一种不间断装载作业双臂装船机*
2016-07-16陈立志刘文英
陈立志 刘文英 李 硕
河北港口集团有限公司
常 高
国投曹妃甸港口有限公司
一种不间断装载作业双臂装船机*
陈立志刘文英李硕
河北港口集团有限公司
常高
国投曹妃甸港口有限公司
摘要:针对传统移动式装船机装载作业的移舱停机时间长、装船效率低等问题,设计了一种新型的干散货双臂装船机,实现了不间断装载作业情况下进行移舱操作,大幅度提高装船效率,减少船舶在港时间,并实现了节能减排。
关键词:装船机; 移舱; 不间断装载作业; 装船效率
1引言
目前,专业化散货码头越来越大型化,装船机是下水码头的关键设备,其生产效率直接决定了港口的竞争力。虽然装船机的额定效率越来越大,平均装船效率并没有成比例的显著增长,原因是平均装船效率越来越明显的受到移仓的影响。为了保证装载的均衡,必须要进行多次移舱停机,装船机频繁启停造成整个流程能源消耗与设备损耗,对港口作业效率与设备运行状况均有不利的影响。
在提高装船效率方面,工程技术人员对煤炭装船作业方式进行了优化[1]、煤炭装船码头移动式装船机联机作业[2]、改造工艺流程[3]等方面进行了改进,但均未能从根本上解决装船效率低的问题。本文设计的不间断装载作业双臂装船机,可从结构和根本上提高装船效率,对港口的发展具有重要意义。
2传统装船机装船现状及装船工艺
下水的干散货都会经过皮带机转运,再由移动式装船机对货轮进行装载作业。传统移动式装船机对舱口式轮船进行装载时,为保证装载的均衡,不因装载不当而出现中拱或中垂现象和船舱排除舱水而出现过大的横向倾斜,船舶装载必须按船方提供的装载顺序进行装载,并且每个舱最少是分2次装满。往往完成1艘4个舱口货轮的装船作业需移舱15次以上,舱口数目与移舱次数成正比。除了相邻之间舱口的移舱外,还有大量跨多个舱口移舱的流程要求,且移舱过程中,需对相关流程设备进行关停,待移舱完成后重新启动。
由于轮船结构的设计,舱口与舱口之间有一小段甲板,若装船机不停机,直接执行移舱操作,将有大量的散货料洒在甲板上。如有移舱要求,需要停止运行取料机、取装线皮带机、装船机悬臂皮带机等设备,待移舱完成后,再按顺序启动上述关停的设备,继续进行装载作业。每次移舱装船机还需要排净物料再提升悬臂出舱,平行移舱,再放下悬臂,整个移舱过程往往持续5 min以上。经核算,装载1艘货轮,移舱时间占整个装载作业时间至少10%以上。表1为秦皇岛港煤五期码头2015年1月1日至2015年6月30日的不同吨级船舶移舱时间统计表。
3不间断装载作业装船机结构
传统装船机根据装船工艺流程,正常作业时钢丝卷缆控制伸缩悬臂至船舱口工作位置,通过供料皮带运输物料至给料溜槽,进入船舱;移舱时,关闭装船机装船作业(关闭供料皮带),收缩钢丝卷缆,使伸缩悬臂高于船舶至安全位置,进而启动行走台车,使装船机移动至工艺要求舱口。
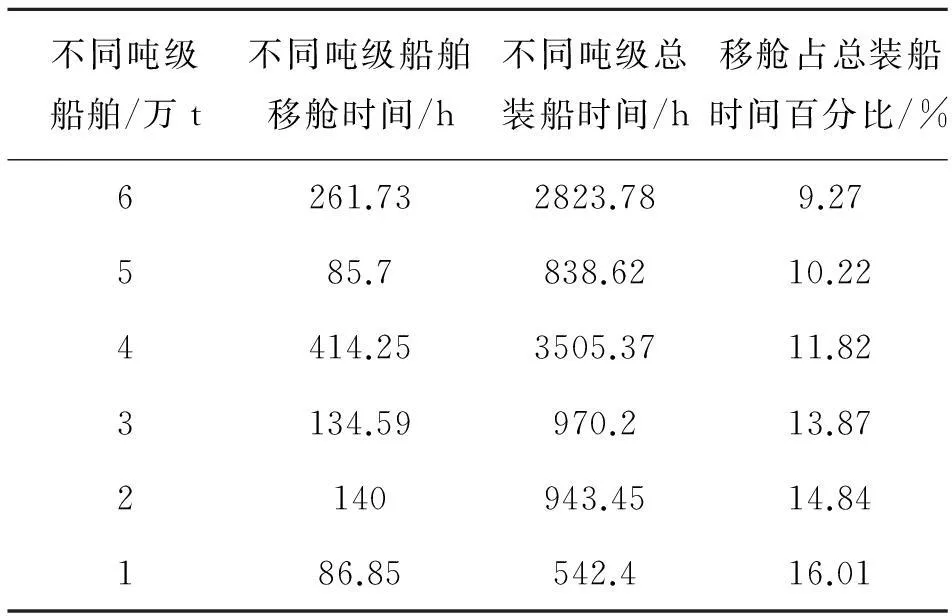
表1 秦皇岛港煤五期码头不同吨级船舶移舱时间
为提高港口作业效率,减少设备启停对设备的损耗,本文设计的具有双悬臂给料机构的新型舱口式移动式装船机,实现了不间断移舱操作装载作业。其主要通过装船机双悬臂结构和尾车头部下方分叉溜筒的结构设计实现。图1为不间断装载作业双臂装船机结构设计图。
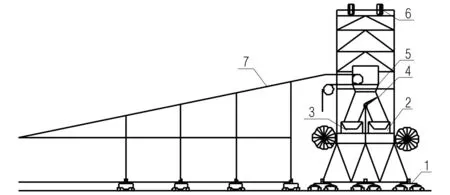
1.行走台车 2. 伸缩悬臂 3.伸缩悬臂 4.分料挡板5.给料溜槽 6.钢丝卷缆 7.供料皮带图1 双臂式装船机结构设计图
3.1装船机双悬臂结构
该新型装船机具有大车行走,臂架俯仰、伸缩,装载溜筒,悬臂胶带输送机,尾车等机构,以满足装船作业的基本功能。创新性的采用平行双悬臂结构,每个悬臂都带有装载溜筒,胶带输送机等,并能独立俯仰、伸缩。设计的双臂间距离大于所装船只相邻舱口间的甲板距离。
3.2装船机尾车头部下方分叉溜筒结构
该新型装船机在2个平行双悬臂尾部的上方,设有一分二的分叉溜筒,溜筒内装设由电液推杆驱动的分料挡板,溜筒上方接受来自装船机尾车的物料,溜筒下方的2个溜筒分别对应2个平行双悬臂的尾部。分料挡板的2个极限位置分别决定尾车的物料转载到平行双悬臂的其中1个,由于是不间断作业,分料挡板在其它非极限位置时,2个悬臂分别得到来自尾车的不同流量的物料。
4双臂装船机的运行原理及操作工艺步骤
4.1设备运行原理
图2为双臂式装船机俯视示意图。
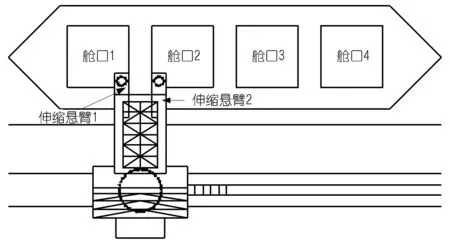
图2 双臂式装船机俯视图示意图
(1) 新型舱口移动式装船机具有双悬臂给料机构—伸缩悬臂1与伸缩悬臂2。装船机可对伸缩悬臂1、2进行单独供料。2条悬臂内侧跨度大于所装载船只的相邻舱口边缘距离,可保证至少有1条伸缩悬臂(1或2)始终处于可作业舱口内。
(2) 正常作业时,2条伸缩悬臂1、2处于同一个舱口内,移舱行走方向后方的伸缩悬臂正常在该舱口内作业,另外1条停止作业并提升。
4.2操作工艺步骤
对舱口1装载需进行移舱装载操作时,其工艺步骤流程见图3。

图3 移舱装载作业工艺步骤图
(1) 当前作业状态:悬臂1在舱口1内作业,悬臂2处于提升状态不作业。
(2) 悬臂1基本完成当前舱口散货装载任务,装船机准备进行移舱操作。此时,悬臂1仍然在正常卸料。
(3) 随着装船机的行走,悬臂2的伸缩悬臂检测到内边超过相邻舱口(第2个舱口)外边缘时,停止装船机的大行走。
(4) 下降悬臂2至作业角度,并启动分料挡板变换给料至悬臂2;分料挡板的移动过程中,悬臂1和悬臂2同时作业,悬臂2料流逐渐加大,悬臂1料流逐渐减少。
(5) 分料挡板达到极限位置时,悬臂2满载卸料。悬臂1排净物料,提升至不干涉舱门及其他船上障碍物的角度,装船机继续进行移舱行走。
(6) 随着装船机的行走,悬臂1的伸缩悬臂检测到内边超过相邻舱口(第2个舱口)外边缘时,移舱作业完成。
(7) 悬臂2随装船机行走到任意适合装载的位置,进行正常装载作业。
(8) 如需再移舱,则重复上述步骤。
5效果分析
统计秦皇岛港煤五期码头2015年1月1日至2015年6月30日期间,不同吨级船舶舱时量以及不同吨级船舶总的移仓时间,可得半年时间内不同吨级船舶增加吞吐量,进而可知采用本文设计的双臂装船机进行装载作业,可增加共计410.78万t的吞吐量,如表2所示。全年可增加821.56万t,增加收入1.9亿元。同时还减少了设备大量的启停动作,减少了单吨能耗。
6结语
新型移动式装船机具有2条独立运行的悬臂(包括悬臂内的伸缩皮带机、伸缩溜筒与抛料铲等设备),能够实现舱口式轮船不间断装载作业的移舱操作,并且将移舱时间全部转化为装载作业时间,大幅提高生产作业效率。同时,降低设备频繁启停造成的能源浪费与设备损耗。尤其是针对泊位数有限的大型散货港口,大幅降低了泊船在港时间,能够提高港口的服务质量,兼顾国家节能减排的需求,具有重大意义。

表2 不同吨级船舶移舱时间效益转化表
参 考 文 献
[1]许宁.煤炭装船作业取料方式的优化[J].设备管理与维修,2010(08):37-38.
[2]岳金灿,周运文,郭建睿.关于煤炭装船码头移动式装船机联机作业的探讨[J].港工技术,2013,50(1):13-15.
[3]任淑玲,王明乐.浅谈如何提高装船效率[J].科技创新导报,2006(18):220-220.
陈立志: 066002,河北省秦皇岛市海港区海滨路35号
A Continuous Operation Double Arm Ship Loader
Hebei Port Group Co.,Ltd.Chen LizhiLiu WenyingLi Shuo
SDIC Caofeidian Port Co.,Ltd. Chang Gao
Abstract:With the consideration of the low loading efficiency and long shifting bin and stop time during loading process existed on traditional movable ship-loader, this paper designs a new-type dry bulk dual-arm ship-loader which can shift bins during continuous loading operation. The results show that the loading efficiency is highly increased, the ship time in port is decreased and the purpose of energy saving is achieved.
Key word:ship loader; shifting bin; continuous loading operation; loading efficiency
收稿日期:2016-03-24
DOI:10.3963/j.issn.1000-8969.2016.03.001
*国家发明专利 : 201510948912.6