大型汽车前围板拉深工艺有限元模拟及模具设计
2016-06-05肖海峰
李 兵,王 敏,张 春,肖海峰
(湖北汽车工业学院 材料科学与工程学院,湖北 十堰 442002)
大型汽车前围板拉深工艺有限元模拟及模具设计
李 兵,王 敏,张 春,肖海峰
(湖北汽车工业学院 材料科学与工程学院,湖北 十堰 442002)
针对大型汽车覆盖件形状复杂、成形过程变形复杂的特点,通过有限元分析和理论分析对某大型汽车前围板拉深工艺进行研究,提出通过优化工艺参数和修改模型型面,最终得到合理的工艺参数和模型型面,指导并完成模具设计。
拉深成形;前围板;有限元分析;模型型面;模具设计;汽车
汽车覆盖件大部分为复杂三维空间型面,冲压质量要求高,冲压过程变形复杂,影响成形质量的工艺因素众多,这就决定了汽车覆盖件冲压工艺和模具设计的复杂性[1-3]。本文以某大型汽车前围板拉深工艺为研究对象,通过对其拉深成形工艺的有限元分析和理论分析、计算,优化工艺参数、修改模型型面,避免缺陷的产生,得到合理的工艺参数和模型型面,指导并完成模具设计[3-5]。
1 零件工艺分析
汽车前围板材料为DC06,材料冲压性能较好,属超低碳超深拉深级材料。零件的长、宽、高尺寸为1440mm×490mm×150mm,材料厚度1mm,如图1所示。该零件尺寸较大,形状较为复杂,基本上左右对称,型面过渡不平缓,较激烈,必须用拉深工序才能得到该零件形状。

图1 零件图
如图2所示拉深件设计,设计了模面、工艺补充面、拉深筋、压料面等。

图2 拉深件
2 有限元模拟
2.1 有限元分析
利用CAE分析软件对零件成形工艺进行分析,首先建立有限元模型,即生成凸模、凹模、压边圈、毛坯,设置相关工艺参数,实现有限元模拟[3-5]。着重研究压边力、摩擦系数对零件成形的影响。通过工艺计算设置工艺参数,设置摩擦系数为0.1,凹模圆角半径为10mm。如图3所示为压边力500kN、800kN、1000kN的成形极限图。如图 4所示为压边力800kN、凹模圆角10mm、摩擦系数分别为0、0.2的成形极限图。
从图中看出,在其他参数不变的情况下,压边力为1000kN成形效果较好,但均存在模型型面突变过大处,出现开裂、起皱缺陷;随着摩擦力的增大开裂情况越严重,存在工件开裂现象;在继续加大凹模圆角的情况下,成形结果还是开裂。通过对工艺数模的分析,开裂处最小圆角半径为2.4mm,,并且型面过渡不平缓,一次拉深成形容易产生破裂缺陷,需要修改模型型面,在后续工序经过整形进一步达到尺寸和结构要求。
2.2 优化工艺参数和型面
使用CAD软件对开裂处型面进行修改,如图5所示,主要是增大开裂处的圆角半径,降低型面高度。修改之后的型面如图6所示。

图3 不同压边力下成形极限图

图4 不同摩擦系数下成形极限图
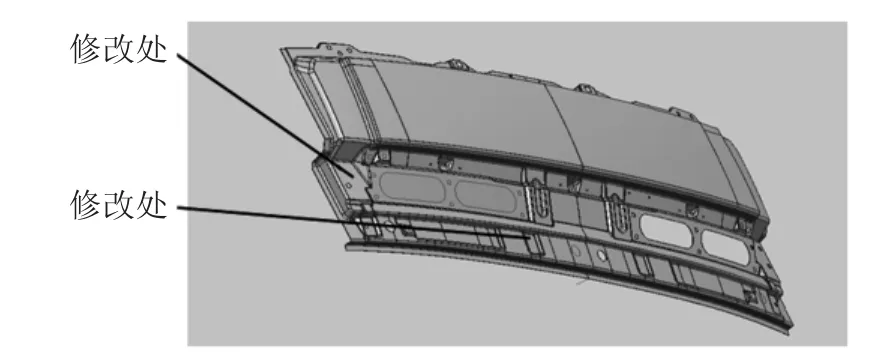
图5 型面修改处
图6 修改后的型面
对修改型面后的模型进行CAE分析,发现开裂现象明显改善,达到成形要求,如图7所示。并经过多参数组合模拟分析,在优化工艺参数后得到合理的工艺参数:摩擦系数0.1,凹模圆角半径10mm,压边力100kN。本研究结果可有效指导模具设计。
3 大型汽车前围板模具设计
根据修改后的型面和优化的工艺参数指导模具设计,通过工艺计算以及对前围板结构特点的分析,设计出汽车前围板拉深模结构。依据修改后的型面进行分模,分别设计出拉深凸模、拉深凹模、压边圈三大模具工作部件。
前围板拉深板属于单动拉深模结构,上模座和凹模为一个整体,并布置在上模,凹模整体尺寸参考压边圈的尺寸,长、宽方向和下模一致。高度要满足整个模具闭合高度的要求。设置合理的压板槽位置。在上模设计排气装置,上模座设计减重孔,端头部分设计导向装置导板,并在相应部位设计调整块、加强筋、压板槽、起吊结构等,如图8所示为凹模整体结构。
下模座和凸模在下,分别制造、装配在一起,下模部分设计减重孔,端头部分设计导向装置导板,凸模上设计有导板,并在相应部位设计限位螺栓、镦实块、快速定位、加强筋、压板槽、起吊结构等,如图9所示。

图7 优化参数后的成形极限图

图8 拉深模上模装配图

图9 拉深模上模装配图
压边圈在下模座之上,在整个模具中部,设计有导向装置导板,设计有定位板、调整块、镦实块、顶杆接杆等。压边圈的压料力由机床提供,机床通过顶杆施加于压边圈。压边圈运动时通过导板导向,导板一般装在凸模上,在压边圈的有关部位设计导滑面。压边圈向上运动时必须有行程限制,一般设计为等高套和限位螺钉。压边圈上还设置了给坯料定位的定位器以及调整垫块和镦实垫块,如图10所示。将单动拉深模的三大部分装配在一起,加上其他辅助装置,形成模具的整体结构,如图11所示。
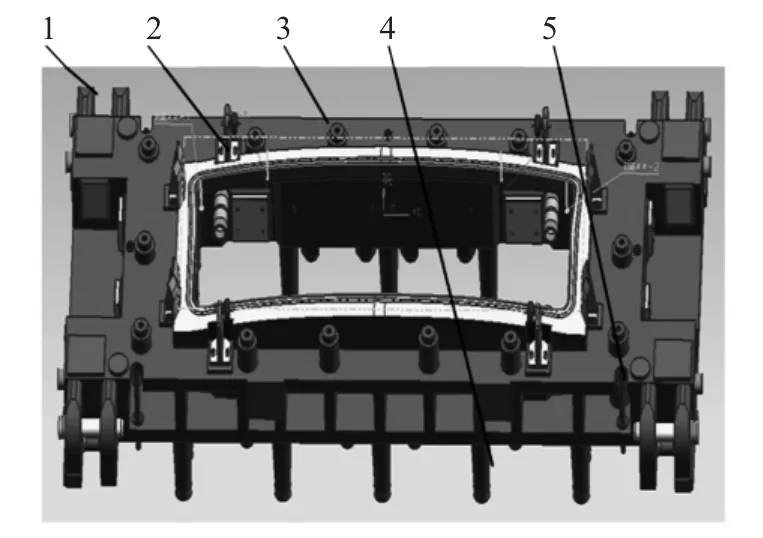
图10 拉深模压边圈

图11 总装配图
4 结论
(1)利用有限元分析和理论分析方法对某大型汽车前围板成形工艺进行研究,预测产生的开裂、起皱等缺陷,分析产生缺陷的原因,优化了工艺参数和模型型面。此方法有利于提高工艺设计效率和设计准确性。
(2)利用优化的工艺参数和模具型面,并根据设计规范,有效指导了模具设计,使模具设计准确性得到提高。本研究应用于模具设计,实践证明模具设计效率高、准确性高、实用有效。
[1]胡 平.汽车覆盖件模具设计 [M]. 北京:机械工业出版社,2011.
[2]林忠钦.车身覆盖件冲压成形仿真[M].北京:机械工业出版社,2004.
[3]刘细芬,胡义华,黄华艳.数值模拟技术在汽车覆盖件拉延模具设计中的应用[J].热加工工艺,2011,40(13):178-184.
[4]马国英,黄彬兵,苏春建,等.汽车翼子板拉深成形模拟及工艺参数优化[J].锻压技术,2015,40(3):21-24.
[5]陈文琳,李志杰,王少阳.汽车前围板冲压数值模拟及工艺参数优化[J].精密成形工程,2011,3(3):15-19.
FEM simulationand die design of drawing technology for large automobile front panel
LI Bing,WANG Min,ZHANG Chun,XIAO Haifeng
(School of Materials Science and Engineering,Hubei University of Automotive Industry,Shiyan 442002,Hubei China)
Aiming at the complex shape and deformation of large automobile panel during drawing process, the finite element analysis and theoretical analysis have been adopted to study the drawing process of some large automobile front panel.The reasonable process parameters and model surface have been obtained by optimizing the process and modifying the model surface.The die design has been guided and completed.
Front panel;Drawing forming;Finite element analysis;Model surface;Die design
TG386
A
10.16316/j.issn.1672-0121.2016.06.022
1672-0121(2016)06-0087-03
2016-09-12;
2016-10-29
国家自然科学基金资助项目(51205116);湖北省教育厅科学计划项目(Q2015183);湖北省高等学校优秀中青年科技创新团队计划项目(T201518)
李 兵(1981-),男,硕士,讲师,从事先进塑性成形工艺、计算机数值仿真研究。E-mail:libing42158823@163.com