汽车车身冲压零件多工位级进模设计与应用
2016-06-21张国兵陈文琳徐迎强赵烈伟崔礼春安徽江淮汽车股份有限公司
文/张国兵、陈文琳、徐迎强、赵烈伟、崔礼春·安徽江淮汽车股份有限公司
汽车车身冲压零件多工位级进模设计与应用
文/张国兵、陈文琳、徐迎强、赵烈伟、崔礼春·安徽江淮汽车股份有限公司

张国兵,冲压工艺主管,工程师,主要从事车身冲压工艺文件编制、工艺验证、品质基准书编制及公差分析工作,参与调试的瑞风S5项目获得公司年度“管理、创新、成果”项目汇报评比一等奖,主持完成调试的瑞风M3项目获得安徽省省级科技成果奖,拥有3项专利。
本文分析了汽车支架零件的外形结构特点,制定了该零件的成形工艺,并通过排样分析给出了零件排样图。利用有限元分析软件对其冲压成形过程进行数值模拟,根据模拟结果(成形极限图及材料变薄率)对成形工艺及工艺参数进行优化,将优化结果用于指导模具设计工作。
多工位冲压具有效率高、质量好、安全性高等优点,是制造业经常采用的冷冲压工艺,但多工位冲压模具与普通单工位模具有许多不同。
多工位级进模又称连续模、跳步模,它是在一副模具中,按所加工的工件分为若干等距离的工位,在每个工位设置一个或几个基本冲压工序来完成冲压件某部分的加工,它是在单工位冲压模具基础上发展起来的多工序集成模具,是冲压工艺的发展方向之一。随着我国汽车行业的迅速发展,企业之间竞争激烈程度的持续加剧,零件质量和成本控制显得尤为突出重要,级进模将成为该行业冲压模具的重点发展方向。
零件工艺性分析
图1为支架零件图。单车型多处使用且多车型共用,现有冲压件模具使用年限较长,无法继续满足新老车型的大量使用,故在新车型开发阶段考虑能够满足大批量生产的级进模设计。该零件比较简单,仅有一处冲孔和一处弯曲,但零件弯曲为90°,对冲孔位置精度要求较高。
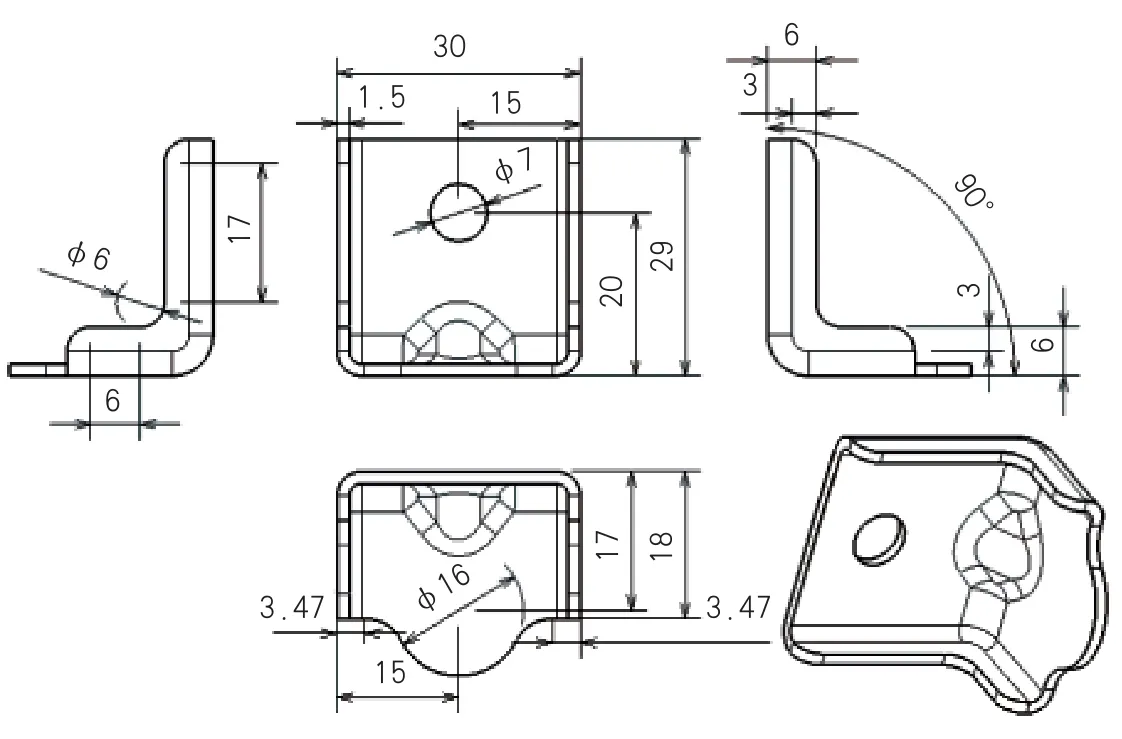
图1 支架零件图
零件排样分析
多工位较普通单工位一个明显的特点就是排样设计,排样设计的原则除了遵循普通冲压排样的原则外,还要考虑以下内容:
1)工序安排。冲裁工序尽量避免采用复杂形状的凸模,如果形状复杂,宁可多加一个工序用来简化凸模形状。为了保证模具强度和设变需求,料带上应视情况适当预留空工位,空工位就是不做任何冲压工序的一个工位。
对于弯曲类零件,应在切除弯曲部位周边的废料后进行弯曲,然后再切除其余废料。对于有冲孔的弯曲件,如果弯曲工序可能影响孔的位置精度或形状时,应考虑先折弯后冲孔或者在折弯处压线以减少折弯对冲孔的影响。对于不对称的弯曲,工件易于滑动,因此可以对零件进行对称弯曲,然后将用于弯曲的一边切除,如果零件较小,也可考虑用对排保证料带及零件的稳定。
2)导正孔的设计。级进模中导正销是非常重要的,导正销孔用来做级进模中的精定位,一般在第一步就要冲出导正销孔,从第二工位开始使用导正销。导正销孔一般开在废料上,如用零件上的孔做导正销孔的话,应注意孔与定位销之间的精度,同时还应注意,被借用的孔经导正后,会损坏孔的精度甚至变形,应考虑后序精冲。
3)料带的连料。在级进模中,为了保证级进冲裁的流畅性,料带必须要有足够的强度和刚度,这主要决定于料带连料部分的强度和刚度。限于工件形状和工序的要求,连料的形式也各不相同,有双侧连料、中间连料、单侧连料等。最理想的是双侧连料,因为这样对零件的送料、导正和定位来说都是有利的;单侧连料对零件最不利。
根据该支架零件的外形特点,单件为不对称弯曲,成形时工件易滑动质量无法保证,又因该零件较小,考虑采用对排保证零件及料带的稳定。由于该零件料厚为1.5mm,对排后中间连料方案料带的刚性可以满足送料要求。综上考虑,选定的排样方案为10个工位(图2),各工位依次为:冲导正销孔、切边、切边、切边、翻边、切边、空位、成形、精冲孔、切断。
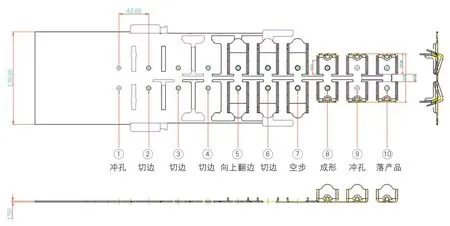
图2 排样工艺图
支架有限元模型建立与冲压成形仿真
参数设定
该支架的材料为SPCC,料厚为1.5mm,其材料的物理性能见表1。

表1 材料的物理性能
有限元建模
有限元模型如图3所示,模具采用正装结构,凸模、凹模选为刚性材料,模具运动类型为single action,自适应网格重划次数为4,时间步为15,板料单元厚向积分点数为6。板料采用等向强化模型。
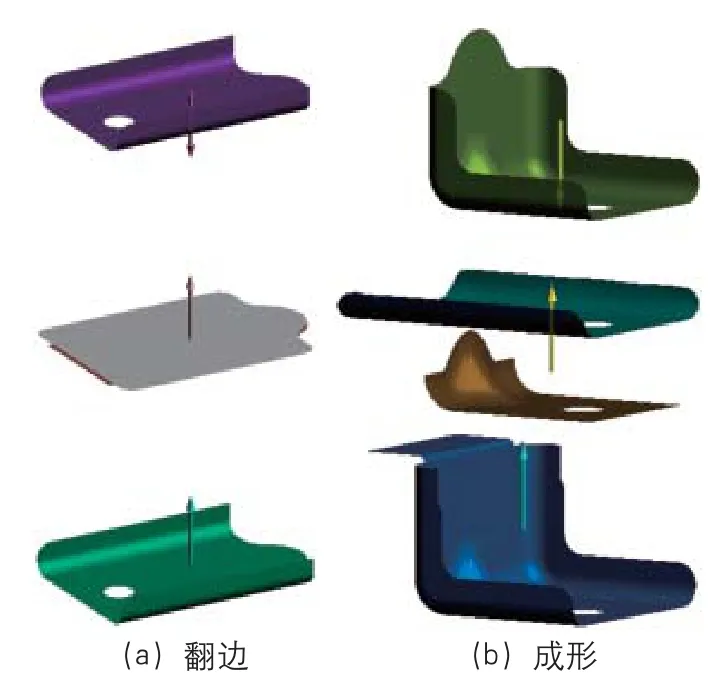
图3 模拟成形有限元模型
模拟结果及分析
模拟结果如图4所示,零件R角中间位置存在凹凸造型,变形充分,未出现工艺缺陷,图中safe所在位置;零件两侧中间位置型面整个过程保持平整,未产生变形,图中Insuff stretch所在位置;但零件R角处两侧位置在第二序成形过程中,存在多料问题,成形后产生起皱缺陷,图中thicking所在位置。因此在该位置前序落料时增加工艺缺口,使该处成形得到改善,起皱缺陷消除。
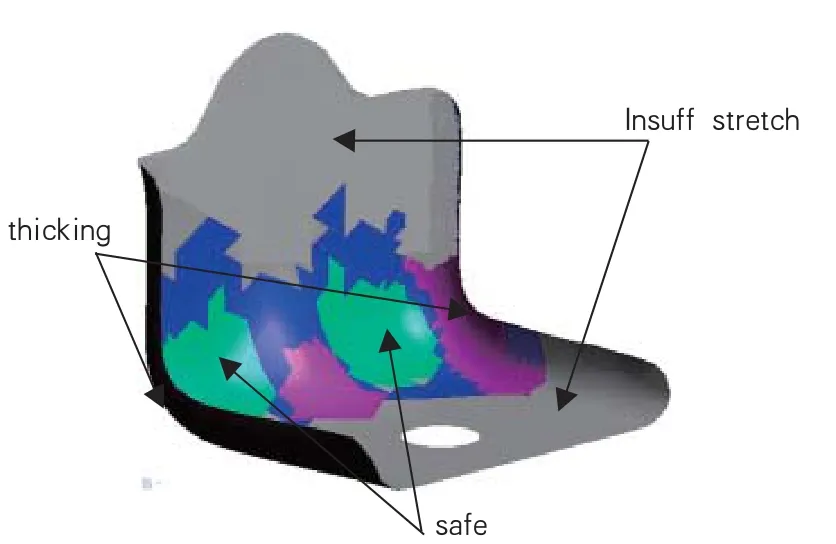
图4 模拟结果
模具结构设计
根据AUTOFORM分析,在排样的基础上,模具结构如图5所示。该支架多工位级进模采用独立式对角导柱模架,导向精度较高。各工位凸凹模通过固定板分别安装在上下模部分,在模座与固定板之间加装垫板,材料为45钢调制处理,起缓冲作用及防止模座变形。
导向装置
该支架单边冲裁间隙为0.045~0.075 mm,其中料厚为1.5mm,取冲裁间隙为0.06 mm。为保证冲裁工位始终具有合理而均匀的间隙,需要提高模具的导向精度,为此选用高精度等级的独立式滚珠导柱对角布置。由于支架尺寸小,冲导正孔、冲废料边等刀块尺寸较小,为防止刀块工作时因强度和刚度不足而变形甚至折断,设计了辅助导向装置,即压料板和凹模固定板导向装置。在固定板上安装了四对内导柱、导套,模具工作过程中,对凸、凹模进行导向,确保上、下模对中,凸、凹模间隙均匀,提高了模具的导向精度,从而提高了零件的尺寸精度。

图5 模具结构图
定位装置
带料采用浮动导料杆与导正销相结合的定位方式。带料送进时由两边浮动导料杆进行粗定位,经工位1冲出导正孔,而后由两边均布的导正销进行精确定位,从而保证每冲裁一次带料送进一个步距。这种定位方式结构简单,定位精确且生产效率高。
卸料装置
冲压后带料会卡在凸模上,为保证上模顺利回程进行下一次冲压,带料需从凸模上卸下使其留在下模。模具设计了卸料装置,由弹簧和卸料板组成,模具闭合时,弹簧压缩;当模具打开上模回程时,弹簧恢复使卸料板相对于上模向下运动将带料从凸模上卸下。冲压前卸料板与凹模先行压紧条料,又有压料作用,可使零件和带料平直,保证零件尺寸精度。
工作部件
各冲裁、成形凸模均以过盈配合加底部凸肩方式固定于上模,模具加工简单、装配方便,且便于调整和修配。凹模均采用镶块结构,将易磨损或难以加工部分以镶件形式嵌入,降低加工难度,便于刃磨和维修,节省生产成本。
实物及生产验证
模具实物如图6所示,利用该模具进行了零件试制,试制零件如图7所示。将试制件与仿真结果进行比较,表明仿真结果与模具生产的零件吻合程度较高,如实反映了零件成形过程中板料的变形情况。
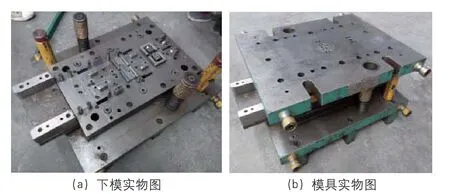
图6 模具实物图

图7 生产实物图
结束语
(1)应用AUTOFORM对支架的冲压成形过程进行了成形仿真分析,以直观的图像反映了该零件成形过程中厚度的变化情况,为模具设计提供了参考。
(2)AUTOFORM同步计算坯料展开尺寸,提高了坯料尺寸精度,得到了合理的坯料形状。
(3)根据成形仿真分析所确定的成形工艺参数,进行了级进模设计与制造,并对零件进行了试制,进一步验证了分析结果,利用该成形工艺能够顺利获得符合设计要求的零件。
(4)该级进模经实际使用证明,模具结构合理可靠,安全性好,维修方便,使用寿命长,完全满足了大批量生产的需求。对相似零件的模具设计,具有较好的参考价值。
综上所述,在模具设计过程中,基于有限元法的数值仿真技术,可以确定合理的冲压工艺和参数,避免反复试模和修模,缩短模具开发周期,提高零件成形质量。
