超临界锅炉TP347HFG的焊接性能及焊接工艺初探
2016-06-13殷守斌山东电力工程咨询院有限公司济南5000山东省菏泽市供电公司山东菏泽74000
殷 智,殷守斌(.山东电力工程咨询院有限公司,济南 5000; .山东省菏泽市供电公司,山东 菏泽 74000)
超临界锅炉TP347HFG的焊接性能及焊接工艺初探
殷 智1,殷守斌2
(1.山东电力工程咨询院有限公司,济南 250100; 2.山东省菏泽市供电公司,山东 菏泽 274000)
摘 要:文中对TP347HFG钢的焊接性能进行了分析,明确了其常见的焊接缺陷,选择镍基焊材ERNiCr-3和匹配焊材ER347进行焊接,并探索出了相应的焊接工艺,主要包括:坡口打磨、对口间隙控制、根部充氩保护、层间温度控制等措施,有效防止了焊接缺陷的产生,取得了良好效果,为从事发电厂类似焊接项目的工程技术人员提供了参考。
关键词:TP347HFG钢;焊丝ERNiCr-3;焊丝ER347;冲氩保护
0 引言
TP347HFG是日本住友公司针对TP347H存在的烟汽侧管子在热循环作用下会产生氧化层剥落、进而在弯管处产生阻塞导致过热的问题及失效和剥落的氧化物会被带入汽轮机,使汽轮机产生严重的侵蚀的问题进行了改进,采用与TP347H不同的加工制造、热处理工艺,利用微细的铌碳化物(NbC)的溶解和沉淀机理,采用新的、较高的固溶处理温度使得TP347H的晶粒大大的细化。从而使该钢室温、高温力学性能与TP347H基本相同,而持久强度比ASME规范的规定值高约20%,比常规的TP347H钢管有更优良的可焊性及焊接接头的抗疲劳性,且抗晶间腐蚀性能明显提高、组织稳定性和抗氧化及剥离性能也得到显著的改善,总之其综合性能明显优于TP347H。
山西河曲发电厂2×350MW超临界锅炉高温过热器和高温再热器管屏广泛选用TP347HFG钢。
1 TP347HFG的焊接性分析
TP347HFG属于典型的奥氏体不锈钢,其有优良的熔化焊接特性,焊接形成的接头在不进行任何热处理的情况下具有良好的塑性和韧性,因此TP347HFG无冷裂倾向,焊前不需要预热。但奥氏体钢的熔点低、热导系数小、受热时膨涨系数大,焊接时在高温熔池的影响下,容易在焊缝中形成粗大的铸态组织,并产生较大的应力和变形等,因而应注意控制焊接热输入和层间温度。如果焊材选择或焊接工艺不合理,极易形成根部氧化、热裂纹、高温脆性裂纹等缺陷。
1.1 根部氧化
TP347HFG钢Cr的质量分数大于17%及合金总质量分数高达30%以上,现场焊接施工时如果不对根部焊缝进行较好的充氩保护,高温的液态金属与空气中的氧气接触很容易使其中的合金元素烧损氧化,使焊缝根部产生过烧组织。
1.2 热裂纹
热裂纹根据形成的时机不同分为液化裂纹和结晶裂纹。焊接时的近缝区或多层间部位在焊接热循环的作用下金属重新熔化,在焊接热应力的拉伸作用下沿奥氏体晶界开裂时形成的裂纹,称为液化裂纹。结晶裂纹是焊接时高温熔池附近的熔融金属在凝固结晶时,在收缩拉应力的作用下,残留在凝固晶粒间的液态薄膜发生开裂,而附近又没有足够的液态金属对裂纹间隙进行填充而形成的裂纹。
1.3 高温脆性裂纹
高温脆性裂纹是焊接时在高温熔池的影响和热应力的作用下,在焊接热影响区的过热区,由于附近母材塑性不足,拉应力超过了其弹性极限,而形成的裂纹。实践证明严格控制焊材中的P含量,可避免高温脆性裂纹产生。
2 TP347HFG钢焊接焊材的选用
TP347HFG钢焊接接头易出现的热裂纹、根部氧化等问题,除了焊接工艺的影响,另一因素是焊接材料的选择。TP347HFG在供货状态下具有良好的塑性,但其中含有的用于提高高温蠕变强度的沉淀强化元素,高温运行过程中会以(硬脆的碳、氮化物)σ相的形式弥散析出,在强化材料的同时,会明显降低材料的塑性和韧性。因此应正确选择焊接材料防止焊缝金属发生σ相脆化[1]。镍基焊接材料ERNiCr-3化学成分中Ni质量分数远远超过了TP347HFG中的质量分数,焊缝金属中Ni质量分数的提高可有效控制σ相析出沉淀。因此,选择ERNiCr-3焊丝焊接TP347HFG钢从理论上说是可行的。
3 TP347HFG采用镍基焊丝ERNiCr-3和匹配焊丝ER347焊接时的焊接工艺
根据TP347HFG钢的焊接特性,专门制定了TP347HFG的焊接工艺,焊接方法选择手工氩弧焊GTAW,背面充氩保护,并采用摇摆焊,焊缝纹理美观,氩气摆动对于冷却焊缝,控制层间温度比较有利。下面为TP347HFG钢采用焊丝ERNiCr-3和ER347焊接的工艺要点。
(1)管材:TP347HFG;规格:φ63.5×11.5(高过)/ φ76×6mm(高再)。
(2)焊材:ERNiCr-3/ER347;规格:D2.4mm。
(3)坡口打磨:采用ERNiCr-3焊接时,因为ERNiCr-3中Ni的质量分数较高,因此与母材的化学成分差别较大,采用ERNiCr-3进行根部第一层焊接时极易因为熔敷金属间的熔合问题而产生未熔合等焊接缺陷。因此焊前需使用抛光片打磨清除坡口处的氧化膜,清除完毕立即进行焊接,在焊接中发现未熔合和根部氧化等缺陷要及时停止焊接并进行清除。
(4)对口间隙控制:高过、高再管子组对焊接时,对口间隙应控制在2.7~3.1mm。作用如下:首先TP347HFG钢焊缝熔池中熔融的铁水粘度较大,如采用从外侧填丝的单面焊双面成型法,不能保证根部焊缝的成型,焊接时容易出现根部焊缝及坡口未熔合等缺陷,因此焊接第一层时应采用内加焊丝法(如图1);其次,如果管子对口间隙超过3.1mm,易造成焊缝局部热输入过高产生“烧枯”现象,易出现仰焊位置根部内凹、平焊位置焊瘤等缺陷。
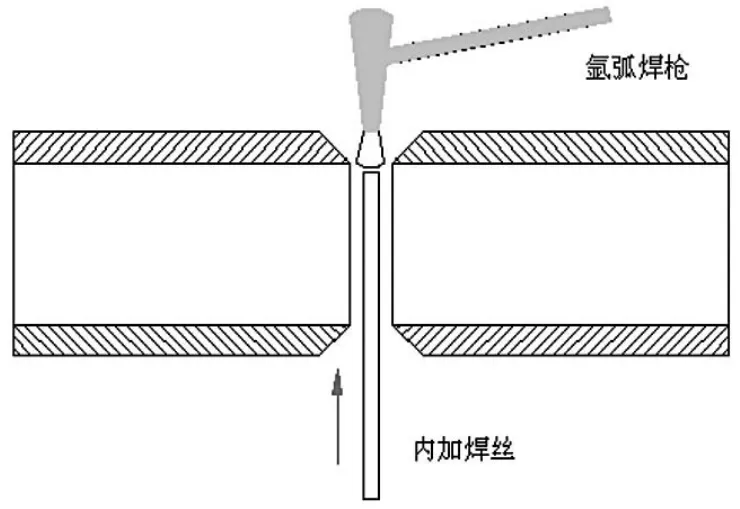
图1 对口间隙及内加丝示意图
(5)管子内部充氩保护:TP347HFG钢焊接时焊缝金属中的Cr及其他合金元素极易与空气接触发生氧化,因此需采用自管子进口侧向出口侧持续充氩的方式(如图2),现场采取的具体措施为:组合场地面组合管排在其管子出口处用端盖封住,高空的安装焊口采取出口处内部塞水溶纸,然后由管子进口侧冲入氩气,充入的氩气首先排空管子内的空气,并在坡口处用打火机验证管子内部的空气是否排完,然后再进行打底焊接,整个焊接过程要持续充氩直至该焊口焊接结束,以防止第一次焊缝根部氧化和过烧。

图2 从管子一侧冲氩方式示意图
(6)焊接工艺参数:a.采用镍基焊丝ERNiCr-3焊接时。焊接电流:(打底:75~90A;填充、盖面75~86A);焊接电压:9~12V;焊接速度:66~77mm/min;氩气流量:8~13L/min。b.采用焊丝ER347焊接时。焊接电流:(打底:70~85A;填充、盖面70~80A);焊接电压:9~11V;焊速:65~75mm/min;氩气流量:8~12L/min。
(7)层间温度控制:焊接过程应采用小电流、薄焊层、间断焊、尽量减少热输入,用远红外线测温仪控制层间温度在150℃以下,以提高熔池铁水流动性和焊接的易操作性,防止热裂纹等缺陷的发生。
焊接时为防止层间温度超温,每一只焊口焊完后不允许连续焊接第二层,应焊接另外相邻焊口,待该焊口测定层间温度小于150℃后,方可重新进行焊接。必要时可采取辅助降温措施冷却焊缝,增加熔敷金属转变速度,防止合金元素高温区氧化。
(8)由于不锈钢的热导系数较低极易产生局部过热变形,需要氩弧焊打底前的点固间隙设置和焊接过程动态调整控制以避免管子产生变形或弯折。
4 结语
对TP347HFG钢分别选用ERNiCr-3/ER347两种焊材形成的焊接试件委托电力研究院进行了力学性能试验,结果表明,采用镍基焊接材料ERNiCr-3得到的焊接接头的抗拉强度与采用匹配焊接材料ER347得到的焊接接头的强度值相差无几,屈服强度比匹配焊材还要稍高,拉伸试样的断裂处均在焊缝一侧的母材上,并且冲击试验得出的冲击功值也符合技术要求。因此认为采用ERNiCr-3和ER347焊材焊制的TP347HFG管道对接接头室温下的综合力学性能均符合技术要求。
从工程现场高温过热器和再热器焊口焊接完成到锅炉机组点火启动前,焊接接头经过了长达将近4000h的常温时效,并且自2015年9月该机组完成168试运及商业投产发电以来,经过了约5000h的高温时效,该批焊接接头的各项性能已经达到了稳定状态,经受住了超临界锅炉高温、高压工况的考验,在机组的例行检修时TP347HFG焊接接头未发现任何质量问题。目前机组在正常稳定运行中。
参考文献:
[1]杨富,章应霖,任永宁等.新型耐热钢焊接[M].北京:中国电力出版社,2006.
[2]李亚江.特殊及难焊材料的焊接[M].北京.化学工业出版社,2002.
[3]DL/T869-2012,火力发电厂焊接技术规程[S],北京:中国电力出版社,2012.
DOI:10.16640/j.cnki.37-1222/t.2016.12.031
作者简介:殷智(1982-),男,山东郓城人,硕士研究生,工程师,主要从事发电厂现场安装焊接施工及管理工作。
