基于图像处理的钻头测量系统
2016-06-17刘国华
刘国华
(1.哈尔滨工业大学 航空宇航科学与技术博士后流动站,哈尔滨 150001;2.哈尔滨量具刃具集团有限责任公司博士后科研工作站,哈尔滨 150040;3.黑龙江大学 机电工程学院,哈尔滨 150080)
基于图像处理的钻头测量系统
刘国华1,2,3
(1.哈尔滨工业大学 航空宇航科学与技术博士后流动站,哈尔滨 150001;2.哈尔滨量具刃具集团有限责任公司博士后科研工作站,哈尔滨 150040;3.黑龙江大学 机电工程学院,哈尔滨 150080)
摘要:为了实现对钻头常用几何参数的测量,减少测量过程中人为因素影响,开发了利用图像处理方法进行钻头几何参数测量的系统。文中对该系统的结构、组成及关键技术进行了论述。测量结果表明该测量系统可基本满足一般钻头的测量精度要求,有效降低测量过程中人为因素的影响。
关键词:钻头;几何参数测量;图像处理
0引言
麻花钻在机械产品的孔加工中应用极为广泛,其中钻头几何参数对孔加工质量、钻头的切削性能及使用寿命有着重要影响。常用钻头见图1。由图1可见,钻头几何形状复杂,难以用传统测量方法进行测量,通常只能用工具显微镜或样板尺进行测量,其过程繁琐、易受人为因素影响[1]。本文在哈量集团研制的4618型刀具测量仪的基础上,开发了利用图像处理技术测量钻头几何参数的系统,以减少人为操作误差,提高测量效率。

图1 麻花钻Fig.1 Twist drill
1钻头测量系统
4618型刀具测量仪是一套较为通用的光学测量系统,主要结构见文献[2]。它由测量定位系统、图像采集系统、数据采集系统组成,设备原设计为人眼瞄准测量系统,在测量过程中,操作者直接针对CCD相机获取的原始图像,在显示器屏幕上进行操作,通过选取点、线等测量要素并绘制图形的方式,完成相关参数测量工作。由于测量图像多属于反射光成像,与背光成像相比,大量与测量无关的细节影响特征选取,测量结果易受人为因素影响。本文通过对软件系统功能进行扩展,增加图像处理功能,以减少测量中人为因素影响,提高测量效率。
2钻头图像测量关键技术
钻头图像测量的主要流程见文献[2]。在测量过程中,将被测钻头置于回转工作台的V形块上进行定位,然后移动水平、竖直导轨滑架,并通过相机导轨调焦完成图像采集;对采集图像进行预处理,获取图像边缘,并进行特征识别,如点、直线等识别等;最后计算相关几何参数,完成测量过程。
2.1测量图像采集
在图像测量中,原始图像质量至关重要。在钻头测量图像中,大多属于前向照明成像,获取的典型图像见图2。由图2可见,图像中存在大量与测量无关的纹理、缺陷等细节,质量较差,给图像处理带来较大困难,只能通过调整相关成像方式,尽量获取合适图像以便于后续处理。通过实践证明,主要可以遵循以下原则:

图2 钻头端面图像Fig.2 Front image of twist drill

图3 提取合适成像部位Fig.3 Suitable image area extraction
1)集中对测量部位成像,去除测量无关对象,获取合理测量内容。在钻头几何参数测量中,很难通过一幅图像完成所有测量任务,需要根据具体测量参数选择合适成像部位。在条件允许情况下,应通过更换合适放大倍数的相机镜头得到合理的测量图像。若条件所限,只能得到包含大量无关部位的整体图像,此时可利用图像处理技术,对原始图像进行裁剪等处理,提取合适测量部位图像。在测量钻头的钻尖角时(图3),除倾斜主切削刃外,其它都是无关因素,可通过提取原始图片虚线框中区域并进行后续处理,既提高了处理精度,又减轻了图像处理工作量,效果较好。

图4 突出成像部位Fig.4 Outstanding image area
2)调整成像条件,突出测量部位。对于前向照明成像,成像质量受照射光及环境光照等条件影响较大。为了减小无关细节影响,在选取合适成像部位后,可通过调节光照条件,进一步突出测量区域,获取合理图像,以便于后续处理。通过高亮度钻头端面,突出了测量轮廓形状,减少了纹理缺陷等无关细节影响,方便了后续图像处理过程(图4)。
2.2图像测量主要算法
在确定测量参数及测量部位并采集合理图像后,主要是图像处理并计算测量参数的过程,算法包括图像预处理、边缘检测、特征识别。
图像预处理是减少噪声、进一步消除无关信息,增强图像为后续边缘检测提供准备工作,包括图像灰度化、滤波和二值化。图像灰度化算法中,采用图像R、G、B分量加权方式,将相机采集的24位真彩色图像转化成灰度图像[3]。为了减少噪声影响,通过实际比较,选取中值滤波法对灰度图像进行降噪滤波处理,并采用OTSU自动阈值法完成图像的二值化处理[4]。在边缘检测算法中,Canny算法不但能对图像进行平滑滤除噪声,而且能得到较好的单像素图像边缘,因此采用Canny检测算法完成边缘检测[5]。在特征检测中,由于钻头的测量主要是角度测量,因此采用Hough变换方法实现图像中的直线特征检测[6-7]。
以钻头端面横刃斜角测量图像为例,对于钻头的端面图像,主要测量主切削刃的横刃斜角,即主切削刃所在倾斜边与水平线之间夹角,因此图像处理过程中主要实现主切削刃所在斜线的提取过程,主要过程及结果见图5。
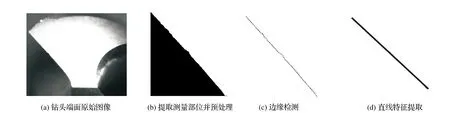
图5 刀具图像处理结果Fig.5 Tool image processing results
3系统软件设计
对于钻头,测量可分为静态和动态测量。静态测量可通过一次成像并进行图像处理获取参数,主要涉及各种角度测量,如钻尖角、后角、横刃斜角、螺旋槽斜角等。动态测量过程中,要调整钻头方位,目前需通过人眼瞄准并几何作图的方式进行测量,主要包括横刃对称性、钻心对称性、切削刃轴向跳动等。
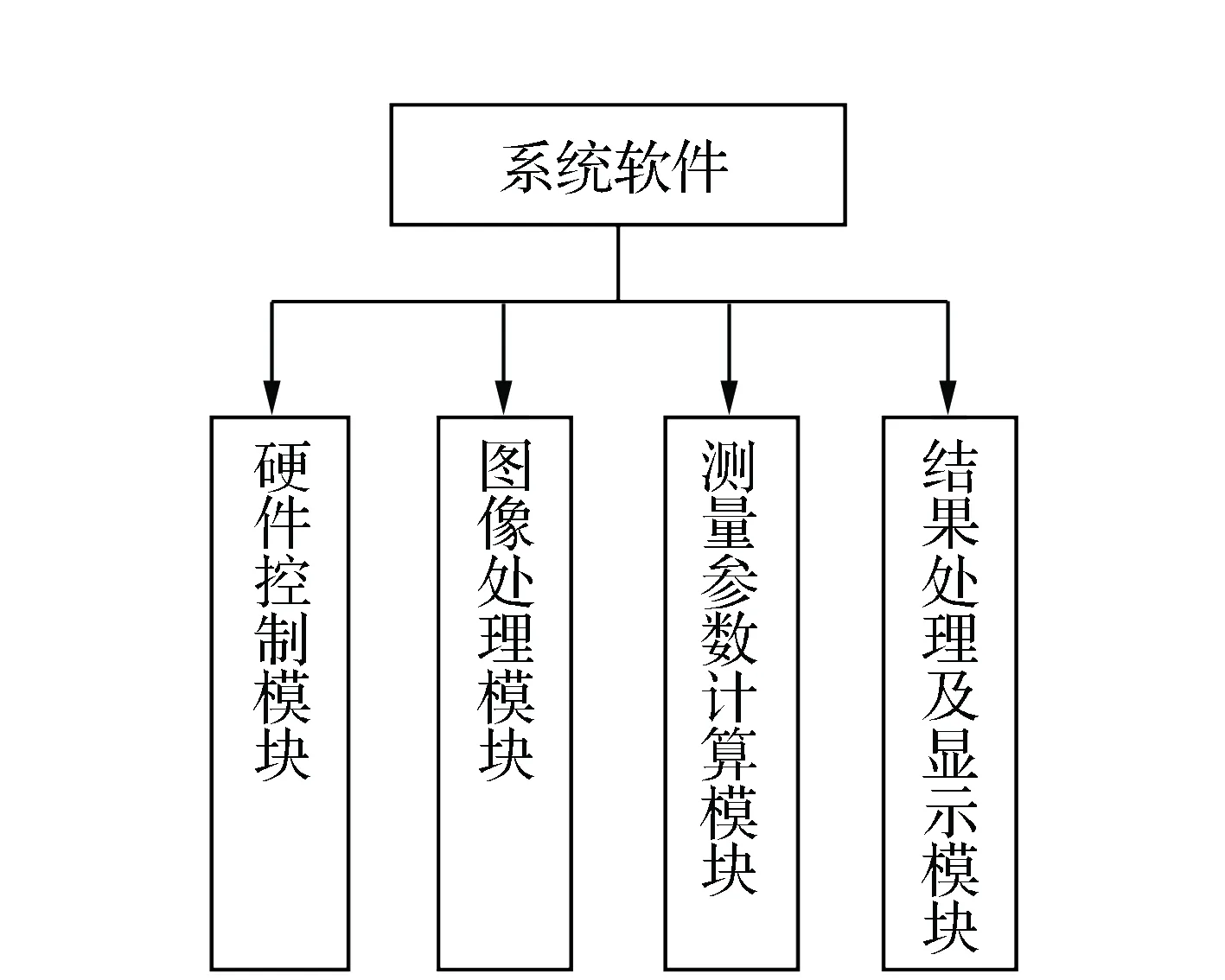
图6 软件功能模块Fig.6 Software structure modules
根据确定的测量内容及实现方式,系统主要软件功能见图6。在硬件控制模块中,主要实现工业相机加载并完成图像采集,以及完成对水平、竖直导轨光栅尺数据采集。图像处理模块主要完成静态测量中的图像处理过程。测量参数计算模块完成图像提取后的测量数据计算。为了对结果进行显示、保存等,增加了结果处理及显示模块。
软件开发以微软VS2010中的C#语言作为平台,并配合使用计算机视觉库EmguCV完成。系统软件主要操作界面及功能分区见图7。C#是微软公司发布的面向对象的、运行于.NET Framework之上的高级程序设计语言,操作简单且效率较高,是当前.NET开发的首选语言[8]。EmguCV是对当前应用广泛的OpenCV计算机视觉库的.net包装,后者是Intel的一个开源计算机视觉库,包含大量图像处理经典算法,但是用C和C++编写,不能直接在.NET中调用,通过EmguCV封装,使得可用C#语言来调用OpenCV中相关功能函数,提高程序开发效率[9]。

图7 软件操作界面Fig.7 Software interface
4实验验证
为了对测量效果进行验证,利用哈量集团的4618刀具测量仪作为实验平台,并选取不同直径的标准麻花钻头作为测量对象,利用人眼瞄准的方式测量相关参数,利用图像处理功能对同一参数进行测量,对结果进行比较。
在人眼瞄准测量过程中,操作人员直接在原始图像上进行作图测量。为了力求作图准确,操作人员需要不断调整成像条件,并从不同角度进行观察以选取测量内容,效率较低。图像处理的测量方式避免了繁琐的人眼瞄准过程,由软件自动对图像进行处理,并获取测量结果,使测量效率得到了提高。以钻头横刃斜角参数测量为例,利用人眼瞄准方式进行测量通常约需1 min,通过图像处理方式约需0.5 min。
为了验证图像处理测量方式的准确性,将图像处理与人眼瞄准两种方式的测量结果进行对比。由操作人员利用人眼瞄准的方式进行相关参数测量,采取对同一参数进行3次测量,并取其平均值作为人眼瞄准测量的结果,即可获得较为准确的测量结果。针对同一参数,利用图像处理的方式进行测量。由于图像处理方式为自动测量,测量结果基本为固定值,并不需多次测量取平均值。将图像处理方式的测量结果与人眼瞄准测量结果进行对比,得出二者之间差值<0.5°。其中钻头横刃斜角的部分测量结果见表1。对于普通钻头角度测量,一般要求测量精度在1°左右即可,利用图像处理方式进行参数测量,可满足钻头的测量精度要求。

表1 钻头横刃斜角测量数据
5结论
为了减少测量过程中人为因素影响,提高测量效率,本文开发了基于图像处理的麻花钻头几何参数测量系统。对测量系统涉及的主要内容,如图像采集原则、图像处理算法进行了研究,并在此基础上设计完成了测量系统软件。通过实际比对实验对测量结果进行了验证,证明一般角度测量误差在0.5°左右,表明测量系统可以满足一般钻头的测量精度要求,达到了系统相关设计指标要求。
参考文献:
[1]刘国华. 标准麻花钻建模技术研究[J]. 黑龙江大学工程学报,2015,6(2):86-90.
[2]刘国华. 基于图像处理的刀具几何参数测量[J]. 黑龙江大学工程学报,2015,6(4):73-77.
[3]周金和,彭福堂.一种有选择的图像灰度化方法[J]. 计算机工程,2006,(20):198-200.
[4]李了了,邓善熙. 基于大津法的图像分块二值化算法[J]. 微计算机信息,2005,(24):31-33..
[5]吉玲,杨亚. 一种改进的Canny边缘检测算法[J]. 微处理机,2015,(1):26-29.
[6]宋晓宇,袁帅. 基于自适应阈值区间的广义Hough变换图形识别算法[J]. 仪器仪表学报,2014,(5):32-35.
[7]苏伯超,张晓华,刘宛予,等.图像正则化扩散行为及统一处理框架[J].黑龙江大学自然科学学报,2015,32(5):673-680.
[8]宋智军,邱仲潘. Visual C# 2010从入门到精通[M]. 北京:电子工业出版社,2010:12-15.
[9]Bradski G, Kaehler A.学习OpenCV(中文版)[M]. 于仕琪,刘瑞祯译.北京:清华大学出版社,2009:21-25.
(本期责任编辑:张松波王红星邹晓艳英文审校:丁琳)
Twist drill measurement system based on image processing technology
LIU Guo-Hua1,2,3
(1.PostdoctoralResearchCenterofAeronauticalandAstronauticalScienceandTechnology,HarbinInstituteofTechnology,Harbin150001,China; 2.PostdoctoralResearchCenterofHarbinMeasuring&CuttingToolGroupCo.Ltd.,Harbin, 150040,China; 3.SchoolofMechanicalandElectricalEngineecring,HeilongjiangUniversity,Harbin, 150080,China)
Abstract:In order to realize the geometric parameters measurement of common twist drill and reduce artificial factors, a kind of measurement system based on image processing technology is developed. The structure composition and key technologies of the measuring system are described. It is shown that this system can meet the general requirements of measuring accuracy and effectively reduce the human error in measurement process.
Key words:twist drill; geometry parameter measurement; image processing
DOI:10.13524/j.2095-008x.2016.01.017
收稿日期:2015-11-16;修改日期:2015-12-11
基金项目:黑龙江省教育厅科学技术研究项目(11531275)
作者简介:刘国华(1975-),男,山东肥城人,副教授,博士,研究方向:数字化设计与制造、机床数控技术,E-mail:lqh7511@sina.com。
中图分类号:TG713.1
文献标志码:A
文章编号:2095-008X(2016)01-0092-05
网络出版地址:http://www.cnki.net/kcms/detail/23.1566.T.20160218.1458.004.html