大型汽轮发电机转子端面瓢偏测量浅析
2016-06-24沙勇锋付鲁宾
申 东,沙勇锋,付鲁宾,汤 鑫
(东方电气集团东方电机有限公司,四川德阳 618000)
大型汽轮发电机转子端面瓢偏测量浅析
申东,沙勇锋,付鲁宾,汤鑫
(东方电气集团东方电机有限公司,四川德阳618000)
摘要:主要通过对大型发电机转子厂内制造过程和电厂安装测量的对照分析,提出一种转子端面瓢偏的检测方法,以工程实践作为切入点,结合理论分析,对其测量方法进行探讨,对相关计算公式加以推导论证。
关键词:发电机转子;端面瓢偏;测量方法;计算公式
0引言
汽轮发电机是由汽轮机作原动机拖动其转子旋转,利用电磁感应原理把机械能转换成电能的设备,大型发电机转子与汽轮机转子一般采取刚性法兰连接方式,将汽轮机与发电机转动部分形成一个轴系,通过对轴系中心的调整,从而保证在运行中对轴承不致产生周期性交变力,避免产生振动[1]。
转子是发电机最重要的部件之一,属于转动机械,在安装和检修过程中,都要对其端面进行瓢偏测量,如何在厂内制造过程中通过合理的测量手段,保证转子合格出厂,尤为重要。
在现行的机械专业相关资料中,对瓢偏的定义阐述基本一致,但测量计算方式却不尽相同,导致得出的结果迥然不同。因此有必要通过系统梳理,以求形成统一的指导文件。
1瓢偏的定义
瓢偏是指旋转机械上转动部件的端面与其轴心线的不垂直度,用几何公差术语表达,即为面对基准线的不垂直度,用于限制被测要素对基准要素相垂直的方向误差[2],如图1所示。
转子端面B相对于转子轴系中心线A的垂直度要求为t,即意味着实测表面应限定在间距等于t值的两平行平面之间,且这两平行平面垂直于基准轴线A,可以理解为端面最高点和最低点最大差值小于等于t值。

图1 面对线的垂直度
2瓢偏的测量
在工程实践中一般采用百分表,通过对设定点的测量,根据相关数据的计算来判定端面瓢偏。如图2所示,假定转子在转动测量过程中没有轴向窜动,用一块百分表来测量端面的瓢偏值[3]。
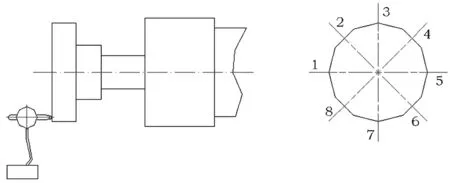
图2 瓢偏测量示意图
将被测端面分成8等分,按顺序编号,调整好百分表零位,使百分表测量杆垂直于被测端面,尽量靠近端面外边缘1点,逐点盘动转子一周,其旋转方向保持与转子运行中的方向一致,并记录各等分点位置百分表读数,见表1。
理论上,计算出最大值与最小值的差值,A3-A5=0.01-(-0.06)=0.07 mm,即为该端面相对与轴心线的垂直度,亦是端面的瓢偏值。

表1 端面瓢偏测量数据示例 mm

通过上述数据对比,二者之间的是存在一定差异的,为何采用直径方向的瓢偏这种计量方式,主要是考虑到如何进一步消除在实际测量过程中由于轴向窜动带来的误差,因为这种差异相对于轴向窜动带来的误差,对测量结果影响更小。
3工程实践中瓢偏的计算分析
在工程实践中,转子在盘车转动的过程中不可避免的产生轴向窜动,导致单个百分表测量的数据无法准确反映端面的真实状况,如何通过适当的方式,消除窜动带来的测量误差,是需要我们重点分析,加以解决的。
如图3所示,我们在被测端面两侧放置2块百分表A和B,使百分表测量杆垂直于被测端面,尽量靠近端面外边缘,其中A表指向1点,B表指向5点,沿水平直径相对的位置,点1和点5形成1~5直径,以1~5直径为例,转子顺时针旋转180°,分别从以下两种情况推导说明:

图3 双表测量示意图
2)考虑转子在旋转过程中,沿轴向窜动量为δ,δ为一不确定量,同样转过180°后,1点转至B表位置,5点转子A表位置,A、B两表的实际读数分别为A5、B1,其中A5代表5点在A表处的读数,B1代表1点在B表处的读数,分析可知:
由上式可得,


同样以1~5直径上的瓢偏为例:
=1/2[A1-(A5-δ)+ (B1-δ)-B5]
=1/2(A1-A5+δ+B1-δ-B5)
=1/2[(A1+B1)-(A5+B5)]
=1/2 (A1+B1)- 1/2 (A5+B5)
同理可得:


以厂内某转子超速后实测数据为例,见表2,在测量的过程中,以轴承支撑转子两端轴颈部位,采用行车配合拖动进行盘车的方式,期间整个转子处于自由状态,电厂安装时测量与此基本相同。

表2 端面瓢偏双表测量数据示例 mm
计算可得:
|C1-5|=|1/2[0+(-0.03)]-1/2 [-0.06+0]|=0.015
|C2-6|=|1/2[-0.02+(-0.02)]-1/2 [(-0.04)+ (-0.02)]|=0.01
|C3-7|=|1/2(0.01+0.02)-1/2(0.01+0.01)|=0.005
取其绝对值最大者0.015,该端面的瓢偏值为0.015 mm。
根据上述公式推导,端面瓢偏值可表述为,先计算出同一测量位置点在两表读数的平均值,然后,再求出与其同一直径上相对的另一测量位置点在两表读数的平均值,二者之差的绝对值即为该直径上的瓢偏值,取其各直径上瓢偏的最大值,就是对应端面的瓢偏值。
4结语
针对厂内制造过程中转子端面瓢偏的具体技术要求,结合电厂实际安装需求,综合考虑了二者的匹配情况。通过系统梳理分析,采用双表测量的方法,进一步消除了常规采用单表测量由于盘车窜动带来的测量误差,更为真实的反映发电机转子端面瓢偏状况。为转子端面瓢偏在制造工程中的可控性提供数据支撑,亦希望对同类回转部件的测量,起到借鉴作用。
参考文献
[1]汪耕,李希明.大型汽轮机发电机设计、制造与运行[M].上海:上海科学技术出版社,2012.
[2]薛岩,刘永田.公差配合新标准[M].北京:化学工业出版社,2014.
[3]迟焕玺.转子轮盘端面瓢偏的正确测量计算[J].电力标准化与技术经济,2006(3):21-23.
作者简介:
申东,1981年生,男,工程师,2007年毕业于西安理工大学机械工程专业,曾从事发电机工装夹具设计,现从事生产管理。