螺栓预埋型风电叶片叶根预埋件静力拉拔测试研究
2016-06-27吴彦波仇艳龙谢理国
吴彦波,仇艳龙,谢理国,余 旭,刘 成
(东方电气(天津)风电叶片工程有限公司 天津300480)
螺栓预埋型风电叶片叶根预埋件静力拉拔测试研究
吴彦波,仇艳龙,谢理国,余 旭,刘 成
(东方电气(天津)风电叶片工程有限公司 天津300480)
预埋叶片的叶根连接分为螺栓与螺栓套金属件的连接和螺栓套与复合材料间的粘接。该拔出试验的目的是测量叶根螺栓屈服极限,验证螺栓套与复合材料的粘接强度强于叶根螺栓的连接。试验中取叶根圆柱段的 1个螺栓套和两个 1/2楔形条作为 1个试验件,置于拉拔试验机上进行加载。结果表明,预埋螺栓套与复合材料粘接强度随接触面积的增大呈线性增加,有效缠纱长度越长,粘接强度越大。预埋螺栓套与复合材料的粘接强度设计值应大于螺栓的屈服载荷,否则预埋结构首先发生破坏。此项研究结果为预埋型风电叶片结构设计优化提供了指导。
复合材料 风电叶片 螺栓预埋 静力拉拔测试
0 引 言
通常情况下,为研究螺栓套的预埋深度对性能的影响,需要制作不同长度的螺栓套,然后埋入玻璃钢铺层中,再进行拉拔性能测试。[1]本次试验为简化螺栓套的加工,统一采用 360,mm长的螺栓套,对考察部分进行喷砂、缠纤处理,对不考察部分采用脱模剂并包裹惰性膜处理(即保证该区域无界面强度或者界面强度远低于考察部分)。
为了验证 2.5,MW 叶片预埋螺栓套和玻璃钢界面的结合性能,以及其界面破坏载荷和螺栓屈服载荷的相对关系,进行相关单个螺栓套的拉拔测试试验。
1 试验材料(见表1)
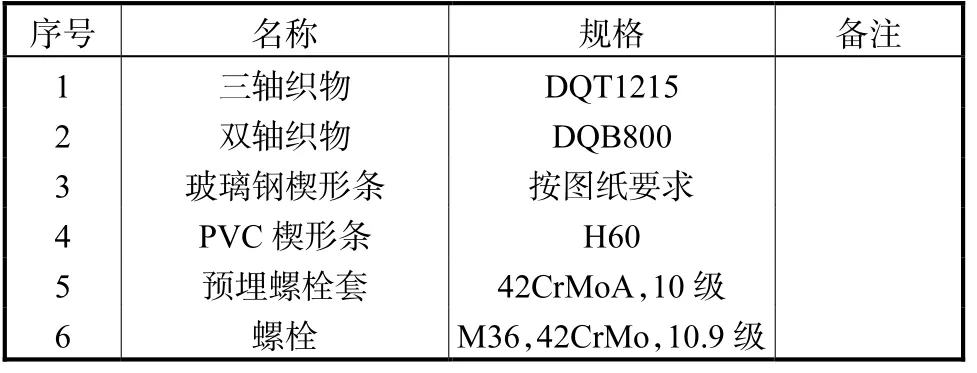
表1 材料清单Tab.1 List of materials
2 试验设备(见表2)
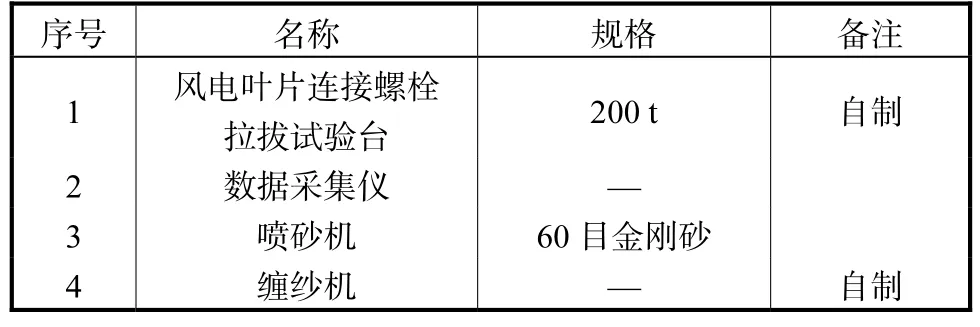
表2 设备清单Tab.2 List of equipment
3 试验件制作
试验件的制作参考叶根预埋的铺层结构,铺放纤维层、安装螺栓套、安装预制玻璃钢楔条、填充粗纱以及PVC楔条等,如图1所示。

图1 预制件结构示意图Fig.1 Schematic of prefabricated member structure
螺栓套准备过程中,除缠纱区域外,对非考察部分的螺栓套采用脱模剂和包裹塑料膜处理,如图2所示。由于实际叶片产品中,1个玻璃钢楔形条对应2个叶片预埋螺栓套,所以对于试验件的玻璃钢楔形条宽度须采用产品的一半。

图2 预埋螺套末端惰性处理Fig.2 Inertia treatment of the end of pre-embedded bolt sleeve
按照产品设计要求铺放下侧纤维布,放置预埋件,放置上侧纤维纱,通过真空灌注工艺制作预制件,固化(70,℃下保温 5,h)后用于拉拔测试(见图3、4)。

图3 试验件制作过程图Fig.3 Process mapping of test article
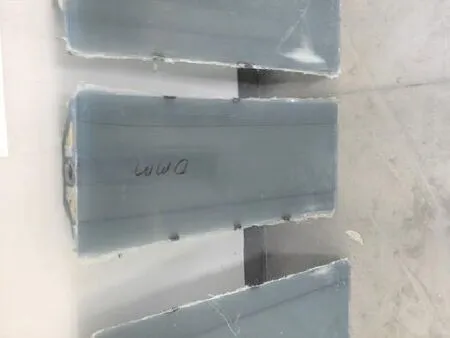
图4 制作完成的试验件Fig.4 A finished test article
4 拉拔测试
螺栓所能承受的最大极限载荷为:
所使用接螺栓的材料为 42,CrMo,10.9 级,屈服极限为:σS=930,MPa;
则加载载荷为:F=σS×(π×d2/4)/1,000,[2]其中 d为螺栓小径。
试验螺栓的最小径为32,mm,强度为10.9级,螺栓的最大屈服载荷约 755.6,kN。考虑到以往的测试经验,螺栓套和玻璃钢的界面强度假设取28,MPa,则试验螺栓屈服载荷对应的有效螺栓套预埋深度为136,mm。因此,本文给出的试验方案中,螺栓的有效预埋深度须包括 0,mm、50,mm、100,mm、150,mm、200,mm、360,mm 6组数据的试样破坏载荷。考虑到试验结果的不确定性,其中 50,mm、200,mm两组方案主要用于备选。
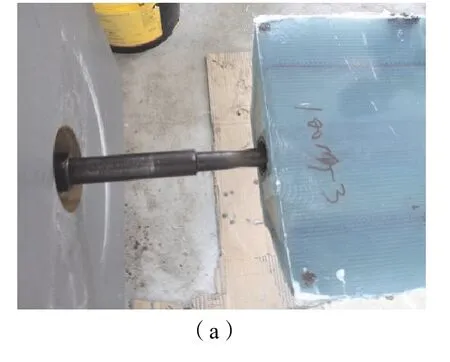
图5 拉拔测试过程Fig.5 Pull out test
在拉拔测试(见图5)中,在两种情况下试验加载终止:①螺栓拉断拔出;②螺栓套拔出。由于无法预先估算螺栓套和复合材料的粘接强度,所以只能用拉拔试验机缓慢增加加载载荷,直到螺栓破坏或者螺栓套拔出,然后记录下加载载荷值。
由于此试验为破坏性试验,当螺栓套还未拔出,而加载载荷达到755.6,kN时,应减慢加载速度,每加载提高5,kN,即检查螺栓是否有裂纹。当螺栓上出现肉眼可见的裂纹即可说明螺栓已失效,应停止加载。
失效判定:测量得到叶根连接螺栓的屈服极限,验证螺栓套与复合材料的粘接强度强于叶根螺栓的连接强度。
5 测试结果
经过拉拔试验后,主要存在两种破坏形式,第一种为螺栓套被拔出(见图 6);第二种为螺栓拉断(见图7)。各试样件的详细测量结果见表3。

图6 螺栓套拔出Fig.6 Bolt sleeve pull out

图7 螺栓断裂Fig.7 Bolt sleeve broken
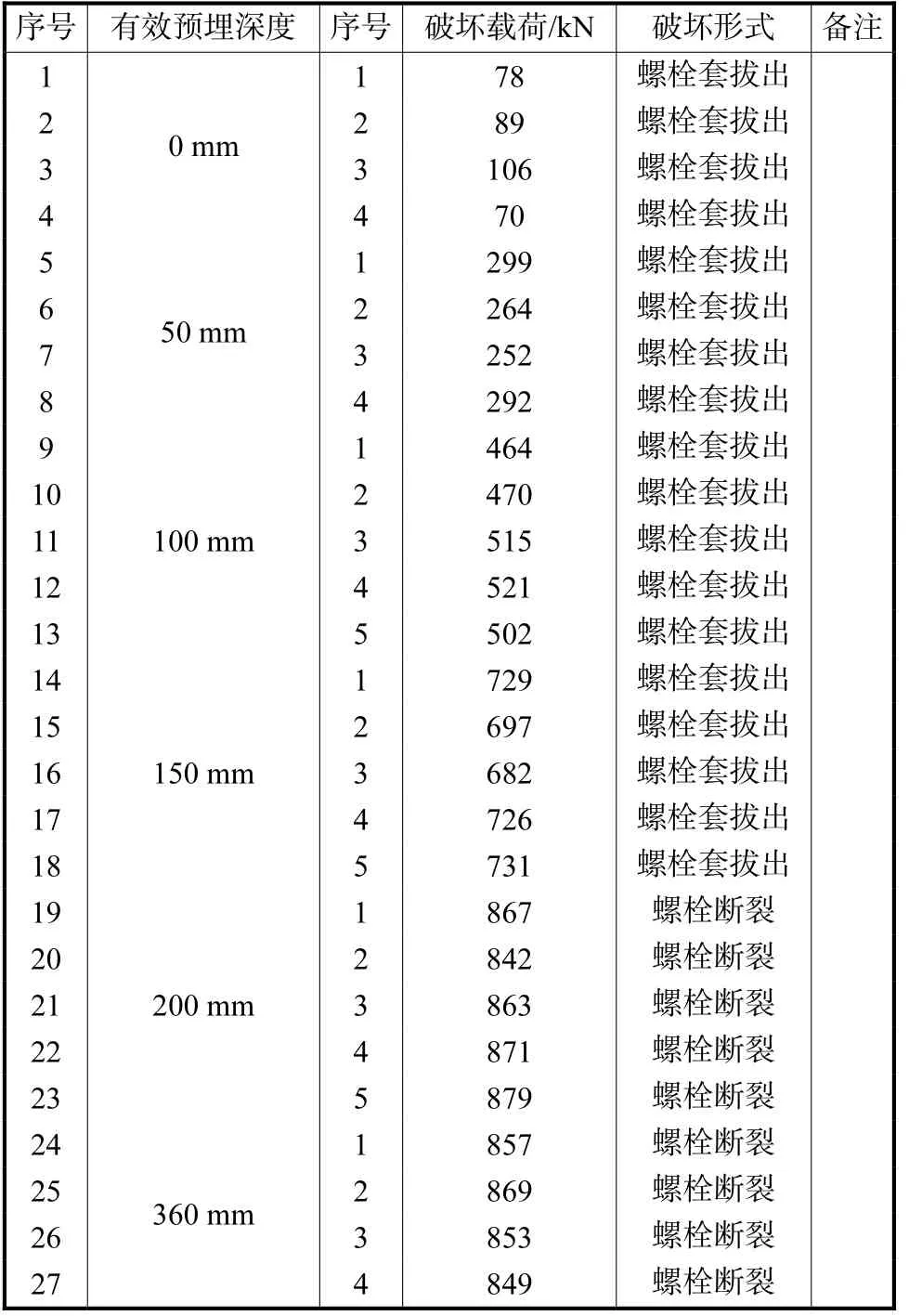
表3 试验件拉拔测试结果Tab.3 Pull out test result of test pieces
6 结 论
预埋螺栓套与复合材料粘接强度随接触面积的增大呈线性增加,有效缠纱长度越长,粘接强度越大。预埋螺栓套与复合材料的粘接强度设计值应大于螺栓的屈服载荷,否则预埋结构首先发生破坏。■
[1] 张永刚,王淑沅,房灶旺,等. 复合材料夹层结构翼型件的有限元分析[J]. 纤维复合材料,2009(2):18-20.
[2] 吴宗泽. 机械设计师手册[M]. 1版,北京:机械工业出版社,2004:158.
[3] 史俊虎,林明,吴胜军,等. 风电叶片叶根连接载荷对比分析[J]. 玻璃钢/复合材料,2015(5):54-60.
A Static Drawing Performance Test for Wind Turbine Blade Bolt Embedded Parts
WU Yanbo,QIU Yanlong,XIE Liguo,YU Xu,LIU Cheng
(Tianjin Dongqi Wind Turbine Blade Engineering Co.,Ltd.,Tianjin 300480,China)
The connection of embedded blade root consists of the connection of bolt with its sleeve and the bonding of bolt sleeve to composite material.The purpose of this pull out test is to measure the yield limit of leaf blade,and to verify that bond strength of bolt sleeve and composite material is stronger than that of leaf root bolt.In the experiment,one bolt sleeve and two 1/2 wedge bars were used as a test piece,which was placed on the drawing test machine.The results showed that bonding strength between the embedded bolt sleeve and the composite material increases linearly with the increase of the contact area,and the longer the yarn length,the greater the bonding strength is.The design value of bonding strength between embedded bolt sleeve and composite material should be greater than the yield load of the bolt,otherwise,the structure will be destroyed first.The results of this study may provide guidance for the optimization of the structure design of embedded wind turbine blades.
composite material;wind turbine blade;bolt embedded;static drawing test
TM315
A
:1006-8945(2016)07-0035-03
2016-06-02
