旋铆工艺的研究与应用
2016-06-23朱刚龙曲波东风武汉实业有限公司
文/朱刚,龙曲波·东风(武汉)实业有限公司
旋铆工艺的研究与应用
文/朱刚,龙曲波·东风(武汉)实业有限公司
朱刚,工程师,主要从事旋铆工艺开发,目前已有10余项研发成果投入使用。
中国汽车市场日新月异,消费群体对汽车安全性和美感的要求越来越高,这成为汽车零部件设计优先考虑的因素,许多前期采用弧焊连接的产品更改为旋铆连接。
弧焊工艺产品变形量大,产品稳定性较差,容易出现虚焊和弱焊,产品外观不美观。从环保角度分析焊接属于污染较严重的工艺,而旋铆工艺属于环保型工艺。旋铆工艺的广泛应用,要求零部件企业对该项工艺展开深入研究,以满足市场需求。本文对旋铆工艺的实现过程和关注问题进行了阐述。
铆接子件的拆分
要完成铆接工作,首先应依据铆接前后产品体积不变原则计算铆接前子件的尺寸,据此开发出铆接子件。图1所示为引擎盖拉锁支架,确定基础尺寸后还有4个尺寸很关键,需要进行较严格的公差管理。尺寸A为铆接端头高度、尺寸B为铆接件直径,这两个尺寸直接决定铆接体积,并影响铆接后端头的形状;尺寸C为两个铆头的张开距离,如果尺寸不稳定会出现铆偏现象;尺寸D为铆接高度尺寸,如果尺寸不稳定会出现铆接高度不够或过铆导致工件变形的现象。
铆接子件除了需要控制尺寸外还需要注意倒角和硬度控制。试验证明,没有倒角的子件进行铆接容易出现铆接裂纹,适当的倒角可以避免开裂。子件的硬度影响铆头下行的速度,铆接设备一般是靠铆接时间来控制铆接位移的,如果铆接速度发生变化,那铆接位移就会发生变化。如果子件硬度波动太大会导致同一参数下,产品铆接松紧不一致,无法进行批量生产。
铆接设备的选择
铆接设备按铆接头运动方式分有摆辗铆接机和径向铆接机。摆辗铆接机的电机通过联轴器将运动传递给主轴,同时液压系统驱动活塞连同主轴向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线(即主轴中心线)公转,同时铆头在切向力的作用下自转,从而形成无滑动辗压。径向铆接机的电机通过联轴器将运动传递给主轴,主轴通过少齿差行星机构将运动传递给球面运动副,同时液压系统驱动活塞连同球面副向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线(即主轴中心线)按11瓣梅花运动轨迹对铆钉进行无滑动辗压,而完成铆接工作。
摆辗铆接机结构简单、成本低、维修方便、可靠性好,能够满足大部分零件的铆接要求,而径向铆接产品质量更好,但是径向铆接机结构复杂、造价高、维修不方便,一般铆接质量要求较高的零件才选用此类设备。
根据产品特性和质量要求确定铆接机的类型后,通过计算旋铆总压力来选定设备型号。另外,根据铆接产品的特性,可以选择多头铆接机以提高效率,如图1的产品就可以采用2头铆接机,提升一倍的效率。
旋铆工装的设计
铆头是铆接的主要工作部件,铆头的合理性直接影响铆接质量。铆头的关键因素为工装材质、工装表面硬度、工装表面粗糙度和设计尺寸。
铆头材质一般选用模具钢Cr12MnV或W18Cr4V,然后进行调质、淬火处理,使铆头硬度达到58~62HRC,同时铆头工作表面一定要进行研磨使表面粗糙度在Ra0.8μm以下。
铆头的尺寸需要根据产品铆接形状和设备型号综合分析确定,本文就以常用的半圆形铆头产品进行简要说明,该半圆形铆头(图2)的关键尺寸系列如表1所示。
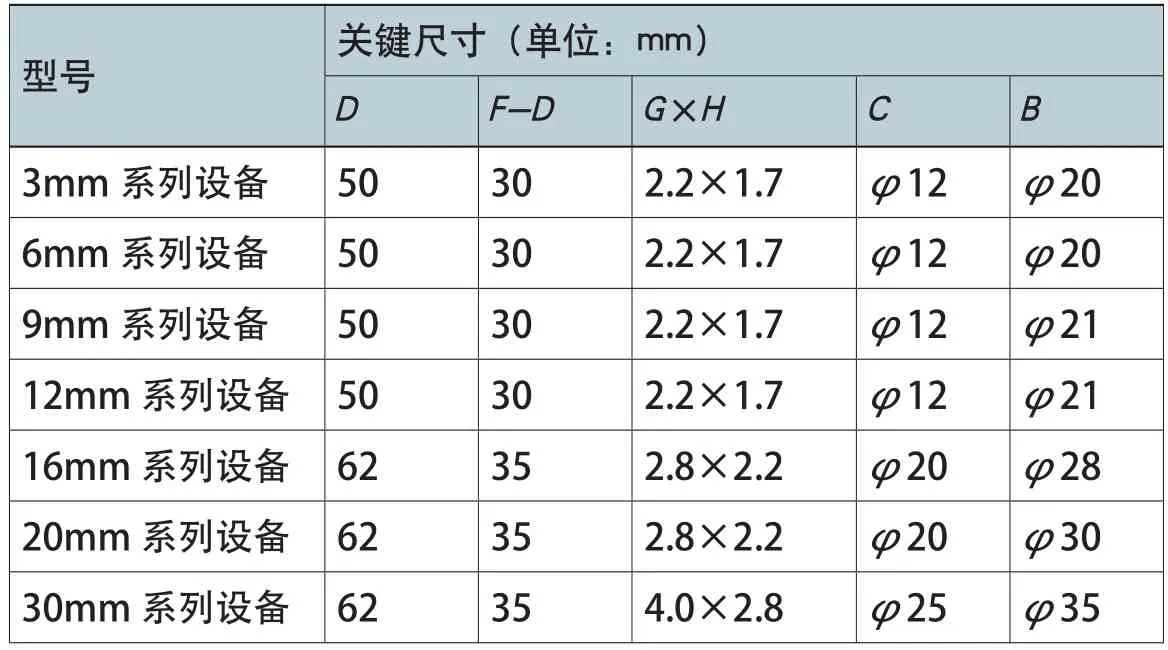
表1 半圆形铆头的关键尺寸系列
除铆头外,铆接定位工装结构合理性也很重要,定位的稳定性直接影响铆接强度和外观质量,定位接触面面积也直接影响铆接件法兰面受纵向剪切力的大小。
旋铆过程中铆接件受到正压力F压和旋转力F旋的作用,如图3所示。在正压力作用下,铆接件的铆接法兰受到定位工装的剪切力,为避免法兰受剪切力压伤,需要让法兰尽可能大的与工装面接触。由于铆接件在工作过程中受到旋转力的作用,如果不采用全方位定位工装零件就会晃动,导致铆接不对中而降低铆接质量。采取图4所示的的定位工装,工作过程中定位镶块将整个铆接件完全包裹,最大程度的加大法兰接触面,使整个零件无法晃动。拿取零件时工装从中间分开便于操作,工装开合采用气动夹紧装置,方便可靠。
生产过程问题点
在生产过程中,铆头一直处于旋转摩擦状态,容易发热,当温度过高时会导致铆头退火,降低铆头硬度,从而影响铆头寿命,甚至影响铆接质量,因此,需要给铆接铆头安装降温装置。
铆头降温装置可以选择水冷和气冷两种方式。采用水循环冷却装置冷却效果最好,但是费用较高,且能耗也高。采用气冷可以在铆头旁安装一根出气管,通过空气快速流通降温,但是产生噪声很大,影响作业环境。此外,也可以在铆头上加装散热器,通过旋铆机自转带动散热器转动而降温,如图5所示。
结束语
旋铆质量稳定、美观,技术较为成熟,但生产效率与压铆相比还有较大差距,如何提高旋铆效率将是后期研究的重点。
