴承、牵引电机等主要零部件清洗设备;更需要ATC装置性能试验台、传感器性能试验台、真空断路器试验台、电气仪表测试台及制动机、空压机检修及性能试验台等高技术含量的装备。
4 结论
随着铁路大面积提速,及高速动车组全面投入运营,动车组的检修工作对保障运输安全有重要意义。通过动车组高级修工艺和流程的研究,为以后各主机厂动车组检修基地的建设打下坚实基础,提升动车组检修设计能力,为检修部门提供先进的装备和科学的管理,建立我国动车组的检修模式。
参考文献
[1] 张宏翔,李莫迟等,CRH系列动车组技术概论.西南交通大学交通运输与物流学院(中国铁道大纪事学术研讨活动).
[2] 王月明,动车组检修基地及关键技术设备.西南交通大学.
[3] 张曙光,《CRH5型动车组》2008:1.
[4] 王兆祥,高速动车组维修基地的工艺设计.铁道标准设计.1996(12).
[5] 杨辉,高速动车组转向架检修工艺设计原则探讨.交通科技.2012(3).
Research on High-speed Trains Repair Technology
Hua Zhao
(China Railway Engineering Design Institute Co.,LTD., Beijing, 100070, China)
Abstract:This paper analyzed the foreign typical emu repair technology, introduced the high-speed train critical equipment maintenance process,maintenance method,maintenance scope and key technology.Also studied the advanced technology that has been suitable for our country high speed trains.This paper has guiding significance for the maintenance of the enterprise process design.
Key words:High Speed Train; Repair Technology
中图分类号:U279
文献标识码:A
文章编号:2095-8412 (2016) 02-184-06
DOI:工业技术创新 URL: http//www.china-iti.com 10.14103/j.issn.2095-8412.2016.02.019
作者简介:

赵华(1986-),女,毕业于兰州铁道学院机械制造与设备自动化专业,高级工程师,现就职于中铁工程设计院有限公司,先后从事过机床工艺设计、轨道装备制造工艺设计、轨道装备工厂的工艺设计等工作。
E-mail: zhh1122-0104@126.com
