CKA6150数控机床半闭环改全闭环及精度检测
2016-07-15孙惠娟
孙惠娟
(重庆工业职业技术学院,重庆401120)
CKA6150数控机床半闭环改全闭环及精度检测
孙惠娟
(重庆工业职业技术学院,重庆401120)
摘要:数控机床作为当代机械制造业的主流装备,其测量反馈系统对数控机床的制造精度起着至关重要的作用。介绍了通过对光栅尺的选择、安装调试和相关参数的修改设置,将数控车床从半闭环改装为全闭环控制的设计和安装调试的过程。并通过半闭环和闭环坐标轴定位精度的对比,阐述了闭环系统的高精度控制。
关键词:数控机床;半闭环;全闭环;精度检测
数控机床凭借其自身加工柔性好,精度高,生产效率高等优点,在机械制造业中占据重要地位。数控机床的大量应用,对提高我国机械制造的整体水平起到了非常关键的作用[1]。近年来,大量企业利用对现有设备的改造,来控制生成成本,提高其自身生产能力和市场竞争力。由于数控机床的改造技术具有投资少、起效快、技术更新灵活性、便于维修保养等突出优点,因此在机械加工行业中的应用越来越广泛[2]。
由于是对经济型数控机床进行改造,所以在考虑具体方案时,基本原则是在满足使用要求的前提下,对机床的改动尽可能的少,以降低成本。本文根据CKA6150车床有关资料以及数控车床半闭环控制系统改全闭环控制系统车床的经验,确定总体方案为先进行光栅尺的选择与安装布置,然后修改系统参数及伺服参数,最后进行精度检测,从而实现半闭环控制系统改为全闭环控制系统,并对两种控制方式下的精度检测结果进行对比分析,验证改造升级的可行性。
1 光栅尺的安装
图1所示是光栅尺的安装尺寸示意图。光栅尺的结构是由定尺体和动尺读数头组成,安装调整的好与坏直接影响光栅尺检测、控制工作的质量。光栅尺线位移传感器的安装比较灵活,可安装在机床的不同部位。一般将主尺安装在机床的工作台(滑板)上,随机床走刀而动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。如果由于安装位置限制必须采用读数头朝上的方式安装时,则必须增加辅助密封装置。另外,一般情况下,读数头应尽量安装在相对机床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对机床运动的部件上(如滑板)。具体安装方法参考文献[3]。
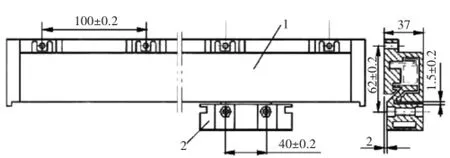
图1 光栅尺的安装尺寸示意图
安装光栅尺时需注意应将机床总电源断开,并断开机床X轴的电机动力线。光栅尺安装好后,需将光栅尺的反馈线端接到伺服驱动器支持的双编码器接口,然后设置数控系统和伺服驱动器的参数后就可以实现全闭环控制。
2 CKA6150 数控机床华中数控818 半闭环改全闭环参数设置
华中数控818系列产品是全数字总线式高档数控装置,采用模块化、开放式体系结构,基于具有自主知识产权的NCUC工业现场总线技术。支持总线式全数字伺服驱动单元和绝对值式伺服电机,支持总线式远程I/O单元,集成手持单元接口,采用电子盘程序存储方式,支持CF卡、USB、以太网等程序扩展和数据交换功能。采用8.4"LED液晶显示屏,主要应用于全功能数控车床、车削中心。
2.1系统参数设置
首先开启CKA6150数控机床电源开关,启动数控机床华中数控818系统,进入操作界面,在操作面板上按设置按钮,然后选择参数进入参数页面,步骤如下:
(1)坐标轴参数下100005(电子齿轮比分母):半闭环设置为131072,全闭环设置为50000,把131072改为50000.
(2)坐标轴参数下100067(轴每转脉冲数):半闭环是131072,全闭环是50000,把131072改为50000.
(3)设备结构参数下的506015(反馈位置循环脉冲数):半闭环设置为131072,全闭环设置为50000,把131072改为50000.
(4)100012(编码器反馈偏移量):
1)编码器反馈偏移量==D/1000*电子齿轮比。D:电机位置(X轴)参数。电子齿轮比:电子齿轮比分子/电子齿轮比分母。2) 算出编码器反馈偏移量=11200241/1000 *4000/50000=896.019并设置好参数。
通过以上系统参数的设置既可实现半闭环与全闭环控制的相互转换[4]。
2.2伺服参数设置
在系统上电的情况下,利用X轴伺服驱动器上的按键进行伺服参数的设置(如图2),步骤如下:

图2 X轴伺服驱动器
(1)用户密码设置PA34,确定后输入密码2003,保存。
(2)全闭环反馈信号计数取反PA10:全闭环设置为0,半闭环设置为512.把512改为0.
(3)分频比PB55:全闭环设置为3,半闭环设置为0.
(4)全闭环跟踪误差PB54:数值不等于0且(100左右)。
(5)驱动器耗电使能时间PB53:全闭环设置为200,半闭环设置为10000.
(6)全闭环位置控制使能STB14:全闭环设置为1允许,半闭环设置为0禁止。
(7)全闭环位置反馈信号类型选择STB12:全闭环设置为0允许,半闭环设置为1禁止。
(8)全闭环位置反馈信号类型选择STB13:全闭环设置为1允许,半闭环设置为0禁止。
(9)用户密码设置PA34,输出1230,确定保存。
(10)等待界面出现SH尾数的时候,确定保存成功。
(11)关闭华中数控818系统,关闭电源。等待指示灯灭后,重启数控系统。
3 精度检测
3.1步距规与百分表的安装
本文利用用步距规与百分表对X轴精度进行检测。在CKA6150数控机床上安装好表座,并把百分表固定在刀架上,在Z轴导轨上安装好步距规,安装过程中要对步距规进行找正,具体安装如图3所示。为了对半闭环和全闭环的精度进行比较,精度检测分别在系统升级之前和升级之后进行。

图3 步距规和百分表安装方法
VDI/DGQ3441《机床工作精度和位置精度的统计检验原理》是西德工程师协会和质量学会联合制定的技术规范。该标准发布以来在机床行业得到了广泛应用。本文就以VDI/DGQ3441标准对在半闭环和全闭环控制下X轴的定位精度进行检测,并对检测结果进行比较,验证对数控系统的升级改造的结果。根据VDI/DGQ3441(德国标准)检测的要求:测量点≥10点/2m(小于1 m不得少于5点,测量点间隔不允许等距),双向测量,每方向测量次数≥10次/m.定位精度和重复定位精度的计算方法需要用工业统计学原理进行分析[5]。VDI标准有定位不准确度P (Positioning Uncertainty)、位置离散度Ps(PostionalScatter)、位置偏差Pa(Positional Deviation)、反向偏差U(Reveral Error)4个指标。对X轴精度进行检测时,根据X轴的行程,共检测4个位置点,每个点正反向检测10次。
3.2半闭环与全闭环X轴定位精度比较
图4为半闭环与全闭环控制状态下X轴正向和反向定位精度的平均值,从图中可以看出全闭环状态下X轴的双向定位精度高于半闭环,并且正向和反向精度比较稳定。根据VDI/DGQ3441标准的统计方法,对在两种控制状态下的检测结果进行对比,对比结果如表1所示。

图4 半闭环和全闭环X轴双向定位精度平均值
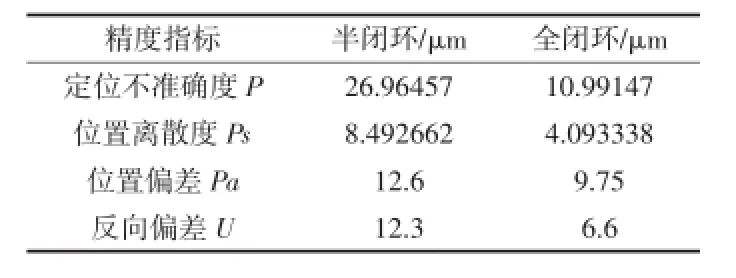
表1 半闭环和全闭环精度检测结果(未补偿)
由表1可以看出,在未对数控系统进行螺距误差补偿的情况下,全闭环控制时各项精度指标均比半闭环控制时有较大提高,说明通过本文的方法可以提高机床的精度,进而能够提高零件的加工精度。
4 结束语
通过采用光栅尺对CA6150数控车床实现了从半闭环到全闭环的改造升级,并利用精度检测计算结果对比进行了验证,结果表明:数控车床升级为全闭环后,采用VDI/DGQ3441标准进行统计计算的各项指标都有所提高。本文的方法同样适用于华中数控系统818系列的其他产品,为类似的数控机床升级改造提供了参考。
参考文献:
[1]黎加强.数控机床改造的必要性及改造技术要求[J].科技创新与应用,2013,(16):97-97.
[2]肖罡,潘钟键,刘晓红.数控机床的改造与发展趋势[J].科技信息,2011,(11):127-128.
[3]张鑫.HNC-808系统数控车床半闭环升级全闭环的研究与实践[J].机床与液压,2014,42(28):169-171.
[4]李丹.FANUC 0i C/D全闭环改为半闭环在数控机床维修中的应用[J].装备制造技术,2015,(10):210-211.
[5]龚仲华.ISO/VDI/JIS定位精度的计算与比较[J].制造技术与机床,2012,(11):49-52.
Complete Closed Loop and Precision Detection of CKA6150 CNC Machine Tool with Half Closed Loop
SUN Hui-juan
(Chongqing Industry Polytechnic College,Chongqing 401120,Chian)
Abstract:CNCmachinetoolsasacontemporarymechanicalmanufacturingmainstreamequipment,the measurement feedback system for the manufacture of precision CNC machine tool plays a vital role.This paper introduces the grating by choice,installation and related parameters modify settings,from semi-closed loop CNC lathes adapted for closed-loop control of the design and the process of installation and commissioning.And through the semi-closed loop and closed-loop axes contrast positioning accuracy,high precision control expounded closedloop system.
Key words:CNC machine tools;semi-closed loop;closed loop;detection accuracy
中图分类号:TG659
文献标识码:B
文章编号:1672-545X(2016)03-0208-03
收稿日期:2015-12-09
基金项目:重庆工业职业技术学院科研项目(GZY201401-ZK)
作者简介:孙惠娟(1983-),女,河南南阳人,博士,讲师,研究方向:机电一体化。