除尘减排自动控制系统在石化煅烧装置中应用探讨
2016-07-21石学勇辽宁石化职业技术学院辽宁锦州121000
石学勇(辽宁石化职业技术学院,辽宁锦州,121000)
除尘减排自动控制系统在石化煅烧装置中应用探讨
石学勇
(辽宁石化职业技术学院,辽宁锦州,121000)
摘 要:本文通过理清煅烧车间回转窑装置脉冲袋式除尘器控制系统的关键技术,旨在解决原控制系统线路复杂、线路老化、可靠及稳定性差,以及故障诊断与排除困难等难题。实践中,将PLC计算机控制技术应用到除尘控制系统中,不仅提高了除尘系统的工作效率和装置环保效率;同时还对PLC硬件、软件系统进行了比较详细的分析,包括PLC机选择、I/O端口信号及地址分配、主控制逻辑系统等方面的研究。
关键词:石化煅烧;PLC 除尘自动控制系统;脉冲袋式除尘器;除尘设备
引言
除尘是从含尘气体中去除颗粒物,以减少向大气排放、降低污染的技术措施。含尘气体产生于固体物质的粉碎、筛分、输送、爆破等机械过程,或产生于燃烧、高温熔融和化学反应等过程。前者含有粒度大、化学成分与原固体物质相同的粉尘;后者含有粒度小,或有化学反应,化学成分有别于原物质的烟尘,往往对环境污染更大。为了防止粉尘对大气造成污染,世界各国制定了愈来愈严格的控制标准,在大力发展净化气体的除尘设备同时,同时还加强监督、检测等措施的实施。
煅烧指的是在空气或惰性气流中进行热处理的过程,其主要发生的物理反应有热分解、氧化物发生、再结晶等,煅烧是天然化合物或人造化合物的热离解或晶形转变过程。石化煅烧作业是直接处理油焦等矿物原料,以适用于后续工艺要求;也可能是在化学选矿后期进行处理而制取化学精矿,满足用户对产品的要求。石化煅烧过程中,将产生大量有害物质,漂浮在空气中,危害工作环境,除尘器是企业必须安装的设备[1,2]。近年来,袋式除尘设备得到了大量应用,本文就其技术改造工程进行了分析研究,期待对其他企业有所帮助。
1 除尘设备工作原理
除尘设备按其工作原理及其作用,主要分以下五类[3]:一是机械力除尘设备,包括重力除尘设备、惯性除尘设备、离心除尘设备等;二是洗涤式除尘设备,包括水浴式设备、泡沫式除尘设备、文丘里管除尘设备、水膜式除尘设备等;三是过滤式除尘设备,主要包括布袋除尘设备、颗粒层除尘设备等;四是静电除尘设备;五是磁力除尘设备。
在煅烧装置工作的环境中,主要使用脉冲袋式除尘器,如图1所示。

图1 脉冲袋式除尘器
1.1 脉冲袋式除尘器工作原理
脉冲袋式除尘器广泛用于治金、建材、机械、化工、矿山等各种工矿企业,其对非纤维性工业粉尘的除尘净化效果好,其结构主要由过滤室、滤袋、净气室、灰斗、卸灰阀、脉冲喷吹装置、电控箱等组成。
脉冲袋式除尘器的工作原理:一是吸尘除尘。当车间中含尘气体由敞式灰斗进入过滤室后,较粗颗粒直接落入灰仓中,灰尘气体过滤后,将粉尘阻留在滤袋表面,净气经袋口到净气室,再净化后由风机排入大气。二是脉冲操作。当滤袋粉尘增加,测量设备阻力上升,或时间继电器发出控制信号,程序控制仪器开始工作,逐个开启脉冲阀,将压缩空气通过喷口对滤袋进行喷吹清灰,使滤袋突然膨胀,在巨大气流作用下,附于滤袋表面的粉尘迅速脱离滤袋落入灰仓内,后粉尘由卸料器排出。完成一次滤袋喷吹清灰工作,脉冲除尘器又恢复正常工作。
1.2 煅烧装置环境中使用的脉冲袋式除尘器
锦州石化公司煅烧车间自开车以来,始终使用的是脉冲袋式除尘器,其控制系统是由锦州中科环保公司设计生产,由于该控制系统投用时间较长,受现场环境恶劣等因素影响,多次出现电磁阀不动作、继电器烧坏、线路老化、PLC程序等故障,使其不能进行清尘、喷吹等操作,造成生产现场粉尘漫天飞扬。该公司专业人员没有解决除尘系统的故障问题,最后此项技术攻关任务落到仪表检修队。
针对故障,技术研发团队分别采用了对比法、排除法和模拟法对原控制系统进行了可行性研究分析,为便于今后除尘工作平稳运行和日常维护保养,决定在不改变原有控制逻辑的基础上,增加9个自滤单元进行吹气的控制,并将喷吹的时间由原来的每分钟喷吹,改为30秒一次的喷吹控制。通过增加动作频率,达到装置环保标准。同时将继电器搭接方式更改为西门子S7-300PLC控制系统[4],使自动化、智能化控制水平充分应用到生产实际中,保障工作环境空气的洁净,有利于生产安全运行。
2 脉冲除尘控制系统改造技术
除尘控制系统是实现自动、智能控制除尘操作的重点,运用PLC程序实现每个步骤的运行,实现了自动化[5]。如果有特殊情况,又可以人工手动操作。下面介绍控制系统技术改进过程。
2.1 PLC选型
除尘控制系统需要9个输入口,50个输出口。所以PLC的实际输入点数应等于或大于9个输入点数,PLC的实际输出点数应等于或大于所需的50个输出点数,为了留有余量,所以选择了输入点为16的西门子S7-300PLC作为主控制器,该型号的PLC的输入点有16个,输出点有64个,完全满足要求。同时,输入输出点数留有比较多的余量,为今后的改进做好准备。
2.2 控制功能
在控制功能设计中,由于主控制器功能强大,所以控制功能实现统一。具体有:一是整合控制功能,在原控制系统功能基础上去除绞笼、卸料电机的控制。二是9个过滤单元依次进行除尘运行。不喷吹时,提升阀始终处于打开状态;要喷吹时,提升阀先关闭,再进行喷吹;喷吹完毕后,提升阀打开。三是设置9个过滤单元运行状态指示,相应过滤单元指示灯为绿色,表示该单元正在进行气震除灰时序。四是设置9个过滤单元旁路功能,相应过滤单元指示灯为黄色,表示该单元已旁路掉气震除灰时序,即过滤单元除灰时自动跳过被旁路的单元。
同时设计了手动控制功能,即手动对选中的过滤单元运行气震除灰时序。以防意外,还设置了紧急停车功能。
为提醒现场工作人员,设置蜂鸣器预告,在过滤单元进行气震除灰前1分钟响铃15秒,同时除灰运行灯闪烁。
2.3 三种控制方式
设计了自动、手动、设置三种方式,有一个三位式开关(含自动/手动/设置三档)可实现操作,全部满足生产现场需要。
2.3.1 自动控制方式
设定到自动控制方式中,按除尘运行按钮,除尘运行指示灯亮后,9个除尘过滤单元依次反吹后,就可进入过滤时序。在反吹时序中,相应的除尘单元的反吹指示灯闪烁。当设定的过滤时间到,就完成一个周期的工作。
2.3.2 手动控制方式
将三位式开关(自动/手动/设置)设定到手动位置后,除尘手动指示灯亮。
当1#过滤单元反吹指示灯常亮,表示1#过滤单元被选中。当按选组按钮可以跳到2#过滤单元,同时2#过滤单元反吹指示灯常亮,1#过滤单元反吹指示灯熄灭。
按手动实验按钮,可以对选中的过滤单元进行反吹操作;此时相应过滤单元的反吹指示灯闪烁。
2.3.3 设置控制方式
三位式开关(自动/手动/设置)设定到“设置”位置上。除尘设置指示灯亮;1#过滤单元反吹指示灯常亮(表示1#过滤单元被选中)。
按钮旁路按钮,则相应过滤单元的旁路指示灯常亮(黄色),同时该单元运行指示灯(绿色)闪烁,关闭提升阀,表示该过滤单元被旁路,不参与气震除尘及过滤。
当再次按旁路按钮时,则相应过滤单元的旁路指示灯熄灭,同时该单元运行指示灯(绿色)闪烁,打开提升阀。
3 控制系统结构
3.1 控制系统结构图
P L C每个卡件的布局,C 1 S 4是输入信号端,C1S5/C1S6/C1S7都是输出信号端,如图2所示。
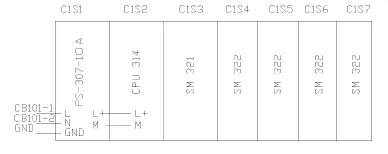
图2 控制系统结构图
3.2 控制系统输入输出信号
输入信号共9路,如表1所示。

表1 输入信号
输出信号共50路,如表2所示。
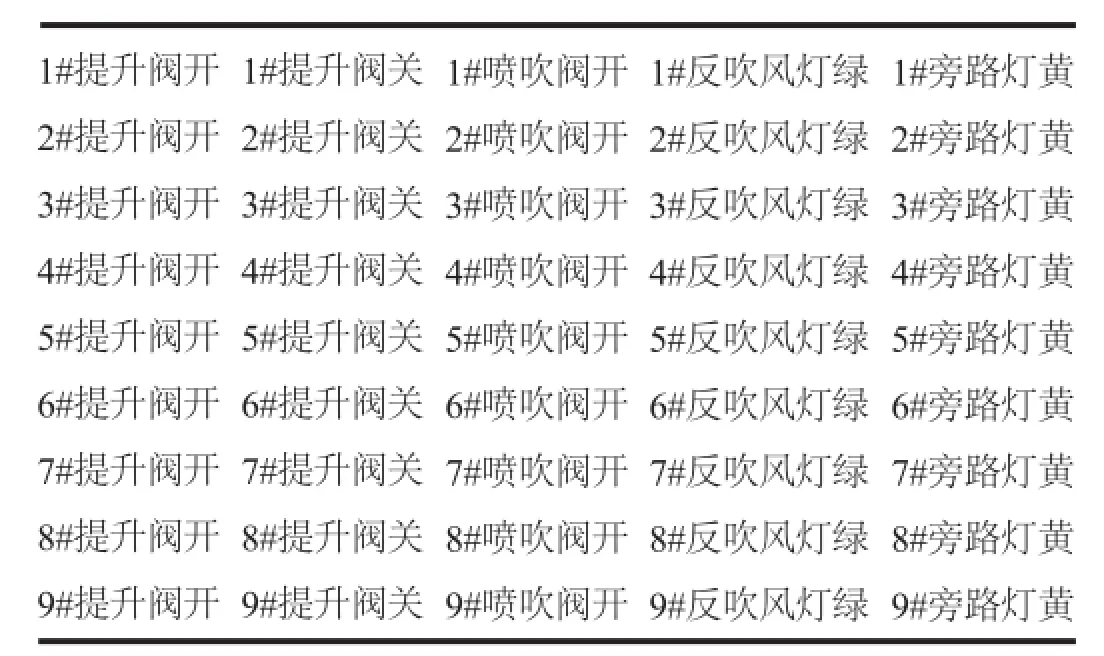
表2 输出信号
4 结束语
本文论述了煅烧车间除尘控制系统的PLC改造,实现了除尘控制自动化,方便了工人在生产中对除尘的控制功能,从而提高了除尘的工作效率、工作稳定性和可靠性,而且经过一段时间的使用,大大降低了故障发生率,改善了除尘效果。另外,通过这次改造工程使我对PLC和除尘工艺方面的知识又有了更加深刻的理解和掌握,为今后的工作奠定了很好的基础。同时,也发现了不足之处,例如,忽视了现场的灰尘较多,环境比较恶劣,控制柜的防尘工作还需要加强,防止灰尘引起的强电压串到弱电压的部件上。
参考文献
[1]王树青,乐嘉谦:自动化与仪表工程师手册,化学工业出版社,2010-1-1.
机械工业出版社:常用电子仪器仪表的使用及电子技能训练.
[2]潘永湘,杨延西,赵跃:过程控制与自动化仪表(第2版),机械工业
[3]出版社,2007-7-1.
[4]崔永刚,刘晨:煅烧烟气除尘控制系统操作说明及仪表维护说明,2009-9-1.
[5]龚运新等.工业组态软件实用技术[M].清华大学出版社,2005,8.
The Dust Removal Auto-control System in Petrochemical Calcination of Shallow Application
Xueyong Shi
(Liaoning Petrochemical Vocational and Technical College, Jinzhou, Liaoning, 121000, China)
Abstract:Summarizing the calcination workshop rotary kiln plant control system of pulse bag filter,it aims at resolving the original control system circuit complexity,circuit aging,poor stability and reliability of fault diagnosis.Studying ruled out difficult problems.In practice, the PLC computer control technology applied to dust removal control system, not only improved the work efficiency of dust removal system and device efficiency of environmental protection; but also compared the detailed analysis of PLC hardware and software system, machine selection, including PLC I/O address assignment and the signals of port,researching main control logic system.
Key words:Petrochemical Calcinations; PLC Dust Removal Control System; Pulse Bag Filter Dust;Removal Equipment
中图分类号:TF547.1
文献标识码:A
文章编号:2095-8412 (2016) 02-309-04
DOI:工业技术创新 URL: http//www.china-iti.com 10.14103/j.issn.2095-8412.2016.02.049
作者简介:
石学勇(1974-),男,毕业于东北大学,现任辽宁石化职业技术学院自动化系讲师。研究方向:生产过程自动化。
E-mail: 642651289@qq.com
