散叶插扦烘烤对两个烤烟品种烟叶品质的影响
2016-07-07杨隆飞林绍武郑仕发李静超邓佳伟南平市烟草公司建阳分公司福建建阳354200
杨隆飞,林绍武,郑仕发,李静超,施 恩,邓佳伟(南平市烟草公司建阳分公司,福建建阳354200)
散叶插扦烘烤对两个烤烟品种烟叶品质的影响
杨隆飞,林绍武*,郑仕发,李静超,施 恩,邓佳伟
(南平市烟草公司建阳分公司,福建建阳354200)
摘 要:为了完善建阳烟区散叶烘烤的工艺流程,推广散叶烘烤工艺技术,2015年在黄坑镇和回龙乡开展了散叶烘烤示范试验,对散叶烘烤与常规挂杆烤后烟的外观质量、评吸质量、能耗成本以及经济性状进行比较分析。结果表明:与常规挂杆烘烤比较,散叶烘烤装烟量相对较大,烤后烟叶外观质量好,感官评吸总分较高;在用工方面,采用散叶烘烤,K326品种每烤平均用工量减少2.89个,CB -1品种减少1.29个;采用散叶烘烤后,虽然单烤能耗增加,但由于其装烟量大,每千克干烟成本较常规挂杆烘烤节省1.56~1.26元,且中上等烟比例提高。
关键词:烤烟;散叶烘烤;烟叶质量;烘烤成本
烤烟是一种重要的经济作物。我国烤烟烘烤模式经历了由自然通风式的普通烤房烘烤到强制通风式的密集烤房烘烤,而装烟方式也由挂杆过渡到挂杆与烟夹、散叶(散堆式、插扦式、箱式、筐式、篮式)等并存的局面[1]。散叶烘烤作为烟叶烘烤的一项新技术已在我国主要烤烟产区进行了推广与应用[2~5]。近年来,科研工作者对烤烟散叶烘烤的研究主要是从装烟方式[6]、烘烤工艺[7,8]等方面展开。研究表明,散叶插扦烘烤可以有效增加装烟量,提升烟叶品质,降低成本[9,10]。
2013年,南平市烟草公司建阳分公司在后山烘烤工场进行散叶烘烤试验,试验结果表明:散叶烘烤装烟容量明显提高,上部叶烤后烟叶质量较好,用工、能耗成本降低,但中下部叶出现部分青把头、局部烂烟、光滑、僵硬等现象,散叶烘烤优势没有得到发挥。2014年通过总结经验,针对问题制定了新方案。在黄坑镇桂林村进行散叶烘烤试验,结果表明:散叶烘烤在前期的变黄时间要有所延长,变黄期要保证烟叶黄片青筋;烟叶装烤时必须充分抖散,防止烘烤时叶片粘连,水分排不出。但是散叶烘烤与挂杆烘烤相比,存在烟叶倒伏无序、排湿困难、垂直温差大等问题,其烘烤工艺不是很成熟。2015年,笔者在黄坑镇和回龙乡开展散叶烘烤示范试验,在原有散叶烘烤经验基础之上,进一步完善烘烤工艺,并利用福建特色烤烟品种CB -1开展推广试验,同时在黄坑镇桂林村进行一烤散叶不插扦试验。
1 材料与方法
1.1试验地点
试验在建阳市黄坑镇桂林村和鹅峰村以及回龙乡回龙村烤房群开展。试验品种为当地主栽品种K326和福建特色品种CB -1。
1.2试验方法
试验设4个处理。T1:散叶插扦烘烤(品种K326);T2:挂杆式密集烘烤(品种K326);T3:散叶插扦烘烤(品种CB -1);T4:挂杆式密集烘烤(品种CB -1)。其中散叶插扦为散叶按序直接直立插扦。
1.3烤房要求
(1)散叶烘烤承担烘烤面积2 hm2/座,挂杆烘烤承担烘烤面积1.33 hm2/座。
(2)气流上升式密集烤房。
(3)散叶烘烤烤房大门口上方增开两个装烟口,每个口为120 cm×60 cm。
(4)固定式分风板。每块分风板长1320 mm,宽400~450 mm,采用固定式,其结构如图1,材料为木质板。每座烤房配备120块。

图1 散叶烘烤固定式分风板示意图
分风条规格:长1320 mm,宽20 mm,厚20 mm。固定条规格:长400 mm,宽30 mm,厚20 mm。固定条为3条。固定条长度超出每块分风板20 mm,作为分风板间的空隙,即分风空隙为20 mm。
(5)固定槽方杆和固定槽。散叶插扦装烟在烤房装烟室内左右两侧分风板上方200~250 mm处分别水平安装固定槽木杆,用以固定插扦方杆。固定槽方杆规格:宽45~50 mm,厚20~25 mm;固定槽间中心距离350 mm;槽宽20 mm,深35 mm(图2)。

图2 方杆固定槽示意图
(6)固定方杆及插扦。固定方杆选择木质,规格:长2685 mm,宽20 mm,厚40 mm;插扦采用竹制,直径6 mm;每根插扦总长400 mm(图3)。
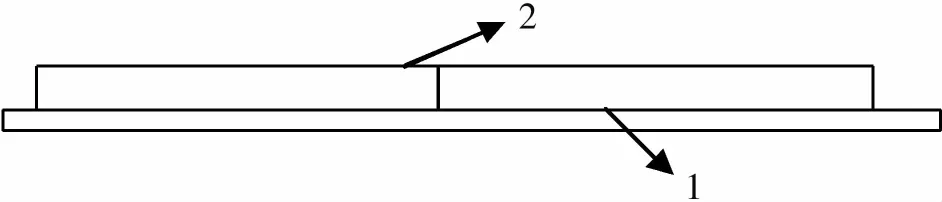
图3 固定方杆示意图
1.4试验记录
对分风栅(板)式散叶插扦烘烤和常规挂杆烘烤的整烤装烟量、能耗情况、烤后烟叶外观质量、评吸质量、经济性状等进行记录。
1.5烘烤工艺与操作
1.5.1主要工艺
①主脉变黄(36~38℃)。干球升到38℃,湿球调整在37 -36 -35℃(前半段37 -36℃,后半段36 -35℃),保持15~25 h。②倒伏,叶尖干燥(40~45℃)。40~41℃,稳温10~15 h,使一层叶尖干燥3 cm,支脉变软,二层平铺;42~43℃,保持8 h,使二层叶尖干燥3 cm,三层平铺;45℃保持10~15 h,使三层叶尖干燥3 cm,一层主脉变白发软。③干片(46~54℃)。46~48℃,稳温8~10 h,主脉变黄;49~50℃,稳温10~15 h,底层叶片全部干燥;52~54℃,稳温15~20 h,顶层叶片全部干燥。④干筋(60~68℃)。60~62℃,保持10~12 h;68~70℃,直到全烤烟叶95%以上主脉烤干后停火。
1.5.2注意事项
(1)插扦高度要适宜,过高整体叶片易倒伏,一旦全身倒伏,最终很难干躁而成糟片。
(2)8号风机替代7号风机,增大通风量和风压,增强热风的穿透力,提高烤房排湿速度。
(3)分风栅(板)式散叶插扦烘烤需要提高烟叶采收的成熟度,按部位和叶数进行采收,装烟前除去伤残叶、感病叶和过熟腐烂叶。
(4)确保密封不漏气,烤房后面(靠门一侧)必须装满,采用纸板、麻片等进行密封。
2 结果与分析
2.1烤后烟叶外观质量
对回潮后下烤的烟叶随机抽取30片,并依据国家标准GB2635—92进行分级。从表1可以看出,下部叶:T1处理烤后烟叶在身份、色度、油分上优于T2处理,而在颜色、成熟度、叶片结构方面无明显差别;T3处理烤后烟叶在颜色、身份、色度方面较T4处理好。中部叶:T1处理较T2处理烤后烟叶外观质量在颜色、叶片结构、油分和色度方面占据优势;T3处理较T4处理烤后烟叶在叶片结构、油分和色度上明显较好。上部叶:T1处理外观质量在颜色、身份、叶片结构、油分、色度方面均优于T2处理;T3处理烤后烟叶颜色橘黄,身份中等,叶片结构尚疏松,油分较多,色度中,较T4处理外观品质更好。
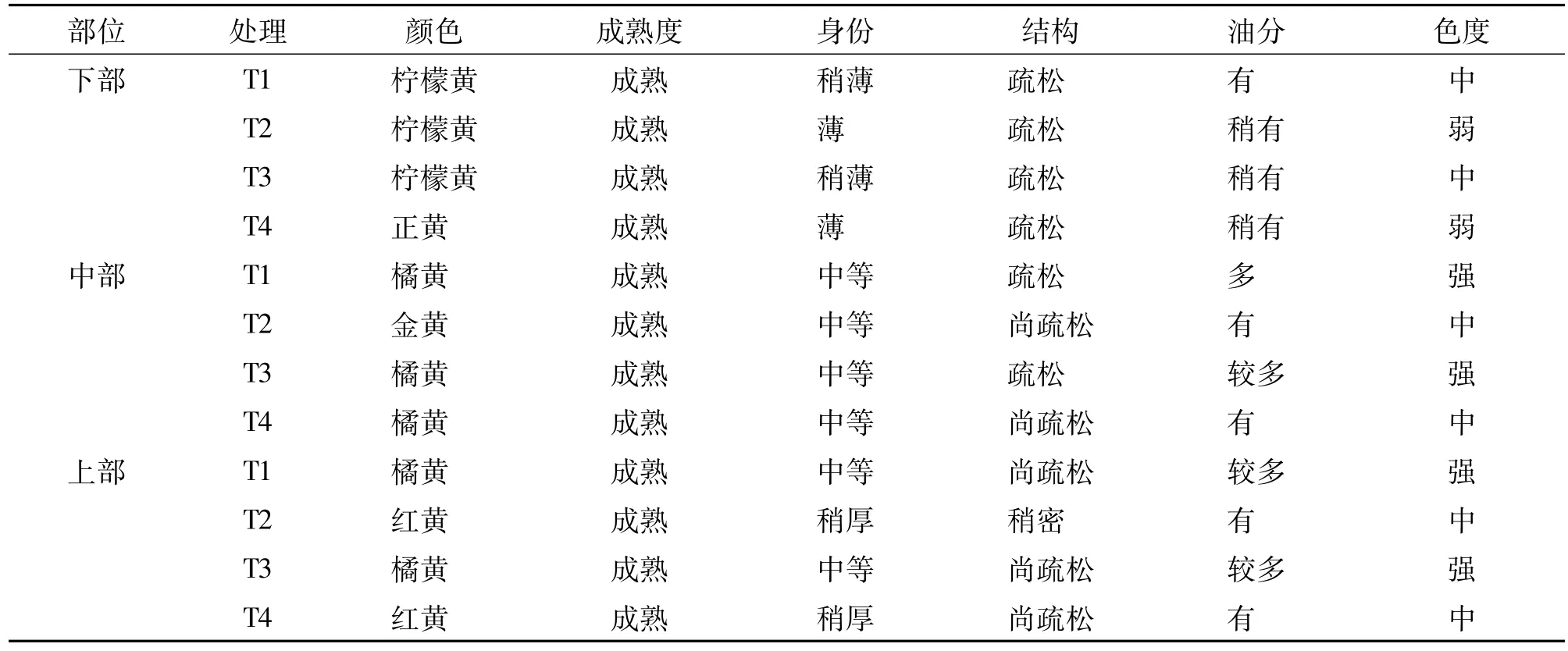
表1 各部位烤后烟叶外观质量比较
2.2烤后烟叶评吸质量
从表2可以看出,下部叶:T1处理香气量足,浓度高;T2处理刺激性和杂气较重;T3处理香韵较好,香气质最好,杂气较少,余味较好;T4处理劲头不足。中部叶:T1处理在浓度、劲头上表现较好;T2处理在香韵、香气质、刺激性以及杂气上得分较低;T3处理在香韵、香气质、杂气和余味方面较好,T4处理在香气质、香气量上表现稍显逊色。上部叶:评吸得分从高到低依次为:T3 > T1 > T4 > T2。
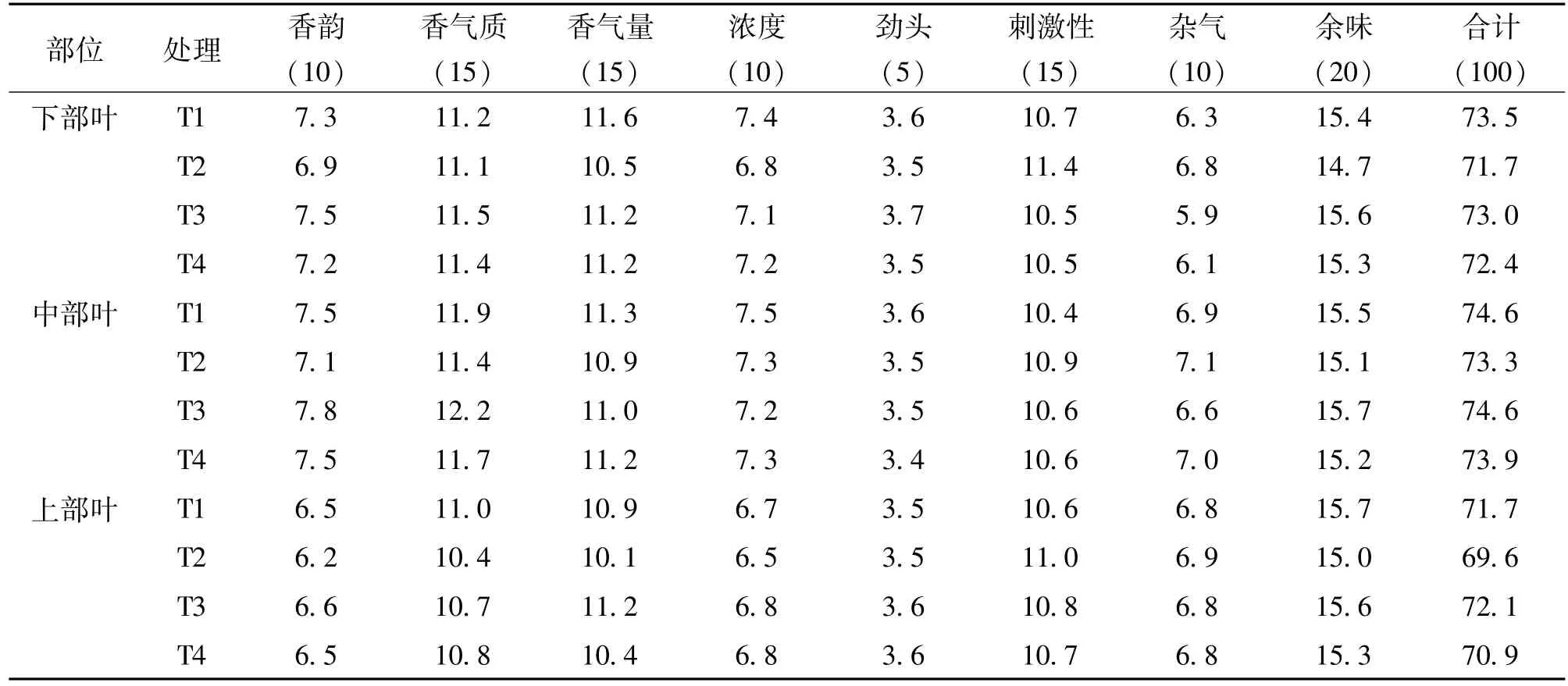
表2 各部位烤后烟叶评吸质量得分
2.3烤后烟叶经济性状
从表3可以看出,T1处理在中上等烟比例和均价上都高于T2处理,杂色烟和挂灰烟比例则较T2处理低,而光滑烟比例则高于T2处理;T3和T4处理对比,中上等烟比例、杂色烟比例以及挂灰烟比例,T3处理有明显的优势,但是光滑烟比例稍高;均价方面,由于CB - 1为福建特有品种,收购价格会高出K326品种,T3处理各部位均价均高于T4处理,这也与表2评吸质量相吻合。

表3 各部位烤后烟叶经济性状比较
2.4烘烤能耗成本
从表4可以看出,T1和T3处理的装烟量明显多于T2和T4处理。由于分风栅(板)式散叶插扦烘烤装烟密度较大,在一定程度上降低了叶面的风速,变黄时间要延长,烘烤耗煤量和耗电量也会增加,但是分风栅(板)式散叶插扦烘烤单烤装烟量大,每千克干烟的成本反而会降低。T1处理每千克干烟的成本为3.05元,较T2处理节省成本1.56元;T3处理每千克干烟的成本为3.57元,较T4处理节省成本1.26元。在用工方面,采用散叶烘烤后,T1处理较T2处理每烤平均用工量减少2.89个,T3处理较T4处理每烤平均用工量减少1.29个。

表4 各部位烟叶烘烤能耗成本比较
2.5烤后烟叶化学成分
2.5.1常规化学成分分析
从表5可以看出,T1和T2比较,烟碱含量表现为各部位T1处理低于T2处理;总糖含量表现为下部叶T1处理低于T2处理,但中上部叶,T1处理高于T2处理;还原糖含量表现为中部叶T1处理高于T2处理;总氮含量表现为中部叶T1处理低于T2处理;钾含量表现为各部位T1处理含量高于T2处理,综合评价T1处理化学成分含量总体优于T2。T3和T4比较,烟碱含量表现为中下部叶T3处理低于T4处理,上部叶T3处理高于T4处理;糖含量表现为下部叶T4处理高于T3处理,中上部叶T3处理高于T4处理;总氮含量表现为下部叶T3处理高于T4处理,中上部叶T3处理低于T4处理;钾含量表现为中部叶T3处理低于T4处理,下部叶和上部叶T3处理高于T4处理;pH值总体呈弱酸性。

表5 各部位烤后烟叶化学成分比较
2.5.2相应比值分析
常规化学成分的相应比值是衡量烟叶品质的关键因素之一。主要成分之间的比值可以评价烟叶内各种成分是否协调。
糖碱比是最常用的衡量烟叶内在品质和香气吸味品质的重要指标[11]。糖碱比表现为下部叶T1处理低于T2处理,T3处理低于T4处理;中上部叶表现为T1处理高于T2处理,T3处理高于T4处理(表5)。两糖差反映了烟叶综合感官质量。各处理之间T1处理最高,中下部叶T3处理低于T4处理,上部叶,T3处理高于T4处理。
两糖比反映了烟叶的成熟度和烘烤过程中的质量控制情况。陈庆园等[12]通过线性回归分析得出结论:两糖比与烟叶成熟度和叶片结构呈正相关。4个处理之间两糖比差别不大。氮碱比反映了烟叶的生长发育和成熟状况。氮碱比总体表现为T1处理优于T2处理,T3处理优于T4处理(表5)。
3 结论
分风栅(板)式散叶插扦烘烤不仅能增加烤房装烟量,而且可以改善烤后烟叶的整体外观质量和评吸质量,还提高了烤后烟叶的中上等烟比例和均价,有效的解决了“雇工难,雇工贵”的问题,大幅度降低了烘烤的劳动强度和烘烤成本。分风栅(板)式散叶插扦烘烤K326品种和CB -1品种较挂杆烘烤每千克干烟分别节省成本1.56元和1.26元,按2250 kg/ hm2干烟计算,每公顷烤烟可节省成本3510元和2835元。分风栅(板)式散叶插扦烘烤烤后上中等烟叶比例和均价明显高于常规挂杆烘烤。分风栅(板)式散叶插扦烘烤较常规挂杆烘烤烤后烟叶化学成分更加适宜,且各项指标在优质烟叶指标范围内。
通过连续3年的分风栅(板)式散叶插扦烘烤试验,建阳分公司探索并完善了一套适合建阳烟区的分风栅(板)式散叶插扦烘烤工艺,并在福建特色品种CB -1上成功的进行了推广应用。随着现代烟草农业的发展,凭借着分风栅(板)式散叶插扦烘烤在“减工降本,提质增效”方面的显著成效,分风栅(板)式散叶插扦烘烤将成为密集烤房装烟方式的发展方向。
参考文献:
[1] 武圣江,饶 陈,陈 波,等.我国烤烟散叶密集烘烤的研究进展[J].贵州农业科学,2014,42(2):69 -72.
[2] 陈代荣,丁 伟,阳显斌,等.散叶烘烤和挂杆烘烤的烟叶质量和经济效益分析[J].作物研究,2014,28 (2):180 -182,196.
[3] 王振华,彭德元,张晓阳.散叶烟框与挂杆烘烤效益对比试验[J].湖南农业科学,2014(20):73 -74.
[4] 李立新,黄锡春,高方圆,等.东南多雨烟区烤烟散叶插扦烘烤技术探讨[J].江西农业大学学报,2014,36 (5):1023 -1030.
[5] 武圣江,甘家洪,张琳鋆,等.贵州烤烟上部叶烘烤特性研究[J].云南农业大学学报,2015,30(3):433 -439.
[6] 浦秀平,徐世峰,任 杰,等.不同装烟方式对密集烘烤效率及烟叶质量的影响[J].中国烟草科学,2013,34(4):98 -102.
[7] 陈勇华,罗会斌,刘其镜,等.变黄期不同温湿度对散叶烘烤烟叶质量的影响[J].安徽农业科学,2015,43 (11):261 -262.
[8] 董艳辉.密集烘烤过程中烟叶温度与烤房环境因子关系及对烘烤质量的影响[D].郑州:河南农业大学硕士学位论文,2014.
[9] 陈茂建,杨学书,和占辉,等.筐式散叶插扦装烟密集烘烤探讨[J].安徽农业科学,2013,41(25):10414 -10416.
[10]刘世鑫,孙希文,张龙林,等.织金县插扦式散叶烘烤技术的应用[J].贵州农业科学,2015,43(6):48 -52.
[11]陈胜利,张玉林,张占军,等.烤烟主产区烟叶糖碱比的变异分析[J].烟草科技,2012(10):73 -76.
[12]陈庆园,陈 雪,袁有波.初烤烟叶外观质量与主要化学成分关系的研究[J].中国烟草科学,2008,29 (1):30 -32.
中图分类号:S572.09
文献标识码:A
文章编号:1001-5280(2016)03-0310-06
DOI:10.16848/ j.cnki.issn.1001-5280.2016.03.18
收稿日期:2015- 12- 09
作者简介:杨隆飞(1978 -),男,主要研究方向为烟草栽培及调制,Email:cc7215@126.com。*通信作者,Email:xiaomucl@126.com。
基金项目:福建省烟草公司科技项目(NYK2012 -05 -3)。