一种新型工业抛光机器人设计
2016-06-02中国船舶重工集团公司江苏自动化研究所葛佳佳居广次
中国船舶重工集团公司江苏自动化研究所 葛佳佳 居广次
一种新型工业抛光机器人设计
中国船舶重工集团公司江苏自动化研究所 葛佳佳 居广次
【摘要】针对制版抛光工艺中人工抛光产生大量的抛光污渍与无法确保抛光版面的一致性问题,设计一套自动抛光系统,以60kg六轴关节工业机器人做为执行机构,机器人单元带动工装夹具根据预先设计好的示教轨迹顺序运行,可实现对不同规格型号的板材进行抛光。该系统不仅能够高效完成抛光工作,而且可以保证整版抛光的一致性,减轻原有工序中繁重的清洗工作,提高生产效率。
【关键词】制版抛光;六轴关节工业机器人;自动抛光
0 引言
抛光是用装在抛光机上且涂油抛光膏的抛光轮对零件表面进行加工的过程,抛光的目的是进一步降低零件表面的粗糙度或祛除氧化层,获得光亮的外观。抛光一般是在平整的表面上进行的,对基材没有明显的磨耗。目前中钞制版抛光均为人工抛光。制版抛光首先需要用煤油对抛光面进行清洗,用手持式抛光工具配以固态抛光膏进行人工抛光,抛光后会产生大量的抛光污渍,难以清洗,耗费大量的人力物力,同时无法确保抛光版面的一致性。因此,考虑设计一套自动抛光系统,不仅能够高效完成抛光工作,而且可以保证整版抛光的一致性,通过新抛光工艺的引入,采用抛光液作为抛光介质,减轻原有工序中繁重的清洗工作,提高生产效率。
1 系统功能
系统主要功能如下:
■实现板材固定:抛光板材采用人工方式进行上/下料,在靠近机器人一侧的有一个板材定位装置,人工上料后须将板材与定位装置对齐进行板材定位,板材放置完成后启动电磁吸盘,调节电磁吸附力,对板材进行固定,如为铜板则采用快速工装进行压边固定。
■实现抛光路径重复定位:采用60kg六轴关节工业机器人做为执行机构,机器人按照设定的轨迹运行,确保抛光轨迹能满足工作要求,不同规格型号的板材抛光轨迹不同,同一型号的板材含有三个运行轨迹,分别抛光液喷洒轨迹、自动抛光轨迹和漂洗液喷洒轨迹。
■抛光执行单元:抛光执行单元可按照设定的压力值对板材进行抛光,抛光压力可实现压力闭环,确保对板材进行恒压抛光,抛光压力与转速均可设定。抛光压力通过上位机的界面进行设定,PLC将相关参数命令发送到柔性调节机构的控制器,控制器对压力进行闭环控制,实现恒压控制。PLC控制变频器按照设定的转速控制电主轴运行,带动抛光盘对板材表面进行抛光。
■实现抛光液自动喷洒:依照机器人设定轨迹,PLC控制抛光液喷洒泵对抛光面自动喷洒抛光液,抛光液流量可通过参数进行设定;
■实现对抛光面进行自动漂洗:依照机器人设定轨迹对抛光面进行漂洗,漂洗液流量可调,漂洗液可通过废液回收回路统一收集。
■具有系统运行状态监控和显示功能,具有故障检测能力,系统出现故障情况下执行停机指令,并发生报警信号。
2 系统设计
2.1 系统组成
制版自动化抛光系统采用功能单元的方式进行设计,主要由工业机器人单元、抛光执行单元、吸附平台、漂洗单元、抛光液喷洒单元和主控制柜单元等部分组成,制版自动化抛光系统组成框图见图1。
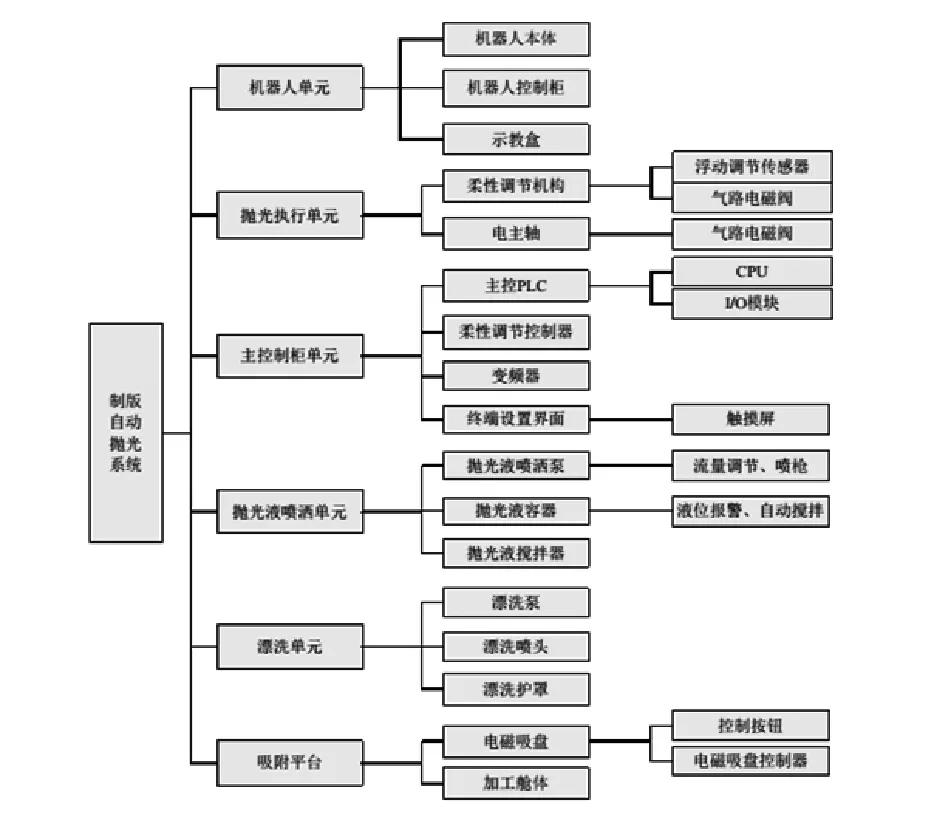
图1 组成结构图
各部件主要功能如下:
■机器人单元:采用60kg六关节机器人,机器人根据预先设计好的示教轨迹顺序完成抛光工作区走位,机器人单元带动工装夹具按照设定的轨迹运行,可实现对不同规格型号的板材进行抛光。
■抛光执行单元:主要由柔性调节机构和电主轴组成,柔性调节机构可实现恒压闭环调节功能,可按照设定的压力对板材进行抛光,电动单元由西门子变频器和电主轴组成,可以有效的对转速进行调节。恒压调节机构采用奥地利,变频器采用西门子成熟产品,性能稳定、可靠,电主轴选用德国电主轴,性能参数满足抛光要求。
■主控制柜单元:主控制柜单元是控制核心,主控PLC按照抛光工艺对系统设备进行控制,确保抛光工艺有效实现,主控PLC选用西门子S7-300系列产品,性能稳定可靠。
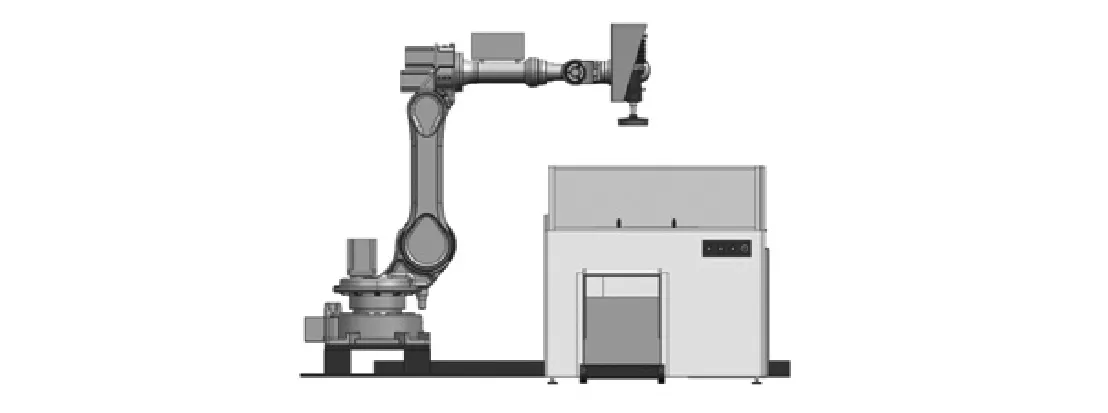
图2 系统框架
■抛光液喷洒单元:对抛光板材的抛光面喷洒抛光液,抛光液流量可调。
■漂洗单元:对抛光板材的抛光面进行漂洗,漂洗液流量可调。
■吸附平台:可适应不同规格型号版材的安装固定,电磁吸附压力可调。
2.2 供电回路设计
系统内部电源分配如图3所示,其中机器人变压器、主控制柜、吸附平台、变频器均采用三相AC380V供电,空气压缩机、抛光液喷洒泵、漂洗泵采用AC220V供电,逻辑供电经过电源模块转换后用于系统内部逻辑供电。
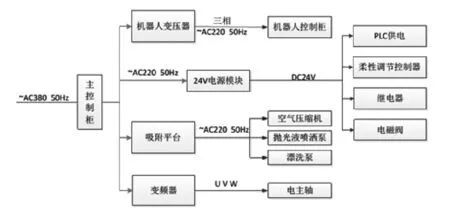
图3 电源分配图
2.3 气路设计
制版自动化抛光系统的柔性调节机构需要一个7bar,30μm压缩空气,用气量为5-10L/min,电主轴需要一个5bar,1-3μm,0.5ppm压缩空气,用气量为80-120L/min压缩空气,因此系统配备一个7bar,470L/min的空气压缩机一台,压缩空气经过处理后通过双通阀对柔性调节机构和电主轴提供压缩空气,气路分配如图4所示。
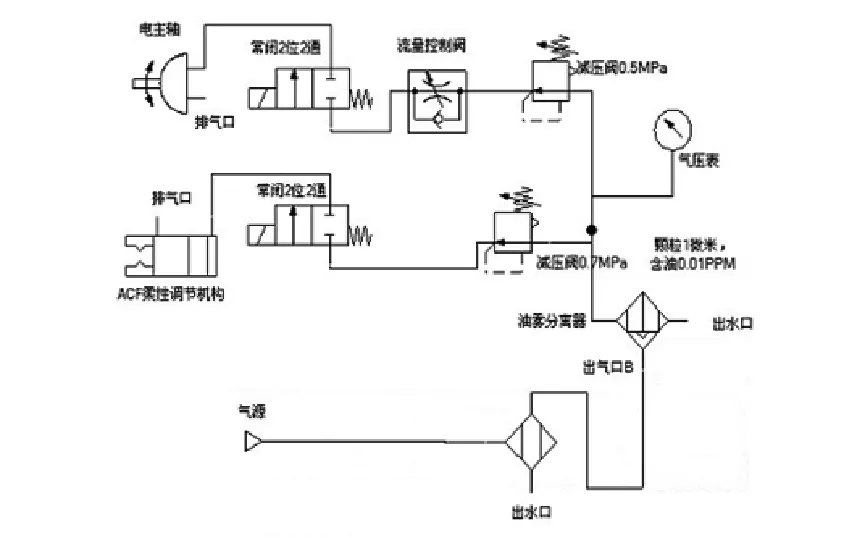
图4 气路分配图
气源由气站提供,系统增加了水滴分离器和油雾分离器,经过粗过滤器后,压缩空气指标满足系统工作要求,气源分成两路通过调压器分别给柔性调节机构和电主轴供气。
2.4 控制电路设计
制版自动化抛光系统采用西门子PLC做为主控制器,PLC通过数字I/O信号、模拟I/O信号和Profibus通讯对整个系统进行控制和状态监控,PLC按照设定的工艺流程控制每个单元,实现自动化抛光功能,控制框图如图5所示。
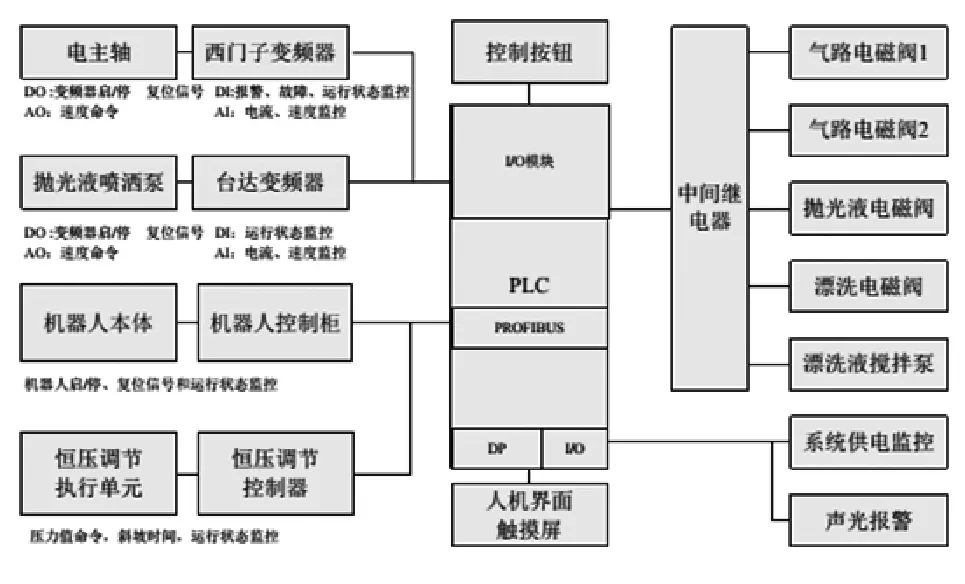
图5 系统控制框图
2.5 系统通讯
系统与机器人系统、柔性调节机构采用profibus通讯,主控制柜为主站点,机器人系统、柔性调节机构控制器为子站点,Profibus通讯采用手拉手方式实现物理连接,见图6所示。
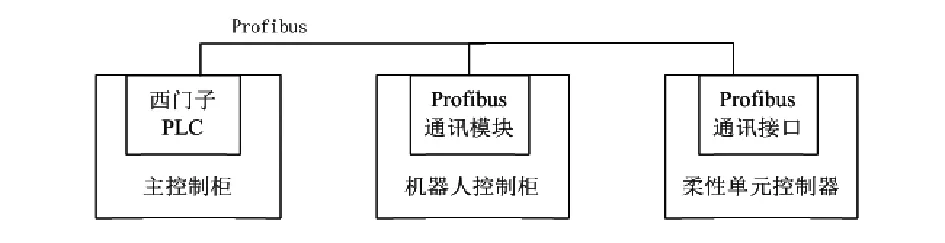
图6 Profibus接线方式
2.6 安全回路设计
安全信号是独立于PLC控制系统的一套电气安全机制。当系统内部任何一个单元发生故障或者急停信号发生后,系统可以立刻停机,保持在当前位置,安全信号链路主要由急停按钮和系统安全触点串接构成,系统安全信号回路见图7。
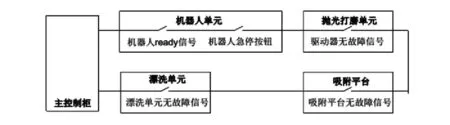
图7 安全链回路
3 结论
参照现有的抛光工艺,本制版自动化抛光系统能够依次完成板材固定、抛光液自动喷洒、板材自动抛光、抛光面自动漂洗等功能,实现板材抛光过程自动化,抛光参数可通过界面进行设置。加工能力覆盖镍、铜等板型件表面抛光,板厚0.75mm~1.4mm;加工精度达到人工抛光精度,表面粗糙度Ra<0.04μm;加工最大外形尺寸达1100mm长×1000mm宽×(0.75~2mm)厚。制版自动化抛光系统保证整版抛光的一致性,减轻原有工序中繁重的清洗工作,提高生产效率。
参考文献
[1]张栋.抛光机器人轨迹连续性规划与仿真[J].制造业自动化,2012,6.
[2]何竞择.抛光机器人示教控制系统设计[J].制造业自动化,2011,3.
[3]王瑞芳,刘林.基于ARM的研磨抛光机器人运动控制器的设计[J].制造业自动化,2007,7.
A New Industrial Polishing Robot Design
Ge Jiajia Ju Guangci
(JiangSu Automation Research Institute of CSIC,LianYunGang,222006,China)
Abstract:For plate making,artificial polishing process produces a large number of the stain and is unable to ensure the consistency problem in polishing layout,the paper designs a set of automatic polishing system with 60kg six axis joint industrial robots as actuator.The robot unit drives the jig according to the preliminary design teaching sequence.The system can realize the polishing for different types of plate.The system not only can complete polishing work efficiency,but also can ensure the consistency of the polishing sheet,reduce heavy cleaning work in the original process and improve production efficiency.
Key Words:plate polishing;six axis joint industrial robots;automatic polishing
作者简介:
葛佳佳(1983—),男,江苏连云港人,硕士研究生,主要从事工业电子产品设计。
居广次(1982—),男,江苏连云港人,硕士研究生,主要从事工业电子产品设计。