关于数控钻孔刀具缠屑技术的研究与应用
2016-06-12矫晓丽
矫晓丽
【摘要】机械钻孔是机械加工的一个重要技术领域,对产品质量、性能、寿命、稳定性等各项技术指标都起着非常重要的作用,无论是内在的还是表面的,孔的质量状态都是不容忽视的,特别是在汽车、航空、军事、医疗等领域,产品质量的稳定性、安全性更是至关重要。对于线路板而言,孔主要起着连接、导通、固定的作用,孔的质量状态与加工能力往往很大程度上影响着行业的整体发展水平,因此,关于孔加工技术的研究,多年来一直是众多工程技术人员研究的课题之一。如今,随着科学技术的快速发展,特别是电子产品的突飞猛进,手机、通讯、计算机、家用电器等走进千家万户,并朝着质量越来越轻、体积越来越小、功能越来越大的方向发展,这就要求线路板的孔径要越来越小、线条要越来越细、线间距也要越来越小,这对于钻孔加工技术来讲,是一个契机,同时也是一个非常大的挑战。在实际生产过程中,钻头缠屑问题是造成钻孔产品质量缺陷的重要原因之一,钻头缠屑直接影响切削热的散除、孔壁质量状态及外观效果,这种现象随刀具直径不同而有所差异,一般情况下,刀径越大,散热越好,缠屑现象也越严重。本文主要从钻屑的产生原理方面进行深入剖析,并采取相应措施改善的一个技术内容。
【关键词】钻孔程序;作业效率;线路板
1、前言
数控机床是按照事等编制好的加工程序自动地对工件进行加工的高效自动化设备,在数控机床上加工产品时,要把加工产品的全部工艺过程、工艺参数和位移数据,以信息的形式记录在控制介质上,用控制介质上的信息来控制机床,实现产品的全部加工过程。钻头是用来加工孔的主要工具,用钻头在实体材料上加工孔叫钻孔。各种零件的孔加工,除去一部分由车、镗、铣等机床完成外,很大一部分是由钳工利用钻床和钻孔工具(钻头、扩孔钻、铰刀等)完成的。在钻床上钻孔时,一般情况下,钻头应同时完成两个运动;主运动,即钻头绕轴线的旋转运动(切削运动);辅助运动,即钻头沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头结构上存在的缺点,影响加工质量,加工精度一般在IT10级以下,表面粗糙度为Ra12.5μm左右、属粗加工。由此可见,钻头的设计与选择,对产品質量有很大影响,同时,钻孔参数、钻孔方法、工件状态,都是构成孔质量的状态的重要因素,所以,只要我们对这些因素进行一定的研究与分析,掌握钻屑产生的内在规律,就能掌握并控制孔的质量状态,制定不同的钻孔加工方案,真正达到优化生产、优化工艺、推动企业进步、促进行业发展的目的与效果。
2、钻屑的产生机理分析
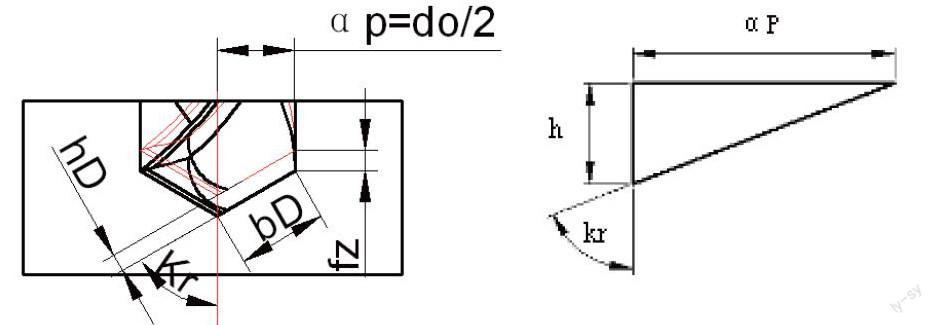
无论是金属切削还是PCB切削,由于工件材质、切削参数、切削方式的不同,切削过程中的切屑变形情况也就不同,由此生成的切屑种类自然多种多样。根据切屑形成的机理与处理角度大体可分为带状屑、单元屑和崩碎屑等几类,如何在实际钻孔过程中避免出现长度超过20mm以上的带状屑,对PCB数控钻孔而言是保证钻孔品质、延长设备使用寿命的关键技术,因此,如何有效控制“带状屑”的长度成为研究课题。刀具缠屑主要对产品质量影响很大,刀具的几何角度设计、钻孔参数设计、辅助加工条件等几方面都是研究内容。在工件材质一定的前提下,钻头螺旋角越大、钻尖角越小,越容易形成带状屑,相反,螺旋角越小、钻尖角越大,则刀尖钻透铜箔需要的圈数越少,就越不易形成带状屑,如下图所示,图中:hD,切屑厚度;bD,切削层宽度;bD=αp/sinkr;hD=f/2*sinkr;h=αp/tankr:
钻屑的长短还与钻孔参数、铜厚有很大关系,在工件材料、刀具几何角度一定的前提下,钻孔参数对屑的影响也很大,转速越高、进给越低,钻屑就越长,转速越低、进给越高,钻屑就越短。在工件材质一定的前提下,钻头螺旋角越大、钻尖角越小,越容易形成带状屑,相反,螺旋角越小、钻尖角越大,则刀尖钻透铜箔需要的圈数越少,该技术的关键特征在于如何处理产生的过长的铜丝问题。
3、改善方案
虽然工件材料、钻头螺旋角度的设计对钻屑的形成与控制有一定的影响,但是由于受客户、制造成本、采购周期的影响,一般情况下会优先考虑从以下两方面着手进行改善:首先,适当增大刀具的几何角度,在刀具繁多的几何角度中的,属钻尖角度对钻屑状态及切削力的影响最为明显,在实际加工过程中要根据工件特点、铜箔厚度状态采取相应的措施进行调整。一般情况下,在加工铜箔较厚的生产板时,钻尖角略微往大调整些,以减小钻屑长度,减小切削力。其次,调整钻孔参数,增大切屑层厚度,减小切屑变形。一般情况下要考虑材料、铜厚、刀径、设备、叠层等条件的影响状态,要以充分保证孔质量如孔粗、钉头、灯芯、毛刺等为前提,应尽可能的提高切削速度与效率,在数控钻床最高转速一定的前提下,加工铜箔越厚的生产板,通常可将转速设置的越低、进给设置得越高,这样可有效减少铜屑长度、减少切削力;而在加工硬度较高如陶磁类材料时,通知可将进给适当下调,以减少钻削阻力、减少机械振动,降低断刀率。
4、改善效果
通过上面的理论分析与反复实践,包括对刀具、设备、材料、参数、环境、人员等的系统研究与认真分析确认,根本掌握了钻屑的变化规律与研究方向,掌握了能根据不同的同材料、客户要求设计或选择相应的刀具及方法,掌握了彻底解决刀具缠屑问题的关键技术,为产品质量及整体技术进步提供了一定的支持与保障。
5、下一步计划或方向
线路板行业发展越来越快,产品质量要求越来越严,加工难度越来越大,我们应加大对线路板制造工艺技术的深入研究与持续改善,并就这种改善方法横向推广,将好的经验与方法平面展开,为公司的发展与进步贡献更大力量。
参考文献
[1]陈玉婷,陈晓宇等.『高厚铜板钻孔工艺探讨』.2011秋季国际PCB技术/信息论坛.
