中试与放大啤酒糖化工艺的一致性
2016-06-22李慧灵,曹芳,栾静,张宗申,金朝霞
李 慧 灵, 曹 芳, 栾 静, 张 宗 申, 金 朝 霞
( 大连工业大学 生物工程学院, 辽宁 大连 116034 )
中试与放大啤酒糖化工艺的一致性
李 慧 灵,曹 芳,栾 静,张 宗 申,金 朝 霞
( 大连工业大学 生物工程学院, 辽宁 大连116034 )
摘要:以头道麦汁和冷麦汁的理化指标和感官品评为依据,比较两种不同规模的啤酒厂糖化工艺的一致性。结果显示,中试和放大后冷麦汁的麦汁浓度平均值分别为15.99和16.1°P;α-氨基氮为205和203 mg/L;色度为4.24和4.66 EBC;苦味值为15.3和21.7 mg/L;多酚为199和215 mg/L,与目标值比较,中试酒厂麦汁指标更接近目标值。品评结果显示,放大后酒厂冷麦汁在酒花味、苦味和谷壳味上比中试酒厂强烈,而在麦芽香味上中试酒厂麦汁更强烈,其他风味没有显著差异。
关键词:啤酒厂;糖化工艺;一致性
0引言
在啤酒的研发到放大生产的过程中,即使是相同的原料配比和相同的工艺,由于设备的尺寸、径高比不同,所得到的产品也会有差异。因此,探索中试与放大之间的差异,不仅可以指导生产,而且能够提高中试和放大后生产的产品质量的一致性,节约成本,缩短产品试生产的时间。本研究采用相同的工艺和原料配比,对啤酒中试及放大规模的糖化工艺结果的一致性进行研究。
1材料与方法
1.1材料
原料:麦芽、大米、酒花、ZnSO4、CaCl2。
中试设备:辊式粉碎机,糖化锅(550L),糊化锅(550L),过滤槽(750L),煮沸锅(620L),回旋沉淀槽(750L)。
放大设备:辊式粉碎机、糖化锅(60t)、糊化锅(40t)、过滤槽(75t)、煮沸锅(80t)、回旋沉淀槽(60t)。
1.2检测方法
采用Antonpaar啤酒全自动分析仪测定原麦汁浓度[1];采用Skalar麦汁自动分析仪测定α-氨基氮和苦味值[2];分别测定430 和600nm下麦汁的吸光度,计算色度[3]和多酚的质量浓度[4]。
1.3品评方法
对中试及放大冷麦汁的悬浮物、色泽、清亮度、麦芽香味、甜味、生青味、焦煳味、酚味、霉味、酸味、苦味、涩味、草本味、谷壳味、纸板味、DMS共15个指标进行感官品评,采用两杯品评法,将中试和放大生产的冷麦汁分别随机编号,10位品评员按照0(不存在)~9(强烈)进行品评打分。
1.4糖化工艺
将大米和麦芽在糊化锅中60 ℃保温15min;升温12min至80 ℃,保温3min;然后升温10min至100 ℃,保温12min;与糖化锅中44 ℃保温20min的麦芽合醪,67 ℃保温6min,然后升温6min至73 ℃,过滤槽过滤,煮沸添加酒花和酒花浸膏,回旋沉淀10min。在薄板上冷却,并向麦汁充氧,然后进行发酵。
2结果与讨论
2.1糖化主要理化指标的比较
分别取样中试和放大生产的10个批次的头道麦汁和冷却麦汁,检测麦汁浓度、α-氨基氮、色度、苦味值和总多酚的含量,结果如表1~5所示。
从表1可以看出,放大的头道麦汁浓度均比中试高,说明放大工厂对麦芽的糖化效果更好。影响的主要因素是糖化锅、糊化锅的锅体形式、传热效果、保温设施。另外,放大比中试多了弱麦汁的回收装置,对弱麦汁进行回收利用,可提高原料的利用率,这也是放大原麦汁浓度高的一个原因[5]。而经过过滤、煮沸、回旋沉淀和麦汁冷却等过程,放大和中试冷麦汁的浓度差有所减小,说明两厂都能将麦汁浓度控制在目标值(16°P)附近。

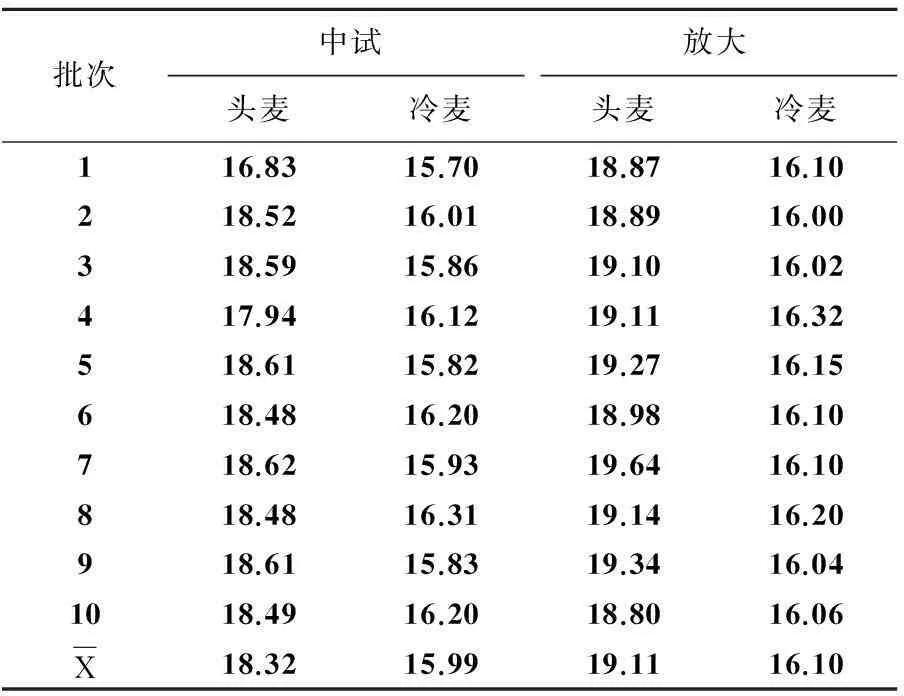
表1 麦汁浓度的比较
从表2中可以看出,放大头道麦汁的α-氨基氮质量浓度比中试高,说明在糖化阶段对麦芽蛋白质的溶解程度放大比中试高,此结果与头道麦汁原麦汁浓度的结果一致,说明相同的原料和工艺下,放大比中试的设备更有利于糖化过程。原因可能是放大后的糖化锅和糊化锅的体积大,保温效果好。中试和放大冷麦汁的α-氨基氮质量浓度均在目标值(200mg/L)附近。


表2 α-氨基氮质量浓度的比较
从表3中可以看出,经过糖化,中试头道麦汁的色度比放大高,而冷麦汁的结果相反,说明在麦汁的过滤、煮沸和回旋沉淀阶段,放大麦汁色度改变很大,原因可能是放大后设备尺寸较大,在过滤过程中对氧的控制不够严密,从而加深麦汁色度[6];由“2.1.1”结果可知,放大后原麦汁浓度较高,导致过滤速度慢,过滤时间长,色度越深[7]。洗糟是否彻底也会影响麦汁的色度,经检测,放大不同批次的残糖量都在2°P以内,而中试在3°P左右。煮沸过程对麦汁的色度也会有一定程度的影响,煮沸时间越长,色度越深[8]。放大生产的冷麦汁色度比中试深,中试更接近目标值(4.3EBC)。

表3 色度的比较
从表4中可以看出,中试和放大头道麦汁的苦味值接近,说明糖化阶段对麦汁苦味值的影响没有差别,而放大冷麦汁的苦味值比中试值高,中试更接近目标值(17mg/L),原因与煮沸过程中对酒花的利用率有关。放大设备尺寸大,在煮沸过程中麦汁的对流强度大,在相同时间内对麦汁中酒花的煮沸程度大,因此相同条件下,放大对酒花的利用效果比中试高,因此苦味值也较高。另外,麦汁与氧接触也会使苦味值增大,强烈的氧化反应会使酒中β-酸迅速氧化溶解,提高苦味值[9]。
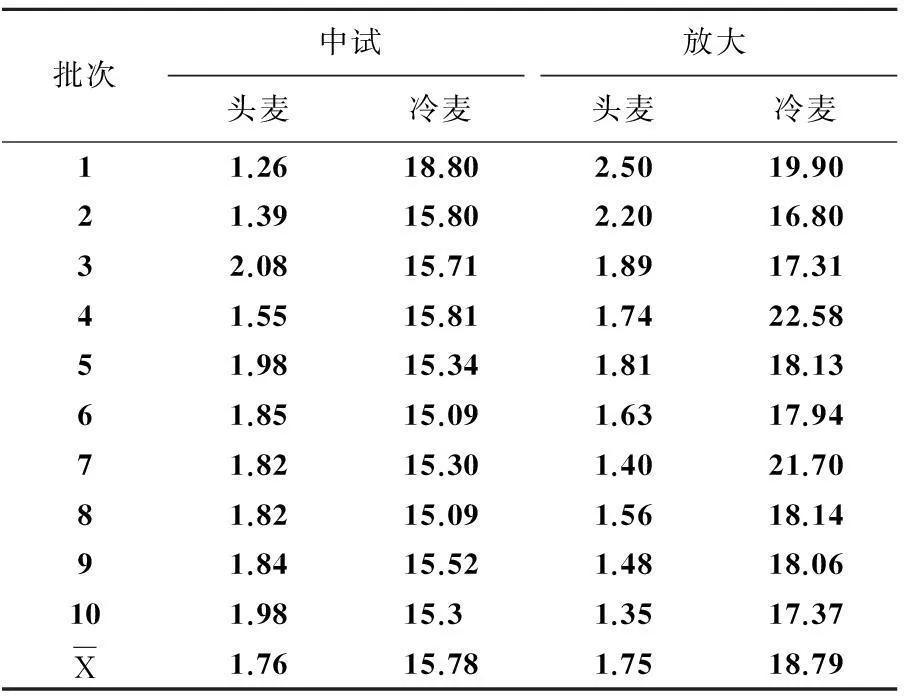
表4 苦味值的比较
在啤酒麦汁的制造过程中,多酚的主要来源是麦芽和酒花。在糖化阶段中,麦汁中的总多酚来源于麦芽,从表5中可以看出,头道麦汁和冷麦汁中多酚的质量浓度,放大均比中试高,中试更接近目标值(190mg/L)。
表5多酚质量浓度的比较
Tab.5Compareofpolyphenolconcentration

mg/L
2.2冷麦汁的品评结果
从图1中可以看出,霉味、纸板味、酸味、焦煳味都低于2,生青味、DMS、涩味低于3,说明有负面影响的风味几乎不存在。在外观上,悬浮物、色泽、清亮度两厂麦汁相差不大。但麦汁的苦味、酒花味和谷壳味中试及放大分别为4.0、3.1、3.6和5.4、4.7、4.1,放大较强烈,而中试的麦芽香味更强烈。
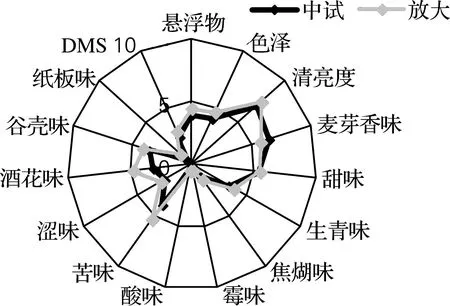
图1 冷麦汁感官品评风味玫瑰图
3结论
分别检测中试及放大头道麦汁和冷麦汁的指标,结果表明,麦汁浓度、α-氨基氮质量浓度、多酚质量浓度在糖化阶段差异很大,但经过滤、煮沸、回旋阶段,麦汁浓度、α-氨基氮减小差异,控制在目标值附近,但多酚质量浓度未减小,色度和苦味值产生的差异主要是在煮沸阶段。
产生差异的原因一是放大有弱麦汁的回收装置,提高了原料的利用率;二是与设备的规模有关,如尺寸大的糖化锅,煮沸锅分别对麦芽和麦汁的糖化程度和煮沸强度更大。
参考文献:
[1] 陈娴青,范秀英,王莉.提高AntonPaar啤酒分析仪的浓度测定精度[J].啤酒科技,2011(5):59-60.
[2] 张永国,秦锐兰.麦汁中α-氨基氮含量的测定方法[J].啤酒科技,2008(3):35-37.
[3] 刘斌.分光光度法分析麦汁色度与煮色的进一步探讨[J].大麦科学,2001(3):45-48.
[4] 刘伟成,贾士儒,郭瑞涵,等.不同品牌啤酒风味质量差异性研究[J].食品与发酵工业,2003,29(7):100-103.
[5] 孙黎琼,程远东.糖化弱麦汁回收工艺的研究[J].啤酒科技,2012(11):8-9.
[6] 荣芷铭,杨红,云霞,等.高蛋白含量大麦甘啤4号酿造特性[J].大连工业大学学报,2014,33(3):175-177.
[7] 刘文玉,杨大毅.麦汁的成分及煮沸过程中物质的变化[J].酿酒,2012,39(1):104-106.
[8] 余志刚,李冬.浅谈啤酒色度与苦味值控制的影响因素[J].酿酒科技,2002,29(1):54-55.
[9] 程志强.啤酒苦味物质控制技术探讨[J].福建轻纺,2008(8):85-87.
Consistencyofsaccharificationinpilotbreweryandenlargedfactory
LIHuiling,CAOFang,LUANJing,ZHANGZongshen,JINZhaoxia
(SchoolofBiologicalEngineering,DalianPolytechnicUniversity,Dalian116034,China)
Abstract:The saccharification in pilot brewery and enlarged factory was compared on the basis of the physical and chemical index and sensory evaluation of cold and first wort. The result showed that average value of OG was of 15.99 and 16.1°P, alpha amino nitrogen of 205 and 203 mg/L, color of 4.24 and 4.66 EBC, bitterness of 15.3 and 21.7 mg/L, polyphenol of 199 and 215 mg/L in pilot brewery and enlarged factory respectively, indicated that the result in pilot brewery were closer to the targets. The flavour of cold wort in enlarged factory was stronger than that in pilot brewery, while malt fragrance was weaker. Other flavors had no obvious difference.
Key words:brewery; saccharification technique; consistency
收稿日期:2015-03-17.
作者简介:李慧灵(1989-),女,硕士研究生;通信作者:金朝霞(1972-),女,副教授.
中图分类号:TS262.5
文献标志码:A
文章编号:1674-1404(2016)03-0177-04
