电梯扶手成型实现自动化生产
2016-07-14唐国政马安新北京博安佳创科技有限公司北京100085
唐国政,马安新(北京博安佳创科技有限公司,北京 100085)
电梯扶手成型实现自动化生产
唐国政,马安新
(北京博安佳创科技有限公司,北京100085)
摘要:电梯扶手带属于橡胶制品,长期以来,它的成型以人工操作为主。本文详细叙述了新开发的扶手带自动化成型设备,替代了人工,大大提高了生产率,降低了劳动强度。
关键词:电梯;扶手;橡胶;成型; 硫化;面胶;导开
近年来随着国内外市埸行情变化,产业结构调整,国内生产总值GDP的增速减缓,2015年的GDP增速为6.9%。橡胶制品大宗商品——轮胎,在出口受挫和产能过剩的双重夹击下,陷入了十年来的低谷,据2015年10月中国橡胶工业协会对国内轮胎行业的形势报告,轮胎行业前7个月在统计口径内轮胎企业利润同比下滑35.91%,轮胎出口遭遇10年“冰点”,轮胎产能严重过剩,轮胎库存高起,国内个别轮胎企业已到了难以维持,濒于破产的地步。在国内橡胶制品行业产销普遍低迷的形势下,有一种橡胶制品产量正以惊人的年增长率在上升,给人带来惊喜,它就是电梯扶手。
2015年夏天最轰动全国的新闻是“电梯吃人”。七八月间新闻报道了多次电梯伤人事故,最为撼人心魄的是7月26日网上传出的湖北荆州市安良百货电梯吞人的视频,30岁向柳娟女士牵着小男孩通过手扶电梯上楼,正当母子两人刚要跨过时,脚下电梯踏板突然脱空,母亲瞬间陷落,危急关头,勇敢的母亲用力托举儿子脱离险境,自已却被电梯没身亡。接着7 月27日又有广西梧州市太阳广埸手扶电梯将一名1岁多的小朋友手臂卷入的事故发生,小孩左手一直到手臂中段基本被废。这些新闻的报道,引起了人们对扶手电梯的极大关注;电视新闻报道,据相关统计,国内现有手扶电梯320万台,正以每年20%的速度在增长。
撇开万众注目的手扶电梯安全问题不论,从橡胶制品行业的角度看这一产品是很有意思的。手扶电梯的主要部件——电梯扶手,是一种橡胶制品,可能以前的用量太少,橡胶制品的分类,除轮胎之外,鞋、带、管、板等等,至今没有它的地位。它在长三角、珠三角等地的企业至今不在中国橡胶工业协会注册,而挂靠在河北廊坊的电梯协会中。随着一带一路战略的展开,随着我国城镇化高潮掀起,高速铁路、飞机埸航站楼、市内轨道交通、大型商埸、办公楼商务楼快速建设,电梯扶手的用量正在以前所未有的速度增长。对于这一橡胶产品的质量、测试要求、使用寿命等,除电梯企业对它有些行业要求外,作为橡胶制品却没有统一的国家标准。在目前电梯扶手的用量越来越大的时候,中国橡胶工业协会是不是应当让它归宗认祖,加强行业管理,为它的发展做一些统一协调的工作?
电梯扶手是一个环形的部件,虽然结构没有轮胎这样复杂,但也是一种典型的多种材料覆合的橡胶制品。从成品断面来看,它由单面覆胶的尼龙布滑动层、覆胶的钢丝抗拉层、保护钢丝带束的双面覆胶锦纶布、硬胶层、覆胶帘子布层和面胶层等部件组成。(见图1)

图1 橡胶电梯扶手剖面图
电梯扶手还有一种新颖的聚胺酯复合制品,外观五颜六色,十分艳丽,由国外电梯扶手生产商制造。(注:橡胶电梯扶手带面层一般为黑色,也有彩色的,但艳丽程度无法与聚胺酯彩色面层相比)可能价格高,只在一些商埸中使用。它的成品断面为单面覆聚胺酯的滑动层、钢丝抗拉层、聚胺酯硬胶层和彩色聚胺酯面胶层组成(见图2)。以下论述均以橡胶扶手带为准。
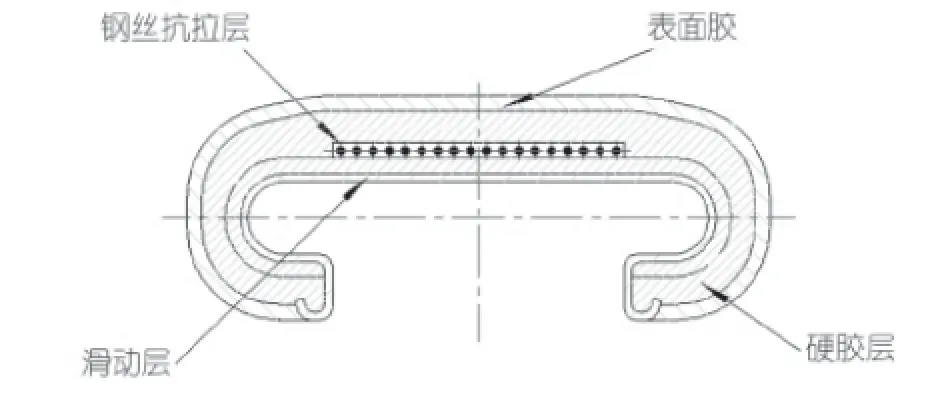
图2 聚胺酯电梯扶手剖面图
电梯扶手的主要损坏形式是弯曲疲劳,两侧唇口破裂。因为环形扶手带摩擦传动,在两端正向弧形曲绕后,驱动端马上受到动力轮的反向曲绕,对于“Ω”结构的制品,两侧唇口的变形极大,长此以往,扶手两侧老化开裂,导致扶手带损坏。由于扶手内有纵向的覆胶钢丝抗拉层,能确保几十米,上百米长的环形扶手带周长不变,几乎没有扶手带横向断裂的事故发生。电梯扶手带使用一般都在室内(也有少量室外自动手扶电梯),使用条件不恶劣,长期使用表面摩擦得不光洁,但因摩擦损坏的扶手带很少。电梯扶手带的实际使用寿命为3~5年。电梯扶手性能参数见表1。
现在国内的电梯扶手生产企业主要分布在上海及江苏、浙江的长三角地区,以及广州周边的珠三角地区。产品供应国内手扶电梯生产商,也供应象日本三菱、美国奥梯斯等国外电梯生产商;还供应国内众多的手扶电梯维修单位。一般电梯扶手生产企业的规模不大,以销定产,日产量在2 000~5 000 m之间,以日产3 000 m上下的居多。

表1 电梯扶手制造厂的成品性能参数
国内电梯扶手的生产工序有炼胶、半制品准备、成型和硫化四个阶段。现在国内电梯扶手企业生产用的覆胶尼龙布、覆胶锦纶布、覆胶帘子布、覆胶钢丝带和混炼胶一般都外协加工,厂内的炼胶车间只进行加小料、加硫的补充混炼,以及特殊胶种(比如彩色面胶)的加工。半制品工序分挤出与裁断两部分,电梯扶手的硬胶层和面胶层由挤出生产线供应;电梯扶手的滑动层等组件,由外协加工的覆胶尼龙布、覆胶锦纶布、覆胶帘子布经裁断完成。电梯扶手的成型,将单面覆胶的尼龙布滑动层、双面覆胶的锦纶布、覆胶的钢丝抗拉层、硬胶层、双面覆胶的帘子布层、面胶层,按层次贴合和滚压,再进行正包和反包定型操作。成型后的扶手带接头后,送到硫化车间,在颚式硫化机上进行分段连续硫化。
由于胶料混炼、帘布压延、钢丝带束挤出外协完成,电梯扶手厂的设备比较简单。炼胶车间一般配备1~2 台50 L或75 L的小型密炼机作加硫、或特种胶料混炼用,配2台18"的开炼机作冷却下片用,大多不配胶片冷却线,胶料的出片、浸隔离剂、胶片冷却、胶片切条(为挤出机备料)都由人工完成。当然炼胶车间备有小型的胶料仓库、硫磺等化学品仓库和人工配料间。
半制品准备工序与成型工序常在一个车间之内。半制品准备工序分型胶挤出和覆胶布料裁断二部分。型胶挤出由一条冷喂料挤出生产线完成,该线配有Ф90的销钉冷喂料挤出机1台,辅线由过渡辊道(高档的配有米秤)、冷却辊,以及卷取机组成。挤出线主要制备各种规格的硬胶层与面胶层。半制品的裁断工序准备各种规格的单面覆胶的尼龙布滑动层、双面覆胶的锦纶布和双面覆胶的帘子布,再将裁断后的布料接头成卷,供后道成型工序用。电梯扶手所用布料的宽度较窄,最宽的在150 mm以下,最窄的在50 mm左右,有些厂采用立式裁断机;极少的厂采用卧式裁断机和纵裁机的;国内大部分电梯扶手制造厂用人工完成布料定宽;手工刀片划断;人工撕布;布料接头与成卷都由人工完成。在人工完成裁断的车间里,最主要的设施是宽2 m长10来米的平桌,长1.8 m的自制直尺,工人用来裁布的工具是市场上的美工刀。
国内传统的电梯扶手成型由人工完成。成型车间里尽是宽1 m长20 m、30 m的长桌,工人先将裁断接头好的尼龙滑动层布卷展开,覆胶面向上平铺在桌上,根据工艺要求长度剪断;涂胶浆后贴一层覆胶锦纶布,再将已裁断好的覆胶钢丝抗拉层定中贴好;(事前覆胶钢丝抗拉层根据订货长度剪断,为确保接头处强度,抗拉层接头处切分为三股成阶梯形)再贴一层覆胶锦纶布后,人工滚压牢固;涂胶浆后贴上硬胶层再人工滚压;涂胶浆再贴一层覆胶帘子布;再涂胶浆贴上面胶,人工滚压结实;以上完成电梯扶手成型的第一阶段:各种组成部件的定位、贴合和滚压。
将桌面上贴合好的扶手坯带翻身,使不覆胶的滑动层面向上,进行成型的第二阶段操作。在坯带中心铺一条厚8 mm宽56 mm的熟橡胶芯带(这是电梯扶手成型的辅助工件,尺寸根据成品规格不同分几种),然后手工将扶手坯带两侧向橡胶芯带中线翻折,并用钉书钉将侧料钉在橡胶芯带上定型,完成电梯扶手正包操作;最后人工将两侧尼龙滑动层的末端翻出,涂胶浆后贴合在面胶外面并滚压牢靠,完成电梯扶手成型的反包操作。以上操作全部人工完成,为了让各层半制品结合牢固,层间涂用大量胶浆(见图3)。
在电梯扶手坯带硫化之前要进行接头。接头操作也在成型车间的平台上进行。先将坯带上定型用的书钉拨掉,抽掉橡胶芯带,再将扶手带两端平放在桌上,剥离出覆胶钢丝抗拉层。钢丝抗拉层由18股覆胶钢丝组成,端头事先依次分成三股,每股6根钢丝,每股与相邻股长度差100 mm,形成阶梯状,接头时正好首尾相联并接,涂上胶浆,将上下的覆胶锦纶布层、尼龙滑动层、硬胶、覆胶帘子布层、面胶分别切割、接头,滚压好,再将坯带两侧正包、反包处理好,使电梯扶手带形成环形半制品,送到硫化车间进行硫化。

图3 电梯扶手涂胶浆等工序现场
硫化车间的主要设备是颚式平板硫化机。电梯扶手制造厂使用的双颚式油压平板硫化机有长2 m和长4 m两种,为了防止油缸漏油渗油,现在的硫化机都下置液压缸。硫化机左右两侧的平板上各安置2付电梯扶手带模具,模具由上模、下模和芯模组成;硫化机平板加热方式有蒸汽、热油、电热三种,采用电热的居多。电梯扶手硫化机的辅机有扶手带牵引装置和扶手坯带油压张紧装置组成,牵引装置负责将硫化好的电梯扶手带向前牵引,使后续坯料进入模具;当平板硫化机上模下压时,模具两端的坯带张紧装置在油缸的作用下夹紧坯带并向两边拉伸模具中的扶手坯带,使扶手坯带绷紧绷直。当一个硫化周期结束时,硫化机上平板上升,使上模脱离扶手带,扶手带芯模上顶使电梯扶手带成品脱离下模,此时模具两端的张紧装置松开并回至原位,牵引装置夹持电梯扶手带前行一段距离,使后面的扶手带坯料进入模具后,开始第二个硫化周期;如此周而覆始,直到整个环形电梯扶手带全部硫化结束。电梯扶手带的熟料成品与后续的生坯重叠200 mm以确保硫化质量。2 m双颚式平板硫化机4付模具,一个硫化周期生产8 m电梯扶手带;4 m双颚式平板硫化机4付模具,一个硫化周期生产16 m电梯扶手带。
电梯扶手产业是一个劳动力密集型产业,它的劳动力主要集中于半制品准备和扶手成型两个工序,尤其以扶手成型全手工操作为甚。扶手成型工基本是女工,实行计件制生产,定额每天一人生产200 m,多劳多得,在订单多交货紧的时候,女工们一天工作有时长达13~14 h,十分辛苦;扶手成型全靠胶浆,整个车间里充满着浓重的汽油味,不利于健康,潜藏着火灾隐患。近年来电梯扶手带的产量逐年上升,但用工的成本不断上涨,而且长三角地区、珠三角地区的用工荒频频发生,招工难对于电梯扶手生产企业是个相当头疼的事情,为此,电梯扶手生产厂对机械化生产的要求越来越迫切,尤其对用工最多,全手工操作的扶手成型工序实行自动化生产的呼声最高。这几年有一些橡胶机械制造企业对电梯扶手成型的机械化生产进行了探索,并取得了阶段性的成果,象北京博安佳创科技有限公司等单位,成功开发设计了电梯扶手自动成型生产线,在上海一家电梯扶手生产厂里,实现了扶手坯料各部件的导开、贴合、滚压、正包与反包的自动操作,形成了电梯扶手成型的自动生产线(见图4)。

图4 电梯扶手成型自动生产线
电梯扶手自动成型生产线的设计原理是将手工成型时的辅助器材——橡胶芯带形成环形(人工成型所用的橡胶芯带为纯橡胶制品,自动成型生产线所用的橡胶芯带中间有钢丝带束层),象电梯扶手一样,来去往返循环使用,形成一个流动的扶手成型工作面。在橡胶芯带上方依次设置了滑动层、钢丝抗拉层等5座导开站。(有些部件进行事先复合,形成复合部件,比如单面覆胶尼龙滑动层与双面覆胶的锦纶布进行预覆合)各部件依次在活动的橡胶芯带上自动导开、贴合、滚压、正包、反包,最后与芯带脱离,牵引到卷取站卷取;或者根据工艺需要,扶手坯带从滚道上前行到操作平台,进行接头。(电梯扶手自动成型生产线没有接头功能,扶手坯带的接头仍需人工操作完成)
电梯扶手带自动成型生产线全长约18 m。由以下部件组成(见图5):
自右到左分为:
①芯带张紧装置;②滑动层复合件导开站;③钢丝带抗拉层导开站;④硬胶复合件导开站;⑤覆胶帘子布导开站;⑥面胶导开站;⑦扶手带剥离站(芯带驱动装置);⑧扶手带牵引站;⑨扶手带卷取装置;⑩气控系统;⑩电控系统。
(1)芯带张紧装置
环形芯带为本生产线前后贯通的主要部件。它由芯带驱动装置提供动力,由芯带张紧装置张紧,使它能在驱动轮与张紧轮之间往返循环。它在经过5座导开站时,依次序将扶手带的各种物料结合在一起,并由压辊等辅助装置将扶手带成型。
芯带张紧装置的作用是张紧芯带,使芯带与驱动轮、张紧轮之间产生足够的磨擦力,使芯带能带动各种物料前行,并在此过程中承受压辊等装置的作用。
芯带张紧装置由张紧轮、摇臂机构、张紧气缸、机架等组成。
(2)滑动层复合件导开站
滑动层复合件导开站的作用是将滑动层与下锦纶布复合件精准地导开,对中后附贴在芯带上,经过侧压滚轮组滚压,将滑动层两边下翻,卷贴在芯带四周,最后由缠线器将棉线缠绕在滑动层复合件上,使它与芯带固定,随芯带一起前行。
滑动层复合件导开站由带阻尼器的大卷方轴、过渡辊、牵引装置、贮布装置、导向装置、定位压辊、卷包侧压辊组、缠线装置、机架等部份组成。
(3)钢丝带抗拉层导开站
钢丝带抗拉层导开站的作用是将钢丝带料卷精准地导开;塑料纸剥离并卷取;将钢丝带对中后贴合在下锦纶布上,并用压辊将钢丝带压实。钢丝带随芯带上的滑动层复合件一起前行。
钢丝带抗拉层导开站由带阻尼器的大卷方轴、塑料纸剥离辊组、牵引装置、贮布装置、导向装置、定位压辊、压实压辊、机架等部份组成。
(4)硬胶层复合件导开站
硬胶层复合件导开站的作用是将硬胶层与上锦纶布复合件精准地导开;对中后贴合在钢丝带上,并用压辊将上锦纶布压实;用“U”形压辊将硬胶复合件两侧下翻,然后揑合装置将硬胶层两侧正包,形成“Ω”形坯带。“Ω”形坯带随芯带一起前行。
硬胶层复合件导开站由带阻尼器的大卷方轴、过渡辊、牵引装置、贮布装置、导向装置、定位压辊、“U”形压辊、烘箱、揑合装置、机架等部份组成。
(5)覆胶帘子布导开站
覆胶帘子布导开站的作用是将90°帘子布料卷精准地导开;对中后贴合在硬胶上,覆胶帘子布随芯带上的物料一起前行。
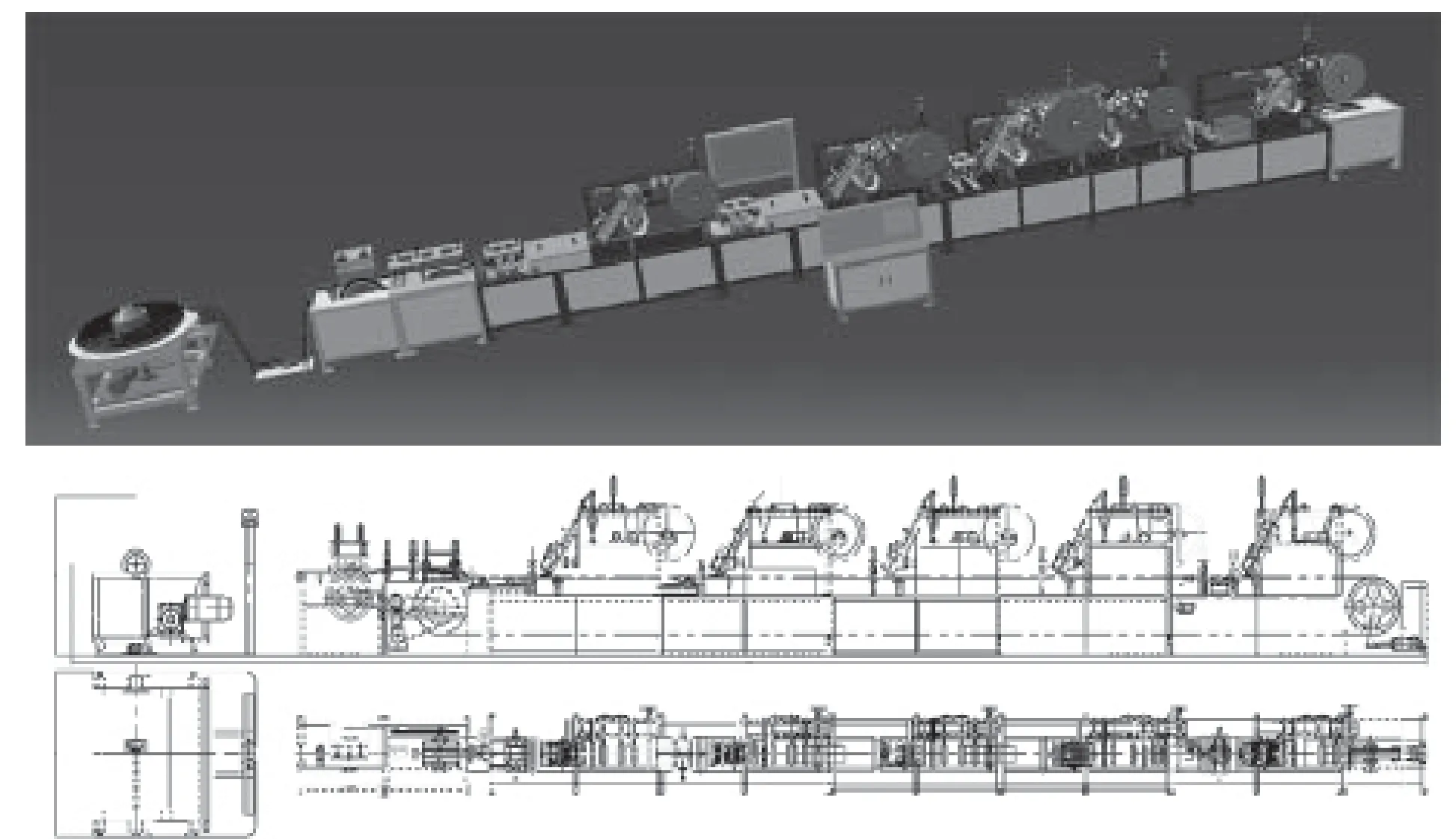
图5 电梯扶手带成型生产线简图
覆胶帘子布导开站由带阻尼器的大卷方轴、过渡辊、牵引装置、贮布装置、导向装置、定位压辊、压实压辊、机架等部份组成。
(6)面胶导开站
面胶导开站的作用是将面胶料卷精准地导开;对中后贴合在90°帘布层上,用“U”形压辊将面胶两侧下翻,然后揑合装置将面胶两侧正包,形成“Ω”形扶手坯带。“Ω”形扶手坯带随芯带一起前行。
面胶导开站由带阻尼器的大卷方轴、过渡辊、牵引装置、贮布装置、导向装置、定位压辊、“U”形压辊、烘箱、揑合装置、机架等部份组成。
(7)扶手带剥离站(芯带驱动装置)
扶手带剥离站的作用有两个:本站下方的芯带驱动装置为芯带提供动力。由芯带张紧装置处出来的芯带,由本站的驱动轮牵引向前,在扶手“Ω”形坯带脱离后,芯带前行到驱动轮。至此,芯带从驱动轮上方转向下方,返向芯带张紧轮运动。本站上方的剖线扩张装置将固定在芯带上的棉线剖断,并将扶手“Ω”形坯带的下部扩开,为坯带与芯带脱离作准备。当扩开的坯带前进到贴住芯带上平面的导向棒时,在转向轮的协助下,坯带与芯带脱离,芯带继续前行到驱动轮;扶手坯带则沿导向棒向斜上方前进。脱离芯带时,扶手坯带滑动层的两端被拖出,垂直向下,在两侧反包压轮的作用下,滑动层两端反包贴合在扶手坯带的端部。
扶手带剥离站由以下部件组成:交流变频电机、摆线针轮减速器、驱动轮、剖线扩张装置、转向轮、导向装置、反包压轮组合、整形压辊、机架。
(8)扶手带牵引站
扶手带牵引站的作用是为脱离芯带后的扶手坯带提供前行的动力。
扶手带牵引站由以下部件组成:交流变频电机、摆线针轮减速器、牵引轮、压轮组、机架。
(9)扶手带卷取装置
扶手带卷取装置的作用是将成型好的扶手坯带卷绕在贮存盘或工字轮上,供以后扶手带接头、硫化工序使用。扶手卷取装置有平面卷取和坚直卷取两种方式。
扶手带卷取装置由导向支架、交流变频电机、摆线针轮减速器、卷取装置、贮存盘等组成。
扶手带成型后不卷取,直接经辊道自动输送到工作台,根据工艺要求进行定长、切断,然后进行接头,也是一种生产工艺选择。
(10)气控系统
本生产线的气控系统由芯带张紧装置大气缸、5座导开站的定位压辊气缸、压实压辊气缸、卷包侧压辊组气缸、“U”压辊气缸、揑合装置气缸、转向轮气缸、整形压辊气缸及气压调压器、调速阀等辅件组成。
气控系统气压:0.6 MPa;
气控系统耗气量:1 m³/h。
(11)电控系统
生产线的电控系统由电气柜、操作台、加热电控箱、安全报警系统等组成。
设备芯带驱动电机、扶手带牵引电机、卷取装置电机为三相交流变频电机,具有调速功能。缠线器具有独立调速功能。
硬胶覆合件导开站、面胶导开站的烘箱由加热电控系统实行调温控制。在生产线停止运行时,烘箱不加热。
5座导开站的安全报警系统,在断料停车、物料用尽时进行报警。
生产线的线速度:0.5~10 m/min(可调);
烘箱温度:25~120 ℃(可调);
生产线耗电功率:12 kW。
传统的电梯扶手人工成型有很多不如人意的地方:人工操作的劳动强度高,生产效率低;成型质量不能长期稳定。人工操作时,必须使用胶浆、书钉等辅助材料,生产成本比电梯扶手自动成型生产线高;人工操作过程中胶浆中的汽油不断挥发,生产存在安全隐患和环境污染。
电梯扶手带自动成型生产线连续生产,成型质量稳定可靠,生产效率高。自动成型生产线的设计生产速度为0.5~10 m/min,目前生产线的实际生产速度为4~5 m/min,一小时成型240~300 m。扣除备料、扶手坯带接头等因素,可以认为成型自动生产线一小时的工作量相当于一个操作工一天的生产量200 m。如果一天生产线开动8 h,一条成型自动生产线的产量相当于8个操作工的生产量。现在自动生产线由2名工人操作,考虑到有些电梯扶手订货的特殊性,还要保留部份人工成型等因素,一条电梯扶手自动生产线可以减少4~5名操作工是没有问题的。扶手自动成型流水线生产过程中不用胶浆、书钉等辅助用品,降低了生产成本;更重要的是不用汽油胶浆,消除了安全隐患;改善了生产环境。电梯扶手生产企业一经采用扶手自动成型设备,便能减少用工,降低生产成本,企业综合效益可以大幅度地提升。
经过近年的努力,我们北京博安佳创科技有限公司在电梯扶手自动成型生产线的设计开发上取得了一定成果,向国家专利局申报了实用新型技术专利。我们有志于进一步地完善扶手自动成型生产线的技术,比如在自动成型生产线上实现硬胶层、面胶层的在线挤出和热贴合;实现在线钢丝抗拉层的自动定长与切割;在线完成电梯扶手坯带的自动接头等等。
电梯扶手行业生产实现机械化、自动化的路程还很长,在炼胶、半制品准备、成型和硫化等生产环节中要做的工作很多,我们愿意与电梯扶手生产企业合作,为该行业实现智能化生产,提高产品质量,提高企业效益而努力。
Automation production of elevator rails molding
(R-01)
Automation production of elevator rails molding
Tang Guozheng,Ma Anxin
(Beijing Boan Innovation Technology Co., LTD., Beijing 100085)
Key words:elevator; armrest; rubber; molding; curing; rubber surface; let off
Abstract:The elevator handrail belt belongs to the rubber products, and its molding is manual operation for a long time.This paper described the new development of the handrail with automatic molding equipment, greatly improving the productivity.
中图分类号:TQ330.46
文章编号:1009-797X(2016)13-0049-06
文献标识码:B
DOI:10.13520/j.cnki.rpte.2016.13.010
作者简介:唐国政(1947-),男,高级工程师,1976年毕业于华南理工大学有机化工系橡胶制品专业,曾供职于上海轮胎橡胶(集团)股份公司、天津赛象科技股份有限公司、浙江杭廷顿公牛/富轮橡胶有限公司、萨驰机械工程(上海)有限公司,现服务于北京博安佳创科技有限公司,主要从事轮胎装备和橡胶设备的研究开发工作,已发表论文40篇,参与《橡胶机械安装维护保养和检修》,《橡胶工业手册(第3版)橡胶机械》相关内容的编撰。
收稿日期:2016-01-25
