基于电场分析的钛合金电解加工圆孔成形研究
2016-06-27何亚峰卢文壮干为民
何亚峰 卢文壮 干为民
1.南京航空航天大学,南京,210016 2.常州工学院,常州,2130023.江苏省数字化电化学加工重点实验室,常州,213002
基于电场分析的钛合金电解加工圆孔成形研究
何亚峰1,2卢文壮1干为民2,3
1.南京航空航天大学,南京,2100162.常州工学院,常州,2130023.江苏省数字化电化学加工重点实验室,常州,213002
摘要:以钛合金电解加工圆孔为对象,充分考虑加工中电场与移动网格相互关系建立了圆孔加工理论模型,采用数值计算方法得到了电解加工圆孔电位分布、电流密度分布、成形过程和材料变化,探讨了不同加工参数(脉冲平均电压、电导率和进给速度)对电解加工圆孔成形的影响,并开展了电解加工圆孔实验,得到了圆孔形貌,在相同加工参数下,理论计算和实验得到的圆孔深度分别1.07 mm和1.157 14 mm,两者能够较好地吻合,可为电解加工圆孔提供理论依据。
关键词:钛合金;圆孔;移动网格;加工参数
0引言
钛合金Ti6Al4V是一种两相(α+β)材料,经热处理后强度高、塑性良好,广泛应用于火箭发动机外壳、航空发动机压气机盘和其他结构锻件。钛合金Ti6Al4V具有变形系数小、切削温度高、切削呈挤裂状、易产生严重的粘刀现象,在切削加工中刀具磨损快,加工表面易生成硬脆变质层和损伤,从而影响钛合金Ti6Al4V的使用性能,而电解加工具有工具无损耗、生产率高、表面质量好和不产生残余应力等优点,对钛合金Ti6Al4V提供了一种有效的加工方式,由于受到电场、流场和温度场多因素耦合相互影响,其加工成形机理非常复杂。多年来国内外学者对电解圆孔,特别是微孔方面做了大量的研究,取得了许多重要的成果。朱荻等[1]提出利用电极平动来改善电解加工过程稳定性和提高加工精度, 研制了电极平动系统, 进行了加工试验。试验结果表明, 电极的平动运动使得电解液分布变得均匀, 消除了空穴和分离流等弊端, 改进了过程稳定性, 显著提高了加工精度。王维等[2]对群孔管电极电解加工(ECD)的分流腔流场进行了建模分析。通过对分流腔进行数值求解, 研究了分流腔电解液的分布规律,并进行了优化设计。曲德峰[3]对微细电解钻孔工艺进行了研究,得到了电解参数之间的关系。刘玉杰等[4]对阶梯孔电解加工进行了试验研究,提出了阶梯式变电压加工方法。张华等[5]对喷射电解加工小孔进行了研究,得到了减小孔锥度的办法。Hewidy[6]提出了电解液移动和旋转同时进行加工孔的方法。美国G.E.公司发明的STEM技术可加工φ0.5~φ3 mm范围各种类型的深小孔(平行孔、斜孔、群孔),孔径精度可控制在±0.05 mm范围,深径比可达300[7],Sebastian等[8]进行了电解与电火花复合加工孔研究。Burgera等[9]在LEK94材料上进行了孔电解加工。Ghoshal等[10]采用振动进给方式进行了电解加工孔研究。本文以钛合金Ti6Al4V材料为对象,在分析电解孔机理基础上给出了孔成形过程公式,建立了电解加工孔理论模型,利用电场与移动网格相互关系计算了电解加工孔时的各种场量的变化规律,探讨了加工参数对电解孔成形的影响,可为电解加工钛合金Ti6Al4V圆孔提供理论基础。
1电解加工圆孔成形分析
电解加工圆孔时工具阴极内部做成空心结构,电解液从空心孔高速流入工具阴极与被加工材料(阳极)之间形成的间隙中,在脉冲电源作用下发生电化学反应,阳极溶解,工具阴极析出氢气,随着工具阴极以vc进给速度向阳极方向运动时,大量的电解产物被高速运动的电解液从阴极与阳极形成的侧面间隙中带出,形成了侧面间隙Δs,如图1所示。

图1 电解加工圆孔示意图
1.1电解加工圆孔电场分析
电解加工过程中,高速电解液流过工具阴极与工件阳极形成的间隙,在外加电场作用下电解液中的正离子向工具阴极移动,负离子向工件阳极移动,从而形成电流场,外加电源维持持续不断的电流,考虑加工间隙为稳恒电流场,假设电解液各向同性,由电场理论可得
(1)
阳极表面边界条件为
(2)
阴极表面边界条件为
φc=0
(3)
式中,φ为电场中各点电位,一般φ=φ(x,y,z);U为阳极表面电位值;n为阳极表面各处的法向坐标;θ为阴极进给速度与阳极表面法向之间的夹角;η为电流效率;η0为θ=0时的电流效率;i0为θ=0时阳极表面法向上的电流密度;γ为电解液电导率。
根据电流守恒方程,有
·i=Q
(4)
(5)
E=-U
(6)
由式(4)~式(6)可以得到
-U]=Q
(7)
根据法拉第定律可知,阳极加工面法向溶解速度为
va=ηwi
(8)
式中,va为阳极法向溶解速度;w为体积电化当量。
1.2加工成形规律分析
电解孔加工成形规律非常复杂,通常在简化电场的条件下采用cosθ方法[11]进行研究,其假设条件为:电位梯度沿电流线方向不变;等位面与电流线正交;同一电流线的电解液电导率相同。
根据图1有
(9)
又因
(10)
式中,vc为阴极进给速度;Δb为θ=0时的底面平衡间隙;Δθ为θ处法向平衡间隙;Δ为电解加工间隙;UR为间隙电解液电压降。
则由式(8)~式(10)有
(11)
侧面绝缘阴极电解加工时侧面间隙为
式中,b为阴极工作刃边宽度;Δx为阴极最前端处的侧面间隙。
据文献[11],圆孔加工(直径在8mm以下)平衡间隙Δb常用范围为0.1~0.2 mm,极限范围为0.02~0.3 mm。
2电解加工圆孔成形数值计算
2.1电解加工圆孔计算模型
图2所示为电解圆孔计算模型,从模型中可以看出,电解液从入口处经工具阴极中空位置高速流过被加工材料(阳极)与工具阴极形成的加工间隙,在脉冲电源作用下发生化学反应,被加工材料溶解,工具阴极析出氢气,随着工具阴极以vc速度向被加工材料面进给,加工间隙不断发生变化,最终形成被加工材料圆孔形状。

图2 电解圆孔计算模型
2.2基于电场分布的电解加工圆孔数值计算流程
图3所示为基于电场分布的电解加工圆孔数值计算流程,由于电解加工时阳极不断溶解,在数值计算中采用移动网格算法计算工具阴极和阳极的相对变化位置,其计算流程为:通过给出加工电压、电解液电导率和工具阴极与被加工材料相对位置,得到任意时刻被加工材料表面电流密度分布,将电流密度分布反馈到移动网格,得到被加工材料(阳极)溶解速度场,通过给出工具阴极进给速度和反馈的阳极溶解速度场计算工具阴极与被加工材料(阳极)的相对位置,再将相对位置反馈回电场,从而实现电场与移动网格相互关联,得到被加工材料(阳极)位置的变换。

图3 电解加工圆孔数值计算流程
2.3电解圆孔数值计算参数
工具阴极直径为3.8 mm,工具阴极电解液通道直径为1.0 mm,加工间隙为0.2 mm,阴极进给速度为0.3 mm/min,脉冲平均电压为10 V,电解液为质量分数15%的NaCl溶液,在20 ℃其电导率为13 S/m,被加工材料为钛合金Ti6Al4V,加工时间为3 min。
2.4电解圆孔成形计算结果
2.4.1电解加工圆孔电位分布
电解加工过程中,工具阴极和钛合金Ti6Al4V(阳极)形成的间隙中充满高速流动的电解液,在外加脉冲电源作用下阴阳两极之间维持着连续不断的电流,钛合金Ti6Al4V发生溶解,工具阴极析出氢气,加工间隙的电位分布符合拉普拉斯方程,图4所示为基于电场与移动网格相互关系数值计算的电解加工圆孔时电位分布。由图4可以看出,电解加工圆孔加工40 s和加工180 s时的电位分布趋势基本相同,电位分布从被加工材料到工具阴极依次减小,电位梯度变化率沿钛合金Ti6Al4V溶解法线方向增大。

(a)加工40 s时电位分布

(b)加工180 s时电位分布图4 电解加工圆孔电位分布
2.4.2电解加工圆孔电流密度分布

图5 电解加工圆孔电流密度分布
电流密度直接影响着加工效率和加工粗糙度,同时影响着加工精度,电解加工钛合金Ti6Al4V时由于钛的自钝化能力强,因此本研究中选用NaCl溶液,因为Cl-可以使被加工材料(阳极)表面完全活化,达到高的电流密度和高的电流效率。图5所示为基于电场与移动网格相互关系数值计算的电解加工圆孔电流密度分布,从图中可以看出入口电解液与钛合金Ti6Al4V材料表面之间电流密度比较小,工具阴极与钛合金Ti6Al4V材料加工间隙之间电流密度较大,电流密度沿加工间隙分布均匀,其数值约为5.0×105A/m2,而出口电解液与钛合金Ti6Al4V材料之间形成的侧隙电流密度随着加工时间延长而增大,其最大数值约为8.5×106A/m2,相比加工间隙的电流密度大16倍左右。大的侧隙电流密度使钛合金Ti6Al4V溶解速度加快,随着加工的进行,侧隙会逐步变大并形成一定的加工锥度,如果工具阴极侧壁绝缘层不致密,高速流动的电解液和侧隙高的电流密度使侧隙在加工过程中越变越大,进而加工尺寸难以保证。
2.4.3电解加工圆孔成形分布
电解加工圆孔时工具阴极以速度vc向钛合金Ti6Al4V材料加工面进给时,在脉冲电源和加工间隙电解液的作用下发生化学反应,钛合金Ti6Al4V材料发生溶解。开始时,由于工具阴极进给速度和钛合金Ti6Al4V材料溶解速度不同,引起电场分布和加工间隙随时间和空间变化而变化,加工处于非平衡状态。随着加工的进行,加工间隙和电流逐渐变化,从而引起电场分布变化和钛合金材料溶解速度变化。电场变化和溶解速度变化相互影响,最终达到加工平衡状态,从而使加工间隙和电场也达到稳恒状态。图6所示为假设电场起决定作用,利用电场与移动网格相互关系数值计算得到的同一条件下不同加工时间圆孔成形变化规律。令tanα为侧壁锥度,从图6可以看出,钛合金Ti6Al4V材料电解加工圆孔时,随着时间(30 s、60 s、90 s、120 s、150 s、180 s)变化,侧壁的锥度变小,这也从电解加工圆孔机理上反映加工中锥度是如何变化的,需选择合理的工艺参数以减小锥度,提高电解加工精度。

图6 电解加工圆孔成形分布
2.4.4电解加工圆孔材料变化
钛合金Ti6Al4V材料在脉冲电源作用下通过化学反应发生溶解,随着工具阴极的进给,电场和加工间隙发生了变化,这些变化使钛合金Ti6Al4V材料溶解场也随之变化,大部分溶解材料被高速流动的电解液带走,电解加工深度不断增大,因而电解加工圆孔的过程是材料几何形状变化和材料去除变化的过程。在数值计算中通常有几何框架坐标系和材料框架坐标系,图7所示为基于电场计算的电解加工圆孔时从几何变化到材料变化的情况,可以看出圆孔大部分材料已经加工去除,圆孔靠近底部位置形成了一定的锥度。

图7 电解加工圆孔材料变化
3不同加工参数对电解加工圆孔成形影响
3.1不同脉冲平均电压对加工成形的影响
图8所示为在其他加工参数不变情况下改变脉冲平均电压得到的平均电压对加工成形影响的情况,可以得到脉冲平均电压为4 V、6 V、8 V、10 V、12 V时,加工平均深度分别为0.864 mm、0.939 mm、1.01 mm、1.07 mm、1.13 mm。从图8可以看出,随着脉冲平均电压的升高,侧壁加工锥度tanα有所减小,加工结束时圆孔底部宽度有所减小。
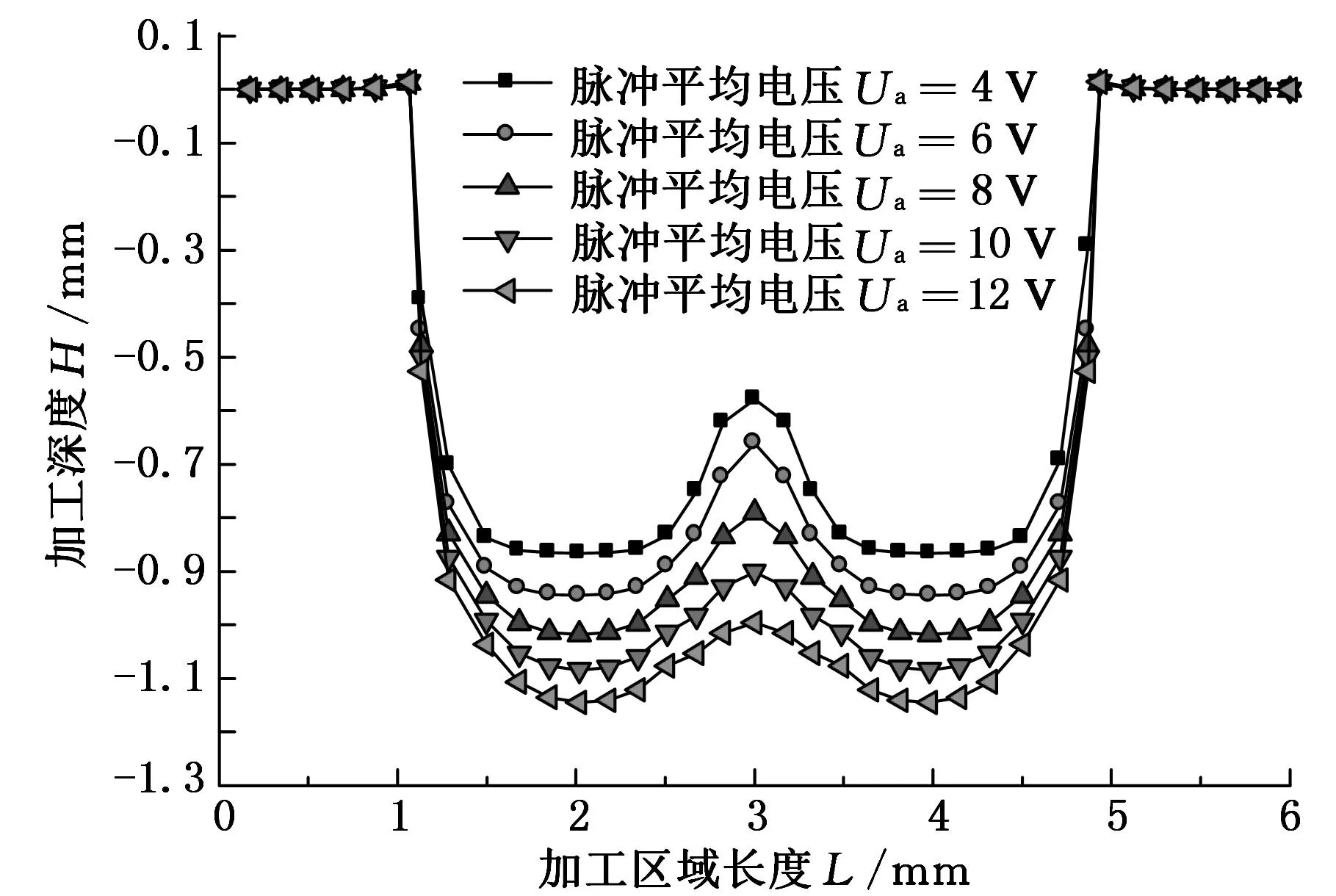
图8 不同脉冲平均电压对加工成形的影响
3.2不同的电导率对加工成形的影响

图9 不同电导率对加工成形的影响
图9是在其他加工参数不变情况下不同的电导率对加工成形影响的关系曲线,可以得到电导率为7 S/m、9 S/m、11 S/m、13 S/m、15 S/m时,其平均加工深度分别为 0.96 mm、0.971 mm、1.02 mm、1.07 mm、1.12 mm。 从图9可以看出,随着电导率的升高,侧壁加工锥度tanα逐步减小,加工结束时圆孔底部宽度有所减小。
3.3不同进给速度对加工成形的影响
图10所示为在其他加工参数不变情况下不同的进给速度对加工成形影响的关系曲线,进给速度为0.2 mm/min、0.3 mm/min、0.4 mm/min、0.5 mm/min、0.6 mm/min时,加工平均深度分别为0.881 mm、1.07 mm、1.30 mm、1.53 mm、1.80 mm。从图10可以看出,随着进给速度的增大,侧壁加工锥度逐步变小,加工结束时圆孔底部宽度逐步增大。

图10 不同进给速度对加工成形的影响
4钛合金Ti6Al4V电解加工圆孔实验
4.1电解圆孔实验参数
采用质量分数为15%的NaCl电解液,其电导率为13 S/m;工具阴极直径为3.8 mm,工具阴极电解液通道直径为1.0 mm,加工间隙为0.2 mm,阴极进给速度为0.3 mm/min,脉冲平均电压为10 V,被加工材料为钛合金Ti6Al4V,加工时间为3 min,电解液入口压力为0.5 MPa,在电解加工设备上进行实验。
4.2电解加工圆孔实验平台
根据圆孔电解加工要求和特点搭建实验平台,工具阴极安装在机床主轴上,工具阴极和电解液型腔采用304不锈钢材料制作,工具阴极外壁采用环氧树脂材料进行绝缘,钛合金Ti6Al4V材料通过夹具安装在机床工作平台上,主轴与脉冲电源阴极相连,钛合金Ti6Al4V材料与脉冲电源阳极相连,采用流量泵保证电解液具有一定的入口压力,通过工具阴极进给保证加工间隙及进给速度。
4.3钛合金Ti6Al4V材料电解加工孔结果

(a) 加工的圆孔试样件

(b) 圆孔形貌

(c)圆孔形貌测量截图图11 钛合金Ti6Al4V材料电解加工圆孔结果
由于钛合金Ti6Al4V的切削性能和磨削性能差,采用传统工艺加工的技术效果很差,为了保证加工质量和加工效率,人们广泛采用电化学加工[12]方法。图11所示为在钛合金Ti6Al4V材料上电解加工圆孔的结果。从图11a可以看出,加工的圆孔在入口处存在杂散腐蚀现象,这是由于钛合金材料的化学成分或组织结构不均匀时,材料中各相的电极电位不同,在电场作用下各相溶解先后顺序不同,优先溶解的是基本相,其余的相以凸起物残留在钛合金Ti6Al4V材料表面形成腐蚀痕迹。随着基本相的进一步溶解,这些凸起物发生脱落被电解液带走,产生入口处的剥落现象,采用混合电解液来减少杂散现象,可使得侧壁和底部位置加工质量比较均匀。 图11b、图11c为4.1节电解圆孔实验参数条件下电解加工圆孔的形貌和测量数据,可以看出,钛合金Ti6Al4V材料电解加工圆孔底部基本保持均匀,圆孔深度大约为1157.140 μm,圆孔直径为4.058 mm, 这与数值计算时阴极进给速度0.3 mm/min、脉冲平均电压10 V、电导率13 S/m条件下的圆孔深度1.07 mm、圆孔直径4.0 mm基本一致,说明本文的理论建模可用来指导实践。
5结论
(1)钛合金Ti6Al4V圆孔电解加工是电场、流场和温度场相互耦合、相互影响的过程,其成形过程非常复杂,文中简化为电场起决定作用的电解加工圆孔成形规律,建立了电场和移动网格相互关系理论模型。
(2)通过数值计算得到了电解加工圆孔电位分布、电流密度分布、成形分布和材料变化规律,可为实际加工提供理论依据。
(3)综合考虑电解加工圆孔成形的规律和因素,探讨了不同的脉冲平均电压、不同电导率和不同的进给速度与加工成形的影响关系。
(4)利用电解加工实验平台得到了钛合金Ti6Al4V圆孔试样件,其圆孔侧壁与底部基本均匀,理论和实验在相同加工参数下所得到的圆孔深度分别1.07 mm和1157.140 μm,两者较为一致。
参考文献:
[1]朱荻,曲宁松.电极平动式电解孔加工技术研究[J]. 机械工程学报,2001,37(5):105-109
Zhu Di,Qu Ningsong.Investigation on Electrochemical Machining with the Orbital Movement of Electrode[J]. Chinese Journal of Mechanical Engineering,2001,37(5):105-109.
[2]王维,朱荻,曲宁松,等. 群孔管电极电解加工均流设计及其试验研究[J].航空学报,2010,31(8):1667-1672.
Wang Wei,Zhu Di,Qu Ningsong,et al.Flow Balance Design and Experimental Investigation on Electrochemical Drilling of Multiple Holes[J].Acta Aeronautica et Astronautica Sinica, 2010,31(8):1667-1672.
[3]曲德峰.微细电解钻孔工艺研究[D].南京:南京航空航天大学,2007.
[4]刘玉杰,赵建社,干为民,等.轻量化阶梯孔结构电解加工试验研究[J].中国机械工程,2015,26(11):1429-1433.
Liu Yujie,Zhao Jianshe,Gan Weimin,et al.Experimental Research on Electrochemical Machining of Light Weight Stepped Hole Structure[J].China Mechanical Engineering, 2015,26(11): 1429-1433.
[5]张华,徐家文,赵建社. 喷射电解加工小孔的数值模拟与实验研究[J]. 中国机械工程,2011,22(21):2624-2627.
Zhang Hua,Xu Jiawen,Zhao Jianshe. Simulation and Experimental Research on Jet Electrolytic Drilling[J] .China Mechanical Engineering, 2011,22(21):2624-2627.
[6]Hewidy M S. Controlling of Metal Removal Thickness in ECM Process[J]. Journal of Materials Processing Technology,2005,160: 348-353.
[7]Sen Mohan,Shan H S. A Review of Electro Chemical Macro-to-micro Hole Drilling Processes[J].International Journal of Machine Tools & Manufacture,2005,45:137-152.
[8]Sebastian S,Adam R. A Sequential Electrochemical-electrodischarge Process for Micropart Manufacturing[J]. Precision Engineering,2014, 38:680-690.
[9]Burgera M, Koll L, Werner E A,et al. Electro-chemical Machining Characteristics and Resulting Surface Quality of the Nickel-base Single-crystalline Material LEK94[J]. Journal of Manufacturing Processes, 2012,14:62-70.[10]Ghoshal B, Bhattacharyya B.Vibration Assisted Electrochemical Micromachining of High Aspectratio Micro Features[J]. Precision Engineering, 2015,42:231-241.[11]王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,1999.
[12]屠振密,李宁,朱永明,等.钛及钛合金表面处理技术和应用[M].北京:国防工业出版社,2010.
(编辑王艳丽)
Research on Titanium Alloy Circular Hole ECM Based on Electric Field Analysis
He Yafeng1,2Lu Wenzhuang1Gan Weiming2,3
1.Nanjing University of Aeronautics and astronautics,Nanjing,210016 2.Changzhou Institute of Technology,Changzhou,Jiangsu,213002 3.Digital Electrochemical Machining Key Laboratory of Jiangsu Province,Changzhou,Jiangsu,213002
Abstract:Taking circular hole electric chemical machining(ECM) as an object, a theoretical model of circular hole was established by taking into account the mutual relationship of electric and moving mesh in process. The distributions of circular hole potential and current density, forming process and material changes were obtained by using numerical methods, the relationship among different processing parameters(the average voltage pulse, the electrical conductivity, the feed rate)and circular hole forming was discussed, And the circular hole ECM tests were done. According to the same processing parameters, circular hole theoretical depth 1.07 mm is a better match circular hole experimental depth 1.157 14 mm,thus it provides a theoretical basis for circular hole ECM.
Key words:titanium alloy;circular hole; moving mesh; processing parameter
收稿日期:2015-07-31
基金项目:江苏省科技支撑工业计划资助项目(BE2014051);常州市应用基础研究计划资助项目(CJ20140046);江苏省数字化电化学加工重点建设实验室(常州工学院)开放基金资助项目(KFJJ2004008)
中图分类号:TG356.11
DOI:10.3969/j.issn.1004-132X.2016.11.008
作者简介:何亚峰,男,1975年生。南京航空航天大学机电学院博士研究生,常州工学院机械与车辆工程学院副教授。主要研究方向为特种加工技术。卢文壮,男,1972年生。南京航空航天大学教授、博士研究生导师。干为民,男,1960年生。常州工学院机械与车辆工程学院教授。
