消失模铸造负压砂箱的设计和制造
2016-07-07李庆丰天津天铁冶金集团有限公司机械装修部河北涉县056404
李庆丰(天津天铁冶金集团有限公司机械装修部,河北涉县056404)
消失模铸造负压砂箱的设计和制造
李庆丰
(天津天铁冶金集团有限公司机械装修部,河北涉县056404)
[摘要]为满足消失模铸造生产需求,设计了一种消失模铸造砂箱,砂箱制作完成后,各项尺寸精度符合技术要求,箱体透气性好,抽气室密封性好,提高了铸件的产量和质量,能够满足使用要求,取得了较高的经济效益。
[关键词]负压;消失模;吃砂量;抽气室
1 引言
天铁集团机械装修部承担天铁集团2台400 m2烧结机蓖条和隔热垫的制作加工任务,蓖条每年需求量在5~7万根,隔热垫年需求量在2~3万件。原有人工粘土砂造型的铸造工艺,工人劳动强度大,生产效率低,产品质量合格率低,无法保证上述两种备件保质保量的供应。采用消失模铸造,不仅能提高生产效率,产品质量,而且大大降低了工人的劳动强度。消失模铸造专用砂箱在消失模铸造过程起着非常重要的作用,砂箱的设计是否合理,制作的质量好坏,对获得优质铸件,提高生产效率,减轻劳动强度有很大的影响。消失模铸造专用砂箱一般由砂箱箱体和抽气室组成。砂箱箱体有圆形箱体和方形箱体,材质可以采用普通铸铁、球墨铸铁及普通钢板焊接。抽气室根据结构特点可以分为底抽式、侧抽式、双层式。结合铸件实际生产情况,以中小型铸件为主,考虑砂箱日常维护方便及具有一定的通用性,此次设计的消失模铸造砂箱采用普通钢板焊接方形箱体结构。
2 消失模铸造砂箱的设计原则及技术要求
2.1设计原则
中小型铸件的几何尺寸和质量较小,形状也较为简单,采用5面负压1面填砂结构的单个砂箱即可满足生产工艺需求。砂箱尺寸的大小依据铸件的几何尺寸及重量,浇注系统的结构,吃砂量多少确定。砂箱整体结构要求具有一定的承载强度,加强筋板布置合理,减少砂箱因高温造成的结构变形。砂箱的抽气室设计合理,保证砂箱在负压状态下,砂箱内部真空整体梯度上均衡。砂箱设计结合实际生产情况,要求砂箱具有一定的通用性,减少砂箱数量,降低生产成本,易于维护检修。
2.2技术要求
砂箱箱体焊缝连续均匀,焊缝高度不低于焊接钢板厚度,不允许有气孔、夹渣和漏气现象。通气孔在安装不锈钢筛网时,需在侧板上涂抹密封胶,并加装石棉垫或者石墨盘根,用护筛板固定,保证安装后通气孔不漏沙、漏气。抽气室焊接过程中,槽钢、方管与钢板间焊缝,必须全部贯通,确保抽气管路内气流通畅,无漏气现象。砂箱主体焊接完成后,安装筛网之前,需经退火处理,减少焊接内应力,防止砂箱使用中变形量过大。
3 消失模铸造砂箱的设计和制造
3.1砂箱箱体的设计和制造
3.1.1砂箱箱体的材料选用和结构组成
根据实际生产情况,大批量生产的铸件几何尺寸和重量较小,适于采用多列多层结构。为避免因砂箱尺寸偏大造成吃砂量过大,按照目前高铬篦条的生产方案,铸件排列结构采用双列多层排列,层数的多少依据铸件尺寸规格而定。为节约制造成本、时间,方便日常维护,此次制作的砂箱采用普通钢板焊接方形结构。砂箱箱体材质选用普通钢板Q235,厚度6 mm。
3.1.2砂箱吃砂量大小
吃砂量是砂箱尺寸确定的重要因素。吃砂量是指从砂箱内壁到铸型的型砂厚度以及从砂箱上面或下面到铸型型腔的型砂厚度。消失模铸造砂箱吃砂量过小,易造成箱壁粘砂,甚至烧损砂箱;吃砂量过大,易造成材料浪费,降低生产效率。依据车间产品特点,其中台车篦条最具有代表性,因此砂箱吃砂量的选取以铸造蓖条为基准。根据篦条尺寸及浇注系统结构,确定砂箱底面吃砂量为150~200 mm,四周吃砂量为80~100 mm,上部吃砂量为75~150 mm。计算砂箱箱体尺寸时取吃砂量的上限。
3.1.3砂箱箱体尺寸
砂箱箱体尺寸计算也以铸造台车篦条为基准,篦条长度为492 mm,高度为120 mm。篦条白模双列分布,砂箱箱体宽度方向尺寸取1 200 mm,砂箱箱体采用正方形,长度方向也取值1 200 mm。高度方向篦条白模4层排列,取值1 100 mm。砂箱设计见图1。
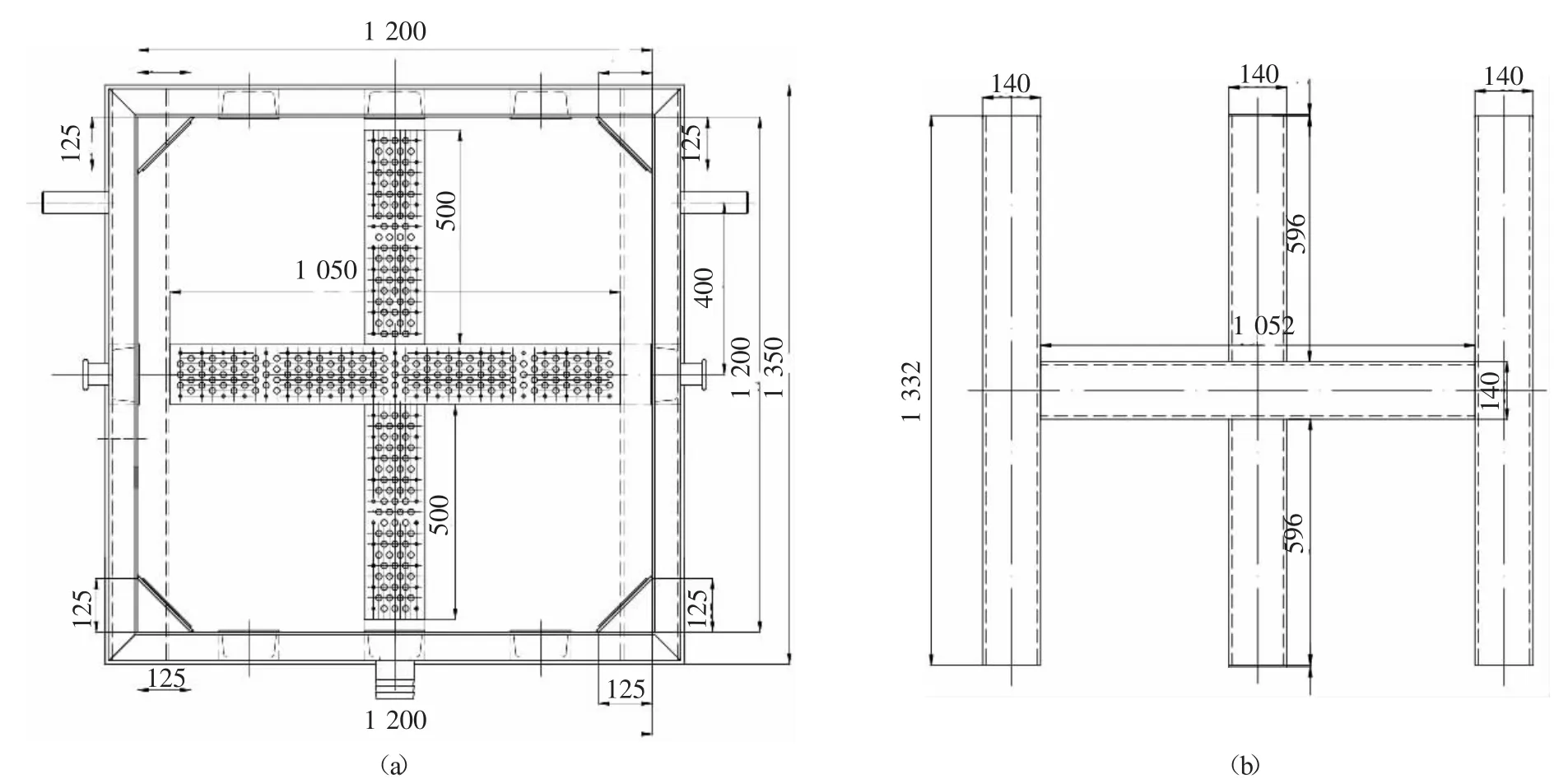
图1 砂箱箱体示意图
3.2抽气室的设计和制造
3.2.1抽气室的结构
抽气室的结构合理,能使铸件在砂箱内抽真空时达成最合理的负压场使浇注的铸件成型良好,减少铸造缺陷。抽气室结构可分为3种结构,底抽式、侧抽式和双层式。底抽式砂箱结构简单,制造容易,维修方便,但真空度分布沿高度方向有一定梯度,底部真空度高,上部真空度低。侧抽式砂箱的抽气室在砂箱侧壁,其内部真空度沿横向有一定的真空梯度。双层式真空砂箱兼有以上两种方式的抽气方式,能保证砂箱内部真空分布均匀。结合实际铸件的生产特点,此次设计的砂箱抽气室采用双层式结构。底部采用十字形通气孔,每个侧板中间部位开通气孔,箱体的四角也设置通气孔,以保证箱体内真空分布均匀。
3.2.2抽气室的材料选用
抽气室的主要通气管路采用140 mm槽钢,主要用于底部和四周侧板;顶部采用60 mm×60 mm× 4 mm的方管作为通气管路。砂箱箱体上通气孔位置,钻Φ14 mm的孔,均匀分布,中间用100目和20目的不锈钢筛网,以隔离铸沙,防止进入抽气室;筛网外侧用护筛板固定。
3.3真空管接头
在砂箱的一个侧面,设计主副2个真空管接头,其中副接头作为备用。真空管接头尺寸为Φ89 mm,一端加工成倒刺,见图2。
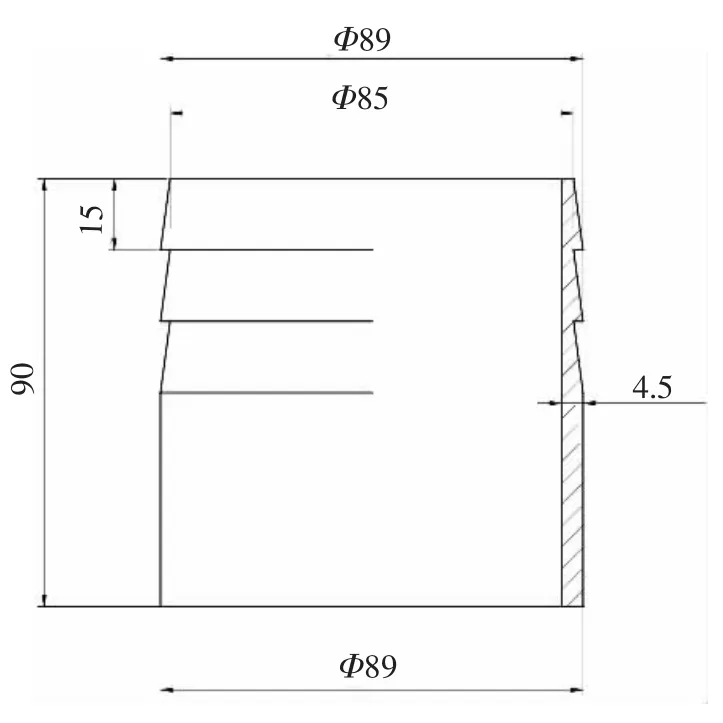
图2 真空管接头
3.4吊装轴
铸造砂箱不仅是铸造模型成型工具,也是运输工具,所以砂箱上必须设有方便运输的吊装卡具,便于生产过程中砂箱的吊运、码放。在砂箱箱体没有安装真空管接头的另两侧板上,中心位置设计吊装轴2个,用于砂箱的吊装运输。为保证吊装轴结实耐用,吊装轴贯穿抽气室管路,双面焊接。要求在焊接过程中,确保焊缝无缺陷,保证抽气室管路气密性完好,见图3。
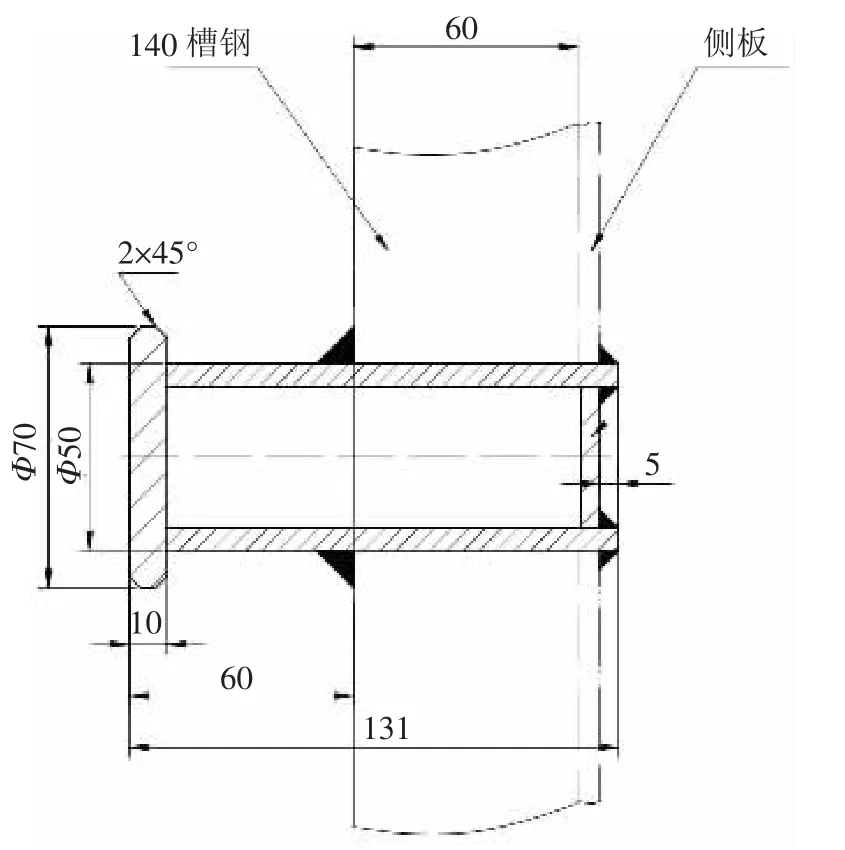
图3 吊装轴
3.5翻箱轴
在浇注完成后,砂箱需要翻转,便于落砂及清理成型铸件。在吊装轴的下方设计翻箱轴,用于砂箱的翻转。为保证翻箱轴的结实耐用,翻箱轴贯穿抽气室管路,双面焊接。要求在焊接过程中,确保焊缝无缺陷,保证抽气室管路的气密性完好,见图4。

图4 翻箱轴
4 砂箱质量检验
砂箱制作完成后,检验各项尺寸精度符合技术要求,然后重点检测砂箱的抽气室密封性是否良好。消失模铸造用砂箱箱体要求透气性要好,抽气室要求密封性要好,负压砂箱应在0.1 MPa负压下3 min不漏气。检测方法,砂箱装满型砂,上部用塑料薄膜覆盖,再用型砂覆盖;外部抽气室管路也用塑料薄膜覆盖,开始抽负压,观察外部覆盖的塑料薄膜是否有吸附到管路现象,如果有则说明该处存在漏气,需要处理。若无吸附,观察负压保持时间是否符合要求。砂箱气密性检查后,砂箱方可投入生产使用。
5 结束语
消失模铸造负压砂箱试制1件后,投入生产,经过试制蓖条、隔热垫等铸件,铸件的成型较好,未发生塌箱、浇不足、气孔等铸造缺陷,满足消失模铸造使用要求。后续制作砂箱10套,满足现场砂箱周转,同时也保证了铸件的及时供应,创造了可观的经济效益。
参考文献
[1]韩晓峰.铸造生产与工艺工装设计[M].湖南.中南大学出版社,2010:45- 86.
[2]中国机械工程学会铸造分会.铸造手册[M].北京:机械工业出版社,2003:450- 455.
[3]韩秋实,王红军.机械制造技术基础[M].北京:机械工业出版社,2010:162- 193.
Design and Fabrication of Negative Pressure Sand Box for Lost Foam Casting
LI Qing-feng
(Mechanical Installation and Maintenance Department of Tianjin Tiantie Metallurgy Group Co.,Ltd.,She County,Heibei Province,China 056404)
AbstractA kind of sand box for lost foam casting was designed to meet production requirement. At completion all dimensions and precision of the sand box comply with technical requirement. The sand box shows good permeability at box and good leakproofness at suction chamber. The yeild and quality of casting were improved. The operation requirement was fulfilled and high economic effect achieved.
Key wordsnegative pressure;lost foam casting;mold thickness,suction chamber
doi:10.3969/j.issn.1006-110X.2016.03.004
收稿日期:2016- 02- 06修回日期:2016- 02- 25
作者简介:李庆丰(1971—),男,工程师,主要从事技术管理工作。