应用UG加工四轴叶片零件的方法探讨
2016-06-16阳涛
阳涛
(达州职业技术学院,达州635001)
应用UG加工四轴叶片零件的方法探讨
阳涛
(达州职业技术学院,达州635001)
摘要:CAD/CAM软件在数控加工中得到了广泛的应用。采用四轴联动数控加工中心与UG软件结合,可以加工较简单的四轴零件。对于仅有四轴联动机床的单位,制造叶片类零件具有较强的借鉴意义。
关键词:叶片UG四轴加工
CAD/CAM软件在数控加工中得到了广泛的应用。对于复杂的空间自由曲面零件,无法采用传统的手工编程加工,一般采用CAD/CAM软件进行自动编程,并采用五轴联动数控加工中心才能完成加工。对于没有配置五轴联动数控加工中心的小型企业来说,采用四轴联动数控加工中心与UG软件结合的方法,同样可以加工四轴零件。下面以四轴叶片零件的加工为例,探讨四轴零件的加工方法。
1 叶片零件的加工工艺分析
(1)零件图的分析。如图1和图2所示,叶片零件由五个截面数据确定,各叶片截面之间依次有10mm的间距和5°的旋转角度,旋转轴为A轴。零件材料为铝棒,毛坯尺寸为φ35×150,不需要车削加工,加工曲面为叶片曲面。由于工件是轴对称零件,故选择毛坯左端面中心作为工件坐标系原点。

图1

图2
(2)刀具的选择。由于工件材料为硬铝,切削性能较好,选用高速钢立铣刀即可满足工艺要求。粗铣时采用φ10的三刃圆柱直柄立铣刀,精铣时采用φ6的三刃球头立铣刀。
(3)机床及装夹方式选择。机床选择四轴联动立式加工中心。由于工件是较短的棒料,采用第四轴A轴上的三爪卡盘进行装夹,不需要顶尖。
(4)工艺路线制定。采用先粗后精的加工顺序:粗加工时采用型腔铣加工方式,采用三轴加工方式,分成上下两部分两次铣削;精加工时采用可变轴流线铣加工方式,采用四轴加工方式。
(5)切削用量的选择。粗铣时主轴转速选择1500r/min,进给速度选择200mm/min,精铣时主轴转速选择2000r/min,进给速度选择300mm/min。
2 应用UG软件对叶片零件进行四轴加工
2.1 零件的粗加工
(1)打开UG软件,绘制如图2所示的三维实体模型。
(2)首先选择型腔铣粗加工叶片曲面上半部分。在【创建刀具】、【创建几何体】之后,单击【创建工序】按钮,弹出【创建工序】对话框,将【类型】设置为【mill_contour】,【工序子类型】选择【CAVITY_MILL】,【刀具】选择D10,几何体选择WORKPIECE,单击【确定】按钮,弹出【型腔铣】对话框,将【刀轴】设置为【+ZM轴】,【切削模式】设置为【跟随周边】,【平面直径百分比】设置为40,【每刀的公共深度】设置为【恒定】,【最大距离】设置为1mm,如图3所示。

图3

图4
单击【切削层】按钮,弹出【切削层】对话框,按图4所示设置参数,单击【确定】按钮退出。分别单击【切削参数】按钮、【非切削移动】按钮和【进给率和速度】按钮,设置相应的参数,单击【确定】按钮退出。单击【生成】按钮,生成刀具路径,如图5所示。
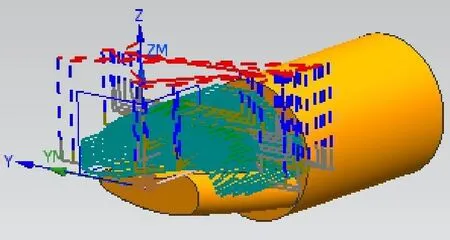
图5

图6
(3)选择型腔铣粗加工叶片曲面下半部分。在操作导航器几何视图中右键单击【CAVITY_MILL】,选择复制命令,再右键单击【CAVITY_MILL】,选择粘贴命令,生成【CAVITY_MILL_COPY】。如图6所示。双击【CAVITY_MILL_ COPY】,弹出【型腔铣】对话框,在刀轴中选择【指定矢量】,选择-ZC轴,单击确定,退出对话框,如图7所示。

图7

图8
单击【切削层】按钮,弹出【切削层】对话框,按图8所示修改参数,单击【确定】按钮退出。单击【生成】按钮,生成刀具路径,如图9所示

图9

图10
2.2 零件的精加工
单击【创建工序】按钮,弹出【创建工序】对话框,将【类型】设置为【mill_multi_axis】,【工序子类型】选择【VARIABLE_STREAMLINE】,刀具选择B6,单击【确定】按钮,弹出可变流线铣对话框,单击【指定切削区域】按钮,弹出切削区域对话框,选择要加工的四个曲面,单击确定退出。投影矢量选择【垂直于驱动体】,刀轴选择【4轴,垂直于驱动体】,弹出指定矢量对话框,选择+X作为旋转轴,单击确定退出,如图10所示。选择【驱动方法】中的【流线】,单击【编辑】按钮,弹出流线驱动方法对话框,如图11所示设置参数,单击【确定】退出。依次设置好【切削参数】、【非切削移动】和【进给率和速度】,单击【确定】按钮退出。单击【生成】按钮,生成如图12所示刀具路径。在操作导航器几何视图中单击【WORKPIECE】,单击【确认刀轨】按钮,单击【3D动态】,再单击【播放】按钮,可生成如图13所示的仿真加工零件。

图11

图12

图13

图14
2.3 数控程序的生成
产生粗加工程序可以选择三轴后处理器,不再赘述,但产生精加工程序时由于UG默认的四轴后处理器是绕B轴旋转,而本次加工要求绕A轴旋转,因此要自定义四轴后处理器。依次单击【开始】、【所有程序】、【Siemens NX 8.0】、【加工】、【后处理构造器】,在后处理构造器中单击【文件】、【新建】,按图14进行设置,单击确定。再单击【第四轴】,按图15进行设置,单击关闭,保存更改。右键单击工序导航器中的【VARIABLE_STREAMLINE】,选择后处理,单击浏览按钮,选择刚定义的后处理器【4_axis_new_post】,单击【确定】,生成如图16所示的四轴程序。

图15

图16
3 结语
通过采用四轴联动数控加工中心与UG软件结合的方法,可一次完成叶片曲面的加工,相对于三轴加工不仅有很高的加工精度而且有很高的加工效率,对于仅有四轴联动加工中心的单位制造叶片类零件具有较强的借鉴意义。
参考文献
[1]张文建,彭一男,冯恒昌.基于UG的汽轮机叶片四轴加工方法的研究[J].制造业自动化,2011,(3):26-28.
[2]杨小毅.轴流式透平叶片的四轴联动数控加工方法[J].风机技术,2013,(3):53-58.
[3]蒋明.叶片四联动加工技术与应用[J].农业装备技术,2013, (2):22-24.
Discussion on the Method of Applying UG to Processing Four Axis Blade Parts
YANG Tao
(Dazhou Vocational and Technical College ,Dazhou 635001)
Abstract:CAD/CAM software obtains the widespread application in the NC processing. With four-axis CNC machining centers and UG software in combination, it can be processed relatively simple four-axis parts. This has strong reference for enterprises and institutions only have four axial machine tools to manufacture blade kind parts.
Key words:blade parts, UG, four axis processing
