改善4G1缸体机械加工性能研究
2016-07-07姜勇
姜勇
(哈尔滨东安汽车动力股份有限公司,黑龙江哈尔滨 150066)
改善4G1缸体机械加工性能研究
姜勇
(哈尔滨东安汽车动力股份有限公司,黑龙江哈尔滨 150066)
摘要:4G1缸体用于东安汽车发动机制造有限公司生产的1.3~1.6 L发动机。在4G1缸体研制开发过程中,其产品质量特别是机加性能较差,还需进一步提高。针对机加过程中关键工序刀具使用寿命,积极寻找刀具磨损原因。通过分析比较昆山(丰田)铸造工艺,不断进行相关试验,摸索出最佳熔炼工艺,使4G1缸体机加性能大大改善,满足了机加工要求。
关键词:4G1缸体;机加性能;Si/C比;铸件
稿件编号:1512- 1170
0 前言
4G1系列气缸体(包括4G13、4G18、4G15T及4G15M2等机型)属日本三菱公司1.3L~1.6L系列产品,为目前东安汽车动力股份有限公司某铸造车间主要生产件号。该产品具有20世纪国际90年代先进水平,特别是黄金排量的476Q系列市场需求更是据高不下,随着合资三菱公司的生产增量,市场竞争日益激烈,对4G1产品的品质要求不断提升,这给我们带来极大的压力,进一步提高机加合格率和改善其机械加工性能已经迫在眉睫!
1 4G1产品机械加工性能
1.1 前景展望
目前我车间生产的主导产品为4G1系列气缸体,材料为FCA101S(接近目标牌号HT250),供给东安合资三菱发动机制造公司4G1生产线,其工装、刀辅具均为进口,加工自动化程度高,高速加工。采用昆山(丰田)缸体加工,自动线能高效率生产出高品质的缸体,而采用我车间的缸体加工时,因铸件材料加工性能差,刀具使用寿命仅为昆山的40%,降低了生产效率,显著增加刀具损耗,引起了加工厂的抱怨,强烈要求改善铸件加工性能。
为此,铸造分厂组织成立238车间攻关小组,针对4G1机械加工性能改善项目开展技术攻关。攻关目标要求缸体铸件的机加工性能达到高速机加性能水平。为切实明确自身攻关任务,我们针对影响机加性能比较显著的刀具寿命与昆山作了如表1所示比较。
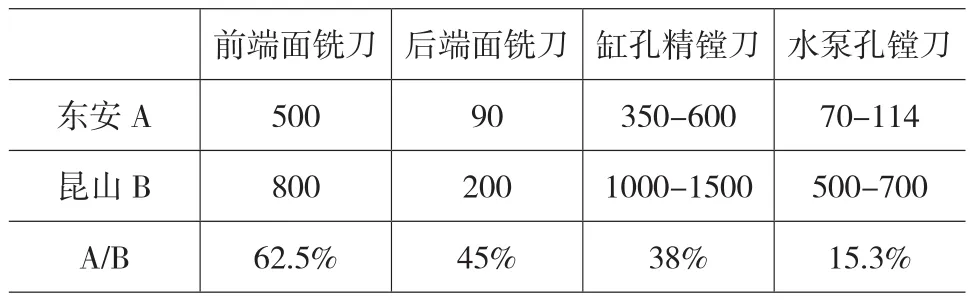
表1 东安与昆山刀具使用寿命比较
从表1数据可以看出,我们面临的任务十分严峻。因此,我们从2006年底就开始了调查研究。
2 调查与研究
为了找出与昆山缸体在性能上差距的问题所在,铸造分厂和车间组织相关人员赴昆山(丰田)铸造公司参观学习。从昆山学习回来,我们结合自身的工艺特点,同时对东安和昆山的4G1缸体在化学成分、力学性能及金相组织硬度上作了大量的比较分析和研究,找出存在的主要原因和差距。
(1)铸件材料合金元素比例不佳,易造成合金偏析,不利于机械切削。
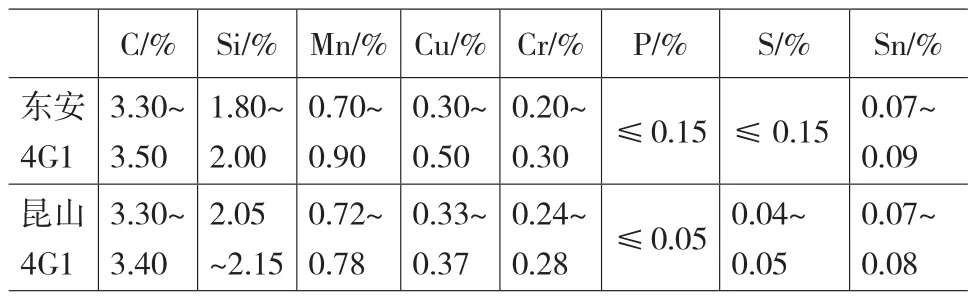
表2 东安与昆山化学成分比较
从表2数据可以看出,原始工艺存在化学成分波动范围大,特别某些白口倾向性元素Mn、Cr范围大,这样对稳定铸件组织性能极为不利,另外对有明显改善切削性能的S基本上没要求,因为灰铸铁中加入一定量的S来改善孕育效果和石墨形态[7]。
(2)孕育处理效果不好,主要是孕育剂使用不当。

表3 东安与昆山孕育剂比较
孕育处理是提高气缸体薄壁类铸件机械加工性能的重要途径,表3比较看出,昆山在75-Si的基础上加入C-Si孕育剂进行复合孕育,有明显改善孕育效果[4]。而事实证明,我们东安4G1缸体使用的复合孕育剂不满足需要。
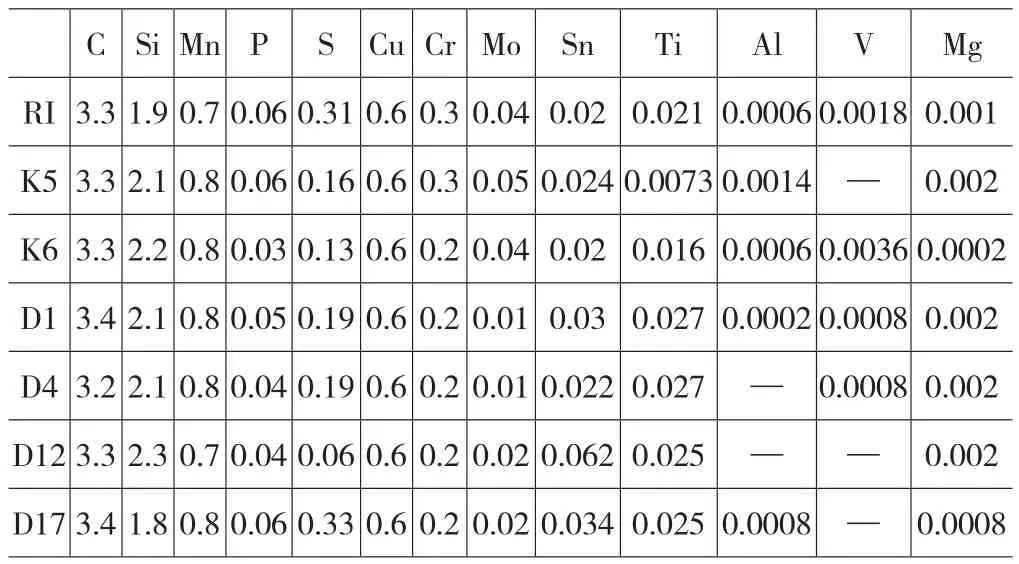
表4 日本(R1)、昆山(K5、K6)与东安(D)缸体化学成分比较
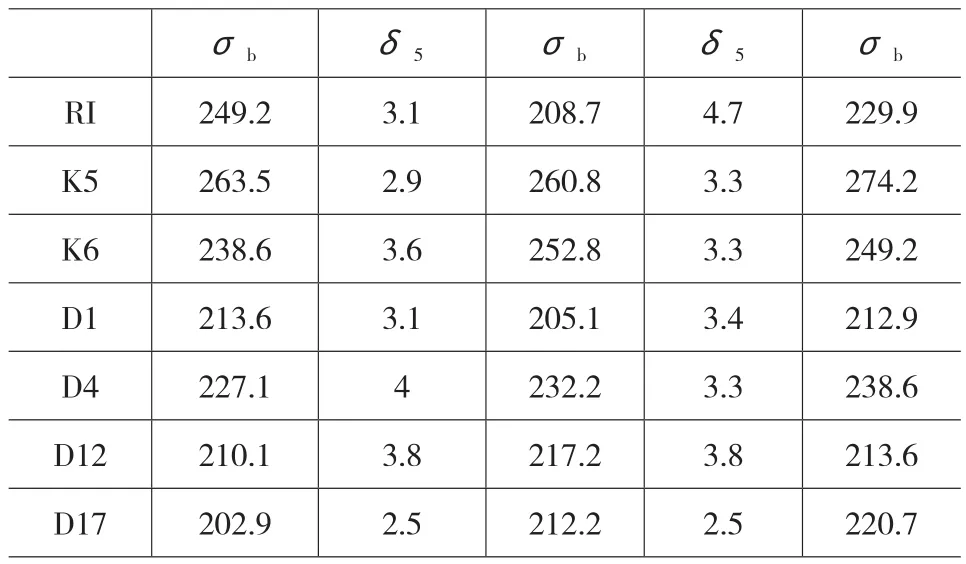
表5 日本(R1)、昆山(K5、K6)与东安(D)缸体力学性能比较
(3)金相组织及力学性能,昆山铸件不论是力学性能还是金相组织硬度上都要优于东安缸体铸件[1]。
昆山铸件化学成分上高的Si/C比和成分稳定性对其力学性能的提高和稳定有直接影响,见表4、表5。但过高的Si/C比虽然增加了强度,但也降低了加工性能[6],所以后期我们调整Si/C在0.55~0.65之间,后期经过实验验证效果比较好。
图1是东安与昆山铸件石墨形态的比较,图2是东安与昆山铸件组织形态比较。
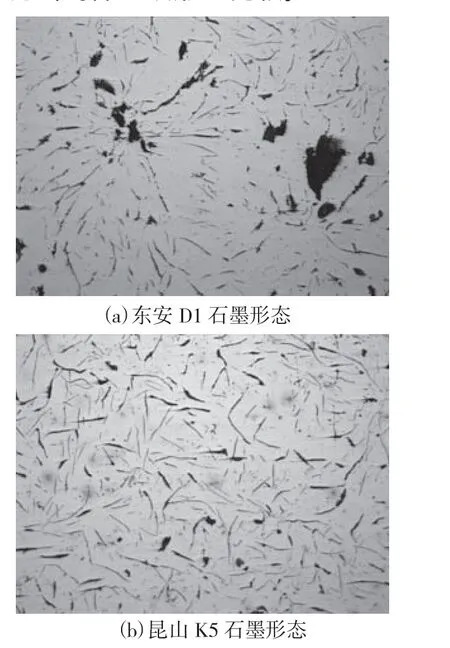
图1 东安与昆山铸件石墨形态比较

图2 东安与昆山铸件组织形态比较
3 试制工作开展
通过与昆山工艺方案及铸件组织性能进行比较后,我们从2006年12月开始到2007年6月底,通过不断改进铸造工艺,前后进行了5次综合试制,试制期间还进行了一些工艺过程及工装的改进,通过为期半年的攻关试制工作,结合车间自身特点,逐步完善形成适合车间实际的新工艺。
(1)炉前化学成分范围缩小。

表6 前后化学成分
(2)孕育剂变更。
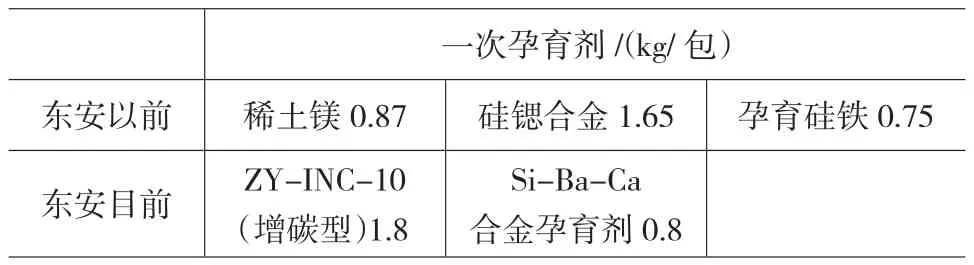
表7 前后孕育剂比较
(3)炉前持续增碳。
目前车间正常出水在11~14包次/炉,我们采用每次打水后往炉内添加增碳剂的方式,补充正常的C%烧损量(经试验分析得出正常出水下每包次间隔内C%烧损为0.01%~0.02%之间),见表8。

表8 炉前追加增碳列表
(4)加强现场过程控制:引进炉前铁液秤,控制每包铁液孕育量,稳定孕育效果;引进炉前C/Si分析仪,结合光谱仪检测炉前化学成分双保险;引进高精度无线测温枪,严格控制每包铁液的浇注温度,稳定铸件冷却度。
(5)工艺工装的改进:改进浇口杯形状及位置,提高工人可操作性,稳定浇注状态,进而稳定铸件组织形态;改进浇包口尺寸,控制其质量要求,提高浇注速度,降低铸件白口倾向。
(6)其它方面:对模具进行修理,减少其飞边毛刺和加工余量,尽量减小刀具摩擦作用力,从而减少其磨损量;砂芯局部不施涂料(如4G1端芯水泵孔不涂涂料后该处刀具使用寿命从200件/刃提高到300件/刃)。
通过上述试制改进措施,2007年第三、四试制1200件送加工缸筒珩磨统计713件/刃,是原来的1.5倍!目前4G1缸体的机加性能已得到显著改善。
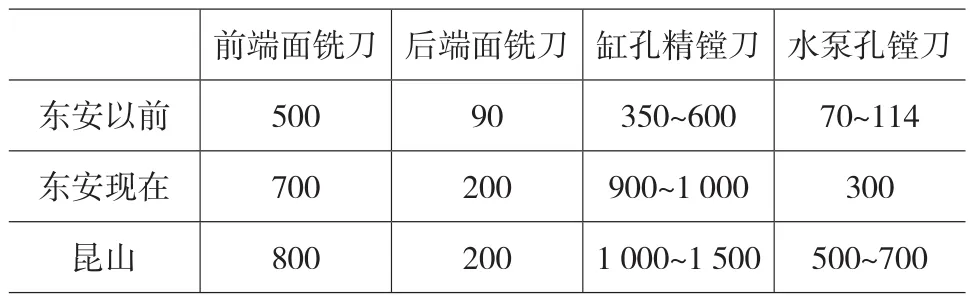
表9 改进前后刀具使用寿命比较
图3是 改进后金相组织及石墨形态。
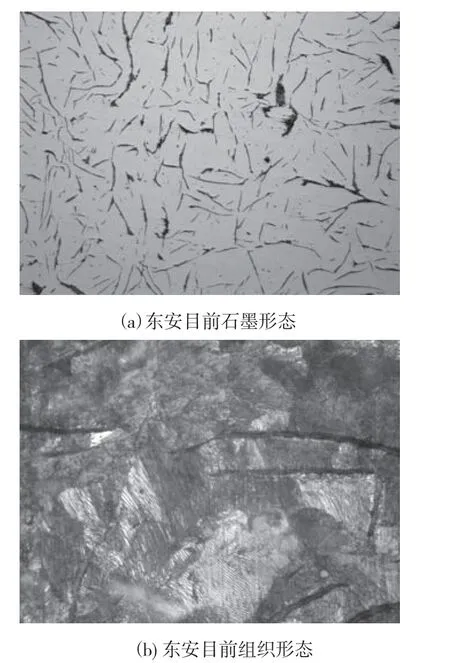
图3 改进后金相组织及石墨形态
从表11数据可以看出,4G1机加水平已基本赶上昆山,但是仍然有一定差距,我们分析主要是现场过程控制及人员质量意识还要进一步加强,另外如人、机、料、法、环中的环境、设备影响也不容忽视,所以后期要对现场的工艺更加细化,对设备、环境的变动加入到工艺控制文件中,做到现场可控。
4 综合效益
通过攻关小组及相关人员的努力,4G1系列缸体铸件机加性能得到了很大的改善,除了为车间质量形势缓解压力外,因使用新材料成本比原来节约7.06元/件(折算熔化所有投入原材料后),这样按4G1系列年产11.8万件算(内部投产),一年成本节约118 000件×7.06元/件=83.3万元。
5 结论
4G1缸体是结构复杂,尺寸精度高,冶金性能要求高的铸件。我们通过学习比较国内一流铸造厂现场工艺控制,分析其生产铸件与我们缸体组织及力学性能差异,不断自我试验及改进工艺、试制,经生产验证,效果明显,大大改善了铸件的机加性能。我们发现在保证产品技术条件下,改善缸体铸件机加性能有以下几点关键因素:
(1) 铸件材料性能稳定需要细化化学成分范围,选择好并组合好合金化元素。
(2) 改善铸件切削性能十分重要的一环是采取有效的孕育材料和孕育工艺。选用Ca、Ba基孕育剂要优于传统的75SiFe孕育剂,同时相对使用稀土孕育剂还有较高的性价比。
(3) 稳定铁液中化学成分,防止合金元素烧损。控制浇注温度,降低过冷度,目的减少铸件白口倾向和E型石墨产生。
(4) 孕育处理时铁液、孕育剂要准确计量,保证孕育效果。
(5) 通过减小铸件表面加工余量,改变局部结构砂芯涂料工艺,降低刀具切削时磨损量。
参考文献
[1] 康宽滋. 中小型乘用车发动机灰铸铁汽缸体常见缺陷与对策[J].现代铸铁,2004(3).
[2] 鹿取一男,等. 铸造工艺学[M].北京:机械工业出版社,1989.
[3] 朱孔军,高峻德. 改善发动机下气缸体加工性能的生产实践[J].现代铸铁,2002(4):40- 43.
[4] 郭全领,等. 改善康明斯气缸体加工性初探[J].现代铸铁,2006(2).
[5] 赵书城. 灰铸铁加工性能分析[J].现代铸铁,2004(5):5- 8.
[6] 张元好,曾大新,刘建勇,等. 微量钛对灰铸铁加工性能影响[J].中国铸造装备与技术,2004(3).
[7] 蔡启舟,魏伯康,周楚清,等. 灰铸铁缸体切削加工性能的影响因素分析[J].现代铸铁,2008(1):28- 33.
[8] 马宝山,孙明. 改善发动机缸体铸件加工性能的措施[J].现代铸铁,2006(6):21- 25.
[9] 周键.190A柴油机缸体件铸造夹砂的产生及防止[J].中国铸造装备与技术,1996(5).
[10] 吴殿杰,丁威.国内汽车发动机缸体铸铁件生产现状[J].中国铸造装备与技术,2008(2).
[11] 范晓明,谭聪,雷亚会,等.高强灰铸铁切削加工性能的研究现状及进展[J].中国铸造装备与技术, 2013(3).
Study on improving the processing performance of 4G1 cylinder block
JIANG Yong
(Harbin Dongan Auto Engine Co., Ltd.,Harbin 150066,Heilongjiang,China)
Abstract:4G1 cylinder block used to match the production of DAE(Dongan Automotive Engine Manufacturing Co., Ltd) 1.3~1.6 L engine. In the process of research and development of 4G1 cylinder block, its product quality, especially the poorer processing performance, need to further improve. According to statistics the tool life of key working procedure in machining process, actively looking for the factors of tool wear. By comparing the casting process of Kunshan TOYOTA, carrying out related experiment, to fi nd out the best smelting technology. This can make 4G1 cylinder block processing performance be greatly improved, and to meet the processing requirements.
Keywords:4G1 cylinder block; processing performance; Si/C; casting
中图分类号:TG250;
文献标识码:A;
文章编号:1006-9658(2016)02-0034-04
DOI:10.3969/j.issn.1006-9658.2016.02.011
收稿日期:2015- 12- 25
作者简介:姜勇(1975—),男,高级工程师,从事铸造专业技术研究、开发.
