国内外乏燃料后端处理
2016-07-05袁顺利
田 伟,袁顺利
(山东核电有限公司,山东 烟台 265116)
国内外乏燃料后端处理
田伟,袁顺利
(山东核电有限公司,山东 烟台265116)
摘要:对乏燃料进行安全环保的后端处理是核能健康发展的可靠保障,我国和国际核电先进国家都对此十分重视。分别从总体需求、储存、运输现状等方面介绍了国内外乏燃料后端处理现状和发展趋势。
关键词:吊装运输;循环处理;乏燃料
1我国核燃料循环后端处理情况分析
1.1我国乏燃料后端处理总体需求
根据我国核电中长期发展规划,预计到2020年,中国在运核电装机容量达到5 800万kW,在建3 000万kW。随着更多核电机组投入运行,产生的乏燃料的数量也在迅速增长,平均每年增加500组以上,预计2020年达到9 500组左右;需要从电厂发运的燃料组件也存在迅速增加的现象,平均每年增加200组以上,预计2020年达到3 500组左右。因此,我国对乏燃料储存、运输的压力越来越大。安全、经济地处理处置乏燃料已成为中国核电可持续发展必须解决的重大问题。
1.2我国乏燃料运输现状
目前我国的燃料运输能力建设还尚待加强,存在下列不利因素:①运输能力有限:缺少乏燃料运输容器;②我国核电站都位于东部沿海地带,而乏燃料后处理厂在我国西部区域,因此乏燃料运输路线长,运输时间长,乏燃料运输过程中不设置中间贮存;③乏燃料存在较高的放射性,其运输的安排要尽量避免受重大社会活动、事件影响。
1.3我国乏燃料后处理情况
我国自主设计建造的中试厂:1986年由国家计委批准立项,1991年4月开工建设动力堆乏燃料后处理厂(中试厂),该厂已于2010年1月通过建设阶段验收。中试厂是我国自主设计、建造、管理的唯一一座动力堆乏燃料后处理设施,属于科学研究和工程开发性质,其任务是通过实验性生产,验证工艺流程及操作参数,验证主要工艺设备。检修设备及仪器仪表的实用性、可靠性和安全性。为今后我国设计、建造工业规模的动力堆元件后处理工厂提供设计参数和运行经验,培养后处理技术人才。
引进商业后处理大厂情况:2013年4月25日,中核集团与法国阿海珐集团正式签署了商业后处理大厂合作意向。后处理大厂具备年处理800t乏燃料的能力。
1.4我国乏燃料后处理处置基金规定
2007年淮河大水期间,温家宝总理亲临濛洼蓄洪区慰问,给当地群众极大的精神鼓励。洪水过后,有关部门按照 《蓄滞洪区运用补偿暂行办法》的规定,迅速开展了损失登记、核查及补偿资金的发放工作。在补偿工作中,各级政府坚持公开、公正、公平的原则,做到补偿政策和标准、损失财产实物量、分户损失价值、分户补偿金额等“四公示”。2007年淮河大水影响人口67.5万人,共计发放补偿资金4.65亿元,既保证了行蓄洪顺利实施,又使群众的利益得到了保护。
根据我国《核电站乏燃料处理处置基金征收使用管理暂行办法》规定:乏燃料处理处置基金按照核电厂已投入商业运行5年以上压水堆核电机组的实际上网销售电量征收,征收标准为0.026元/kWh。今后,国家会适时调整征收标准。乏燃料处理处置基金计入核电厂发电成本。
乏燃料处理处置基金由政府相关部门和机构专项用于乏燃料处理处置。具体使用范围包括:乏燃料运输、乏燃料离堆贮存、乏燃料后处理(含乏燃料后处理中试厂进行的商用核电站乏燃料后处理)、乏燃料后处理所产生的高放废物的处理处置、乏燃料后处理厂的建设、运行、改造和退役、乏燃料处理处置的其他支出。
我国征收乏燃料基金的比例高于法国和美国,这是因为我国核电站数量少,目前的机组数量还不能降低乏燃料处理的费用。表1是我国核电站乏燃料处理处置基金征收标准和国外核电国家政府征收乏燃料处理处置基金的对比。

表1 国内外乏燃料基金对比表
2核电发达国家核燃料后处理情况介绍
2.1乏燃料中间贮存
世界主要核电大国核燃料循环产业发展的历史经验表明:乏燃料中间贮存是安全、可靠、经济的乏燃料管理方式,可有效应对后端产业能力建设滞后的不利局面,缓解乏燃料储运压力,为整个后端产业的完善提供充足的时间与安全保障。
为确保提供充分的屏蔽和密封,干式贮存系统设计标准为[1]:确保贮存期间燃料包壳保持完整;必须避免可能改变燃料材料性能的高温;防止链式反应(临界);提供有效的辐射屏蔽;避免放射性释放到环境;确保在任何情况下乏燃料可回收。
2.2核电发达国家乏燃料后处理工艺介绍
法国从上世纪中叶开始就陆续建设了3座乏燃料后处理厂,最早的是UP2-400厂,该厂于1966试车,目前已经停用,正在拆除。法国又于1990年和1994分别进行了UP3和UP2-800后处理厂的试车。目前,法国运行的这两座后处理厂长年授权乏燃料处理能力达到了1 700t或80座反应堆年乏燃料总量。
辐照后的燃料组件依然保留着475~480KG的U,占了新燃料U装料的95%~96%,燃料组件受到辐照后会产生5KG的Pu元素,占了整个燃料组件重量的1%,这些U和Pu元素都可以被用于再循环[2]。而乏燃料组件中不可利用的最终残留物(裂变产物)只占了乏燃料组件重量的3%~4%。乏燃料后处理流程示意图如图1所示。乏燃料处理产生的废物处置图如图2所示。
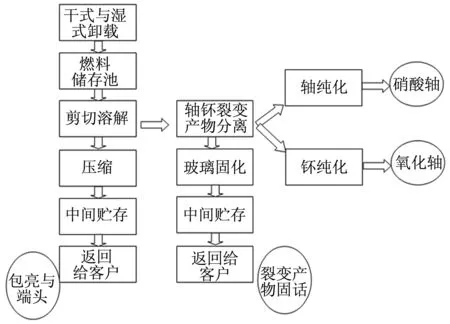
图1 乏燃料后处理流程示意图

图2 乏燃料处理产生的废物处置图
后处理厂将燃料溶解废物和乏燃料放射性废物通过下列方式进行处理:
(1)燃料组件在溶解后,留下的外部材料如(包壳材料,格架材料,管座材料等)被压缩封装在水泥中,放置于地下贮存。
(2)燃料组件在溶解分离出可用的铀、钚元素后,将剩下的放射性废物进行处理。处理的方式有(图2所示):1)对于超铀和镧系元素,目前都将其水泥固化贮存于地下。在未来的设想中,超铀元素使用加速器进行嬗变后,将其放置于地址贮存库中。而镧系元素依然进行水泥固化,将其放置于近地表贮存;2)对于高放射性的Sr、Cs元素,使用玻璃固化或者其他固化方法将其放置于近地表贮存;3)中低放射性核素使用水泥固化的方式将其放置于近地表贮存。

图3 MOX燃料生产工艺简图
后处理厂将从乏燃料分离出来的铀元素通过后处理铀氧化厂生产UO2,然后将UO2送至转化厂生成UF6,这些UF6被送至浓度厂按照预定生产的燃料组件设计要求进行浓缩,浓缩后的UF6被送至燃料制造厂重新生产新的燃料组件。而后处理厂直接生产PuO2并将其送至燃料制造厂。燃料制造厂将PuO2、UO2与陶瓷熟料混合,通过初级计量、研磨、筛滤工艺后将燃料生产混料的Pu元素的含量控制在小于30%范围内。再通过次级计量、均匀(加入膨胀剂)、添加润滑剂、制造芯块、烧结、打磨、装棒和组件安装的工艺流程生产出Pu元素含量小于12.5%的MOX燃料组件。生产过程中,在添加润滑剂、制造芯块、烧结、打磨、均匀和装棒工艺流程中可能会产生废料,这些废料会被用在初始的混料混合中继续使用,如图3所示。当今世界,MOX已经在30多个热堆中有30多年的成功应用经验。比利时、法国、德国、日本,瑞典等国已经商业化应用MOX燃料,堆芯MOX燃料比例达30%。因而,我国出于对资源的有效利用的目的,对MOX燃料技术的引进和开发也是十分必要的。在未来的科技研发中,会建立乏燃料后处理技术与快堆的相互配合。在快堆中燃烧的乏燃料组件会产生大量的Pu-239(易裂变核素,由U238吸收中子后生产),这些Pu元素会在后处理厂被回收利用制造成新的快堆燃料后被燃烧利用。从而形成的核燃料闭合式循环,使核废料产生量得到最大程度的降低,实现放射性废物最小化[3]。
3国内核电站乏燃料运输介绍
3.1运输许可
国内核电站在进行乏燃料运输工作之前需要相关单位取得相关证件,见表2。
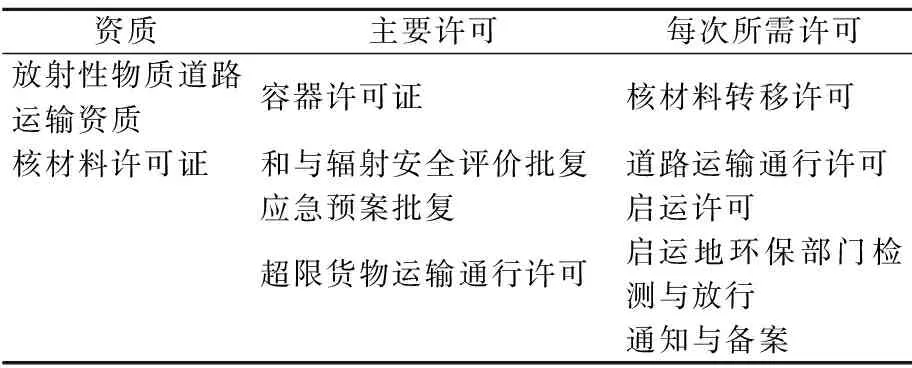
表2 我国乏燃料运输所需证件许可表
3.2国内核电站乏燃料发运方式的考虑
我国核电站乏燃料组件可以考虑通过如图4所示的几种方式发运至后处理厂。

图4 乏燃料发运方式考虑图
4结语
在核燃料循环体系方面,需要将MOX燃料生产,快堆建设与后处理厂建设匹配考虑,建立高效的核燃料循环利用体系。国内核电站乏燃料运输中需考虑建立成熟的公路—铁路—水运联动的运输方式,形成安全、便捷、高效的运输联动方式,同时,也需要建立干式中间贮存厂,从而为核电站的建设和乏燃料后处理厂的建设提供安全有效的衔接手段。
参考文献:
[1]钟响,周荣生. 我国实施干式贮存的必要性及可行性分析[C]. 中法核燃料循环后端技术研讨会论文集,2013.
[2]林灿生. 浅谈核燃料后处理[J]. 中国核工业,2006(10):53-56.
[3]周贤玉. 核燃料后处理工程[M]. 哈尔滨:哈尔滨工程大学出版社,2019.
(本文编辑:赵艳粉)
Back-End Processing of Domestic and Foreign Spent Fuel Assemblies
TIAN Wei,YUAN Shun-li
(ShandongNuclearPowerCorporation,Yantai265116,China)
Abstract:The back-end processing of spent fuel assemblies underpins sound development of nuclear energy, hence China and other countries, advanced in nuclear technology, attach great importance to the back-end processing technology. This paper introduces the status quo and trends of back-end processing of spent fuel assemblies in China and abroad.
Key words:lifting and transportation; loop processing; spent fuel
DOI:10.11973/dlyny201601019
作者简介:田伟(1988),男,助理工程师,主要研究方向为核电站燃料管理及物理试验方向。
中图分类号:TL24
文献标志码:B
文章编号:2095-1256(2016)01-0086-03
收稿日期:2015-12-01
