天铁精轧过程模型优化
2016-07-07王文举天津天铁冶金集团热轧板有限公司河北涉县056404
王文举(天津天铁冶金集团热轧板有限公司,河北涉县056404)
天铁精轧过程模型优化
王文举
(天津天铁冶金集团热轧板有限公司,河北涉县056404)
[摘要]介绍了天铁精轧过程模型的数据流向、精轧规程多次计算的特点及轧制规程的计算步骤。通过优化数据库,在跟踪程序中对精轧计算模型的输入数据进行调整,实现了精轧过程模型的优化,保证了带钢产品的质量。
[关键词]精轧;模型;轧钢过程模型;优化
1 引言
天铁热轧自2007年7月底投产至今,已能够顺利生产出多个钢种大部分规格的钢卷,产品各项考核的质量指标命中率均保持在较高的水平,其中VAI轧钢过程模型发挥了十分重要的作用。
过程模型整个系统的硬件使用的是2台冗错服务器,每台冗错服务器使用两套相同的硬件系统同时在线,一主用一备用,当其中主用的某个硬件出现问题后能够最快切换到备用,这样就能够保证服务器长时间稳定运行。其中一台冗错服务器上安装了ORACLE 9i数据库系统,过程模型会读取数据库中的轧制策略表来计算轧制规程,最终的设定结果也要写入设定表中,供操作画面读取。
这套轧钢过程模型的具体应用程序分别安装在2台服务器上,共计31个。按其作用可分为3类:第一类是用于通讯,负责过程模型与外部通讯;第二类用于粗轧、精轧、层流等不同区域的过程跟踪,它们是模型数据和外部数据的中转站;第三类是各区域的计算模型和子模型程序,这些程序负责计算具体的轧制规程数据。以一块板坯为例,当从加热炉中加热完毕最终出炉后,这块钢坯的温度和实时位置等信息将由现场的检测元件通过基础自动化设备(TCS和TDC)发送电文到过程模型,这时通讯程序会把这些数据分区域发送到各自区域的过程跟踪程序,各区域的过程跟踪程序会在一些特殊的位置触发区域计算模型,使用最新的实时数据进行规程设定计算,并将计算完成的轧制规程设定数据发送到通讯程序,最终通讯程序将这些数据传输回基础自动化设备指导轧钢。
2 精轧过程模型说明
2.1精轧过程模型数据流向
如图1所示,精轧过程模型包括7个子程序,由FMOAppl程序统一管理,它负责接收、处理和分派相应的子程序来进行计算请求和自学习请求。其中,FMOSUPCalc(精轧预计算程序)用于钢卷的装钢计算和出钢计算,FMOSUCalc(精轧计算程序)用于钢卷分别到达粗轧末道次和飞剪时的计算,FMOAda(精轧自学习程序)用于穿带自适应计算、加速重计算和模型的自学习。精轧两个计算程序还要将实时的轧制数据传送至TCW和PRF两个子模块,其中TCW子程序用于计算轧辊的磨损和热凸度,PRF子程序用于计算轧辊和带钢的凸度和平直度,在每次换辊后,FMORollChange子程序会将新的轧辊数据反馈给TCW和PRF。

图1 精轧过程模型数据流向图
2.2精轧规程多次计算的不同特点
以一块板坯为例,从加热炉装钢一直到离开精轧机组,精轧过程模型会计算4次规程:装钢计算、出钢计算、粗轧末道次计算和飞剪前计算。前两次由FMOSUPCalc(精轧预计算程序)计算,后两次由FMOSUCalc(精轧计算程序)负责,这几次计算的主要区别在于中间坯温度值选取的不同。在板坯装炉和出炉两个时刻,预计算程序中使用的中间坯温度值是一个固定的经验值,所以这两次计算的结果都不是很准确,很可能与现场的实际情况有不小的出入。而当带钢进入粗轧的最后道次时,粗轧出口高温计会检测到中间坯头部温度数据,精轧过程模型将使用中间坯头部实测温度进行规程计算,此时的计算结果由于使用了实际测量值而明显优于前面的预计算结果。飞剪计算是中间坯头部到达飞剪前的热金属检测器而触发的模型计算,这次计算会有中间坯在整个带钢长度方向上的多个温度值作为依据,根据停留时间计算温降,以此来计算出最为精确的规程。
2.3轧制规程的计算步骤
准备一套精确的精轧轧制规程。这一轧制规程一定要满足两个条件:首先,不能超出一定的物理约束条件(如最大轧制力、转矩等);其次,要让精轧机组能够轧制出厚度、温度和凸度平直度等都符合目标值的带钢。每一块带钢的精轧轧制规程的计算都要经过以下几个步骤:
首先,读取数据库中的精轧轧制策略表及操作人员预先给定的强制值表。轧制策略表主要包括各个机架的负荷分配表和机架间冷却水流量表。根据负荷分配表精轧模型可以确定出各个机架的压下量和各个机架的入口、出口厚度。
然后计算各机架的速度,其主要思想是把最末机架F7的出口速度看作关于入口机架F1穿带速度v1的函数。根据穿带速度v1的最大值和最小值两个极限,计算对应的出口温度的最大值和最小值。如果带钢的终轧目标温度在二者之间,必能找到一个合适的速度v1使得带钢头部出口温度满足目标温度,否则,需要调整机架间冷却水的开关方案。
第三步是计算加速度。用上面得到的v1计算带钢尾部出口温度。如果是匀速轧制,此出口温度一定低于目标温度,为了保证几百米长的带钢头尾温度能够趋于一致,必须计算出一个合适的加速度,以使尾部出口温度能够达到目标温度,这就是升速计算。在实际生产中,这个加速度计算每6 s进行一次,精轧过程模型使用精轧出口高温计的实时读数不断修正加速度,有力地保证了终轧温度的高命中率。
第四步是计算各机架的具体设定,包括轧制力、转矩,由于轧钢形变引起的温度变化等。
最后是板形计算。此时精轧过程模型会调用外部的热凸度磨损模型和板形控制(凸度平直度)模型的计算结果,再根据操作画面上选定的不同串辊方式计算出串辊量和弯辊力。至此精轧轧制规程计算完毕。
3 精轧过程模型的调优
天铁热轧过程模型的各项功能在调试完毕后,外方仅提供了负责模型各区域跟踪的程序代码,最核心的轧钢计算模型代码则没有提供,不可避免地给后期工艺参数的调整优化工作带来了一些麻烦。不能修改模型的源代码,还要完成轧钢工艺的各项要求,只能在模型的外围找出解决方法。调优的途径主要有两条:一是数据库的优化;二是在跟踪程序中对精轧计算模型的输入数据进行一些调整,最终达到优化模型的目的。
3.1数据库优化
精轧模型规程计算要使用到数据库中的几个策略表,每个策略表开始时仅有一套初始数据,这一套数据无法满足同钢种多个规格甚至多个钢种多个规格的轧制需要,数据库的优化工作势在必行。以机架负荷分配表为例,在轧制一定数量的钢卷后,工艺人员会根据实际生产状况对这套初始数据进行调整完善,以达到稳定轧制。这时如果更换钢种或规格轧制,肯定要重新对这些数据进行调整,这样会丢失之前的数据。因此在这个负荷分配表中,可以添加多套数据,以应对不同钢种不同规格的轧制。这样在实际生产中,不同规格的轧制数据可以实时调整而不互相干涉。
3.2程序调整
带钢厚度曲线、终轧温度曲线和日志见图2。
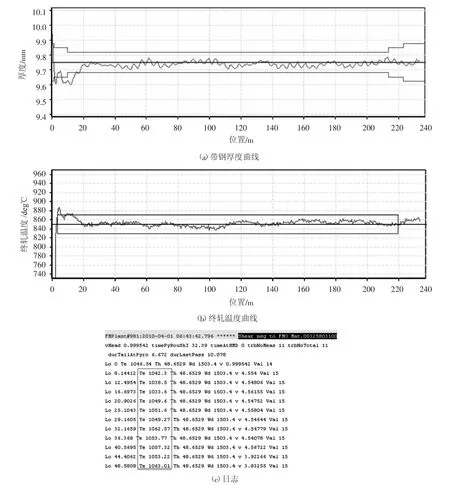
图2 带钢厚度曲线、终轧温度曲线和日志
在轧制中等厚度规格和薄规格带钢时,各项指标正常。但是在轧制较厚规格带钢时,出现了一些问题,精轧模型设定的轧制力超过了实际的轧制力,有时F1轧制力甚至偏差400 t左右,设定偏大的轧制力使得F1预摆辊缝偏小,最终造成带钢头部20 m左右经常出现偏薄的现象,越厚的带钢,头部偏薄的趋势越明显。
图2(a)、(b)为同一块带钢精轧出口厚度和温度的曲线,可以明显看出带钢的头部20 m以内终轧温度偏高,而厚度偏薄,以此反推中间坯头部的温度也应该比其他部位温度偏高。但在图2(c)的精轧过程跟踪程序日志中发现了与此相矛盾的情况。图2(c)是同一带钢的为飞剪计算准备的实际数据,图中选中的区域显示了该带钢的不同位置的温度值,可以看到头部的温度值不是最高的,这是由于温度测量等其他原因造成的,由此决定对头部的温度数据进行修正补偿。程序修改以后,厚规格轧制时带钢头部厚度命中率有了明显的好转,随后几个月里还对这个补偿值进行了多次修改,一直使用至今。
4 结束语
轧钢过程模型能否稳定高效地运行,对带钢产品质量的好坏起到十分重要的作用。天铁热轧投产以来,整体上各项指标都圆满完成,要保证产品的质量,就要求技术人员不断挖掘潜力完善工艺,针对生产过程中出现的问题找出原因并解决问题。
Optimization of Tiantie Finish Rolling Process Model
WANG Wen-ju
(Hot Rolling Plate Mill,Tianjin Tiantie Metallurgy Group Co.,Ltd.,She County,Heibei Province,China 056404)
AbstractThe paper introduces the data flow direction of Tiantie finish rolling process model,the characteristics of multiple calculations for finish rolling process and calculation steps for rolling process. The input data for calculating finish rolling model were adjusted by the optimization of data base in tracking program. Finish rolling process model was optimized. The quality of steel strip was guaranteed.
Key wordsfinish rolling;model;rolling process model;optimization
doi:10.3969/j.issn.1006-110X.2016.03.012
收稿日期:2016- 02- 08修回日期:2016- 02- 25
作者简介:王文举(1982—),男,本科,工程师,主要从事轧钢过程模型维护工作。