疏浚船舶抓斗机锥面大尺寸回转支撑平台面加工工艺
2016-07-05凌蕊楠
凌蕊楠
(上海振华重工(集团)股份有限公司,上海 200125)
疏浚船舶抓斗机锥面大尺寸回转支撑平台面加工工艺
凌蕊楠
(上海振华重工(集团)股份有限公司,上海 200125)
摘要:根据疏浚船舶抓斗机大尺寸回转支撑平台面特殊的锥面要求,通过分析改造现有加工设备的机架、铣削头支撑架等施工方法及优化加工工艺流程等措施,以达到图纸加工及精度要求。该工艺既可提高大尺寸回转平面的加工精度,又可扩大原设备可加工直径、角度范围,不但可用于大型浮吊、铺管船的回转面、海上大型浮筒及压力容器等大型工件水平面的加工,还能实现抓斗机锥面及相似产品大尺寸回转支承平台的加工。
关键词:疏浚船舶;大尺寸;锥面;加工工艺
为了加快南海油气资源的开采步伐,需要一些能够就地取材的高效率工程船舶,大型抓斗疏浚船就是一种能够开展就地取材的高效的疏浚工程船。抓斗疏浚船不仅可以适应泥沙土质,也可以适应砾石、珊瑚礁等较硬的土质。但是,我国目前能适应南海作业工况的大型抓斗疏浚船很少,现已有的较大抓斗疏浚船抓斗容积为30 m3,这些船舶都是按照沿海作业,近海调遣来设计的,受抓斗容积限制,船舶的施工效率显然也不能适应南海建设的需要。关于国内大型抓斗疏浚船的技术研究及产品开发都十分有限[1],对于特大型疏浚抓斗的相关技术研发更是处于空白。作为抓斗机的主要支撑结构平台,其大型锥面加工后的精度要求,直接影响整个结构载荷的分布均匀情况以及是否能满足抓斗机作业时的回转速度及动作要求等[2],所以,生产具备自主产权的大型海工产品,研究掌握关键生产加工技术,迫在眉睫。
1回转支撑平台锥面加工工艺方案
1.1回转式圆盘铣镗专机概况
回转式圆盘铣镗专机为加工大直径工件的专用机床,主要用于大型浮吊、铺管船的回转面、海上大型浮筒及压力容器等大型工件[3]。由于海工产品加工尺寸大且精度要求高,普通的测量与控制方法往往很难达到精度要求[4],因此振华与设备厂商联合开发了一套专用的测量反馈控制系统。见图1。
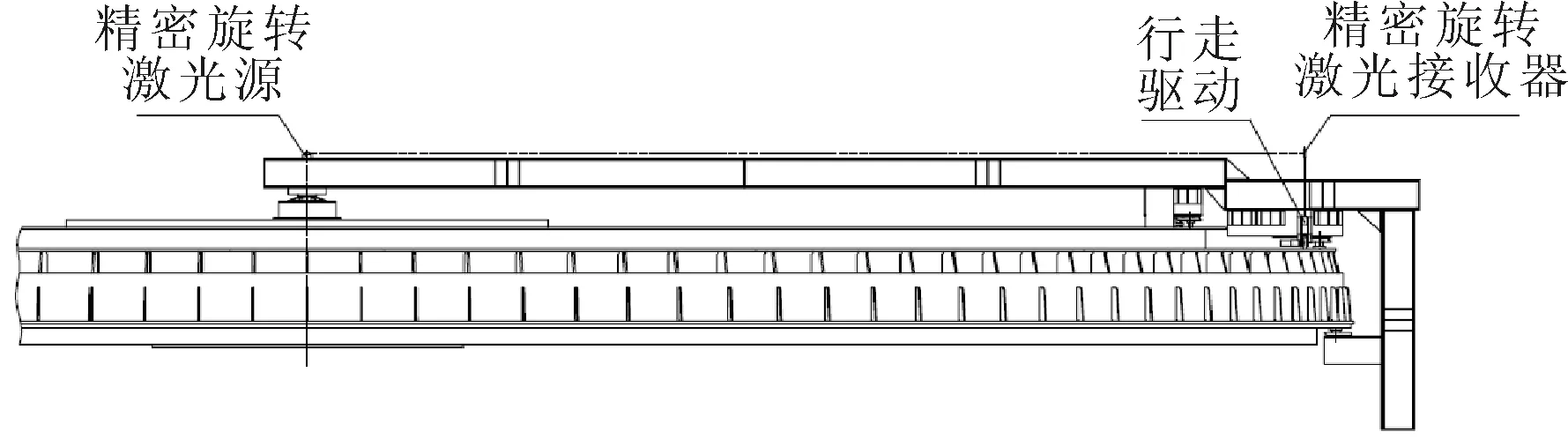
图1 回转式圆盘铣镗专机示意
国内类似加工设备,由于自身不能调节水平,需在构件上安装一水平支座,用于支撑行走轮,确保机架的水平;同时需外置一套驱动,牵引加工设备回转,使得工装抖动,速度慢,加工精度低。
现通过创新,机床设计采用外围驱动,机床的机架2侧布置2组驱动轮,每个驱动轮都采用直流调速电机驱动,经行星齿轮减速箱减速后由输出齿轮传递到驱动轮的齿圈上,每组驱动轮与机架由一伺服机构连接,接收由激光接收装置反馈的数据,可以控制机架的高低,保证加工精度。
驱动轮设计采用了伺服电机、减速器、滚珠丝杆传动结构、直线导轨导向,满足两侧滚轮自动调高,完成设备回转驱动[5];而国外SLMM公司的加工设备的行走台车升降控制,则采用液压伺服控制,虽然同样2侧滚轮自动调高,但这种方法可靠性较低,振动比较利害,影响了加工精度。图2为该工装驱动轮示意图。
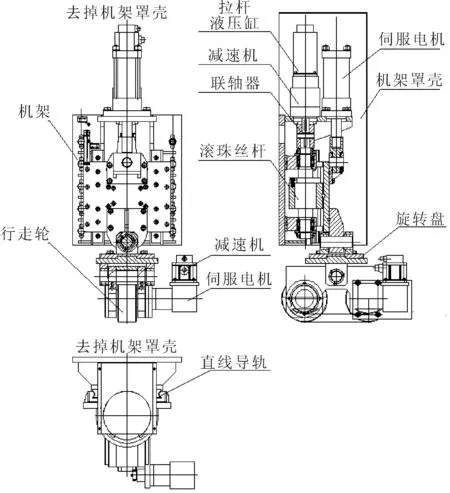
图2 驱动轮示意
1.2回转式圆盘铣镗专机改造
由于原为12 000 t浮吊专用加工设备,加工直径范围为28~43 m平面轨道,要适用本抓斗机的20 m锥面回转直径,需对机型进行改制,改制原则既能满足本项目加工工况,又不影响原使用范围,改制方案如下。
1) 对回转式圆盘铣镗专机机架进行改装设计[6],将原两个可调节段机架改为多个可调节式,经设计调整,设备加工直径范围可满足本抓斗机加工要求,并且将直径加工范围扩大到20~34 m。
2) 对铣削头支撑架进行改装设计,将原设备上只能加工平面轨道支撑架修改为能加工一定角度锥面的形式,经设计调整加工锥度可达图纸要求的角度(2°)[7]。
3) 待所有加工工序完成后,对回转式圆盘铣镗专机的机架适当加强,用以固定淬火所需工装设备(淬火电源、变压器等),确保与淬火感应圈保持同步移动。
图3为回转式圆盘铣镗专机加工回转支撑平台轨道锥面示意图。
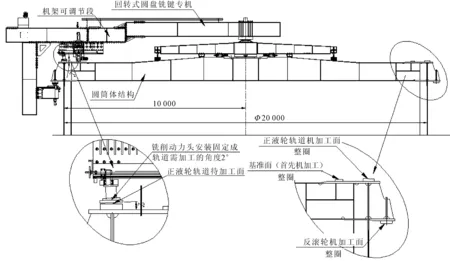
图3 回转式圆盘铣镗专机加工回转支撑平台轨道锥面示意
1.3加工工艺流程
由于抓斗机锥面回转支撑平台面加工要求较高,在有了合适的加工设备后,研究制定合理的工艺流程是必要也是必须的[8],具体工艺流程如下。
1) 回转式圆盘铣镗专机安装前,将圆筒体结构件调好水平。然后安装专机,安装时,必须确保专机回转中心与圆筒体的中心重合。
2) 首先利用专机加工回转大齿圈安装面及正滚轮承轨梁面,刮平即可。
3) 以回转中心为基准,利用划线工装整体划出正滚轮轨道安装位置线,并将正滚轮轨道按图纸要求装焊到位。
4) 以回转大齿圈安装面的加工面为基准,调节铣削动力头至要求角度[9],完成正滚轮轨道锥面的加工。
5) 同样以回转大齿圈安装面的加工面为基准,完成反滚轮轨道的加工。
6) 轨道面加工好后,需保留该工装,以备之后轨道淬火使用;以转台中心座上表面为基准,复测轨道面的平整度达到要求后,完成轨道表面的整体淬火热处理步骤。
2总体技术方案实施过程与效果
激光自调水平检测系统已在该回转式圆盘铣镗专机已经投入使用,近期完成了公司12 000 t浮吊回转支撑面的加工,该回转直径在43 m左右,加工后的整圈平面度可达到≤3 mm。
图4为12 000 t浮吊回转支撑面加工示意图,其中由铣削动力头1完成了回转上支撑面的加工,铣削动力头2完成了回转支撑反滚轮轨道面的加工,镗削动力头完成了回转支撑360个(直径180 mm)针销孔的加工。

图4 12 000 t浮吊回转支撑面加工示意
轨道整圈整体淬火技术已经成功实施于西班牙4 400 t浮吊、新加坡3 000 t浮吊,通过前期对轨道多次单独淬火试验、检查,总结试验数据,最终淬火后的表面硬度基本都在45~50 HRC,淬硬层深度达到图纸要求(不小于5 mm)。
图5为大型浮吊轨道采用中频感应淬火示意图,设计时将加工轨道的铣削工装进行了改装[10],拆除了铣削机床,在机架下方增加了托架,固定淬火感应线圈;同时将淬火的设备固定在机架上,然后通过铣削工装电机的带动,按照要求的速度绕轨道旋转进行淬火。
3结束语
通过对抓斗机准面大尺寸回转支撑平台面加工设备改制的研究、加工工艺流程的优化以及在在承建此类产品的过程中积累的技术力量和实施经验,其完全能满足该项目的加工及精度要求。
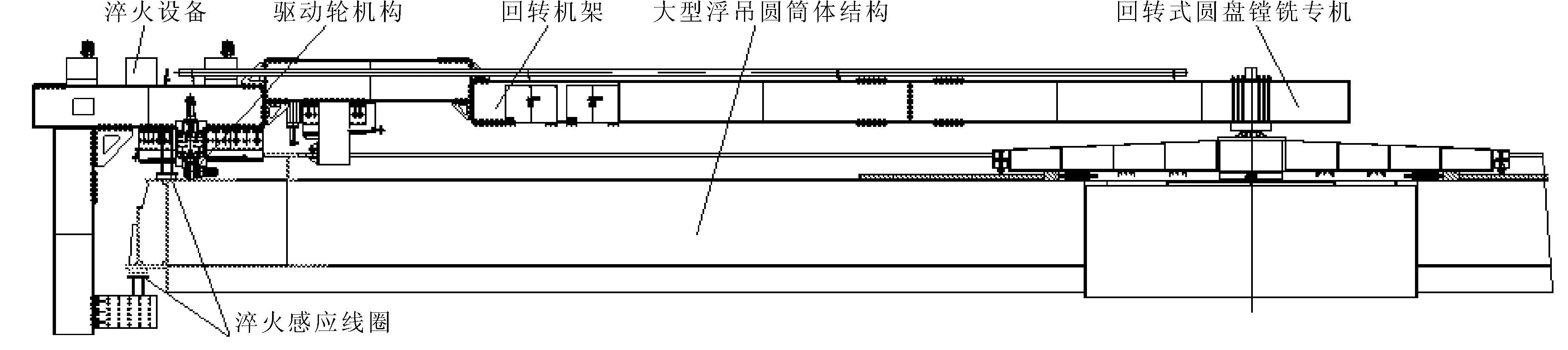
图5 大型浮吊轨道采用中频感应淬火示意图
该设备的研制,既提高了大尺寸回转平面的加工精度,又扩大原设备可加工直径、角度范围,不但可用于大型浮吊、铺管船的回转面、海上大型浮筒及压力容器等大型工件水平面的加工,还能实现抓斗机锥面及相似产品大尺寸回转支承平台的加工。
同时经济效益比较客观,现每套转盘加工费比外协加工节省200万~400万元;若此项设备改造经实践后技术成熟,除用于公司自身海工产品加工之外,还可承接其他生产厂商的代加工业务,甚至是国际业务。
参考文献
[1] 左敦稳.现代加工技术[M].北京:北京航空航天大学出版社,2009.
[2] 文朴,李田.机械设计[M].北京:机械工业出版社,2001.
[3] 吴拓.金属切削加工及装备[M].北京:机械工业出版社,2006.
[4] 陈宏钧.实用机械加工工艺手册[M].北京:机械工业出版社,2009.
[5] 陈先锋.伺服控制技术自学手册[M].北京:人民邮电出版社.2010
[6] 刘杰华.金属切削及刀具实用技术[M].北京:国防工业出版社,2006.
[7] 黄天佑.材料加工工艺[M].北京:清华大学出版社,2009.
[8] 王先逵.机械加工工艺规程制定[M].北京:机械工业出版社,2008.
[9] 孙本绪,熊万武.机械加工余量手册[M].北京:国防工业出版社,1999.
[10] 薛源顺.机械夹具设计[M].北京:机械工业出版社,2000.
On Machining Process for Conical Face of Large Size Revolving Supporting Platform in Dredging Vessels Grab Machine
LING Rui-nan
(Shanghai Zhenhua Heavy Industries Co., Ltd, Shanghai 200125, China)
Abstract:According to the specific requirements for conical face of large size revolving supporting platform in dredging vessels grab machine, the construction methods like remoulding rack and support frame for milling head of existing processing machine are studied to optimize the technological process, so as to meet the demands for the machining accuracy of drawing. This method can not only improve machining accuracy for large size revolving platform, but also enlarge the machinable diameter and angle range of original machine. It can be applied to the process for revolving plane of floating crane or pipe-laying vessel and large-sized work-piece horizontal plane of seaborne giant pontoons or pressure vessel, as well as the conical face of large size revolving supporting platform in grab machine or similar products.
Key words:dredging vessel; large size; conical face; processing
DOI:10.3963/j.issn.1671-7953.2016.03.013
收稿日期:2015-11-27
基金项目:工信部高技术船舶科研计划项目[工信部联装(2012)539号]
第一作者简介:凌蕊楠(1978—),女,大学,工程师 E-mail:lingruinan@2pmoc.net
中图分类号:U664.4
文献标志码:A
文章编号:1671-7953(2016)03-0055-04
修回日期:2015-12-30
研究方向:钢结构制造工艺及工装设备
