大型钢结构制造过程中的焊接质量控制分析
2016-05-30朱万忠
朱万忠
【摘要】焊接质量是大型钢结构制作过程中最为重要的指标,因此,对各个构件的焊接质量进行控制就显得十分的重要。本文主要提出了大型钢结构在焊接过程中应严格按WPS规范进行焊接,并且根据现场实际情况出发,编制出切实可行的焊接质量监控体系对现场焊接质量来进行严格的监督,为大型钢结构制作过程中的焊接质量提高提供相应的监控依据。
【关键词】大型钢结构;制作过程;焊接质量;控制分析
前言
在大型钢结构制作过程中最为重要的工序就是焊接,其焊接质量就会影响到大型钢结构的整体质量,因此,必须对正在制作过程中的大型钢结构焊接质量进行控制,若不然就会对后期的钢结构产品质量造成一定的影响。根据材料、产品形式、结构形式的不同,所采用的焊接的类型方式也就不同。钢结结构的焊接形式很多,有药皮焊条手工电弧焊(SMAW)、埋弧自动焊(SAW)、CO2保护焊(FCAW)、气体保护焊(GMAW)、电渣焊(ESW)、气电焊(EGW)等。根据制造产品的实际情况,编制出切合实际可行的焊接质量监控体系。总结过程中的一些得失,为后续签大型钢结构制作过程中的焊接质量提高提供相应的依据。
一.焊工的要求:
焊工必须根据项目要求通过了专门培训。不同的焊接位置,应由符合相应WPS评定测试的要求,即取得相应资格证书焊工焊接。大型结构件上焊接的焊工,为了保证焊接的质量,经过多年焊接生产领域的实际操练,懂得了很多材料性能和焊接规范,接触了很多的焊接方法和设备的焊工参与。并还需经过理论知识、专业知识和实践知识的培训。
1.理论知识:作为一名焊工首先要了解所使用的焊机设备需接电,焊工要懂得一些电工基本知识。懂得自身的防护措施,为了防止触电发生,焊工必须穿干燥的衣服、鞋以及在干燥的环境下焊接,这样能使人体的电阻增大而减少触电的危险;焊工必须还要懂得安全方面的基本常识,在不了解周围环境/边上有易燃物时,不擅自焊接等。
2.专业知识:焊接过程会产生强烈的弧光辐射,眼睛直接接触弧光的辐射,会对视力造成严重影响。作为焊工要知道自我保护能力。在焊接时自觉戴好保护用品(如面罩、劳防鞋、帆布工作服等)多人同时焊接时,因弧光辐射方向频繁,应使用遮挡弧光防护屏,避免自己和别人受弧光伤害。焊工还能看懂图纸上标注的焊接符号,并按照焊接工艺规程要求进行焊接。
3.实践知识:焊工自身的一种技术能力。焊工通过对符合焊接工艺规程(WPS)评定测试板焊接的评定,焊工应具有采用本工艺,在用于WPS评定的测试位置焊接测试板的资格。(若一名焊工通过4G(仰焊)位置类型的WPS评定,则这名焊工就能焊接除3G(立焊)之外的所有板状、结构状料的焊接位置的资格,仰焊不能覆盖立焊,若再通过了3G位置评定,则能焊接所有板状、结构状材料的焊接)。但当焊工超过一年不焊接则需重新经过相关类型的考试。
二.设备的控制
1.焊接设备是影响焊接质量的重要因素之一。焊机的电流表、电压表经过检定,在使用过程中必须在有效期之内。若超过检定日期,电流表/电流表可能有误差,给焊工造成错误的信息,焊接质量受到影响。
2.焊机的接地线及焊钳的绝缘必须牢固,焊机内部不应有浸水等。若有以上问题极易引起发热;一方面容引起焊机电流的不稳定,焊接时易产生咬边、焊瘤等焊接缺陷,另一方面易引起焊机的寿命缩短。
三.材料的控制:
1.焊条、焊丝、焊剂及母材承包商或供制造商必须提供符合要求的合格证和质量证书。
2.焊接电流值必须在焊条制造商推荐的范围之内。
3.根据母材等级、厚度选择焊条类别、坡口形状以及电压电流参数等。
4.焊条类别和尺寸、电弧长度、电压以及电流必须适合于材料厚度、坡口类型、焊条位置和伴随作业所出现的其它情况.
5.自动埋弧焊剂的作用与手工焊条药皮相类似,埋弧焊剂在使用中必须干燥;二氧化碳气体保护焊中的二氧化碳的澄度必须符合焊接工艺规程(WPS)要求,在焊接时能隔离外界水汽等杂质的侵入,保护焊接缝质量.在露天焊接时,必须要采取措施,用屏障来挡风才能焊接。
6.用着保护的气体或混合气体必须由制造商的证明书以证实该该气体或混合气体符合标准露点的要求,如气体在焊接现场混合,则必须使用合适的仪器使气体按比例混合均匀.气体的比率必须符合WPS的要求.
7.项目上使用低氢焊条时,在打开密封容器后,必须立即将焊条存放于烘箱中,在至少120度保温下贮存。焊条必须进行再烘焙的次数严禁多于一次。已潮湿的焊条严禁使用。
8.检查所领用的焊接材料是否符合WPS上规定的焊材,焊材的包装是否有损伤,若发现有损伤则不准使用。手工焊条药皮是否损坏或药皮的不均这些缺陷也将会影响焊接缝的质量都不能使用。
9.若打开焊剂包装后须立即放入发放系统,如使用已打开包装的焊剂,最上层25毫米的焊剂必须废弃.已潮湿焊剂严禁使用.
10.回收未熔化的焊剂须加入新熔剂,并用这两种焊剂混合物进行焊接.以使焊剂熔池处的焊剂成分和颗度大小的分布相对不变。
四.焊接过程的控制
1.焊接前的控制:
1)焊道的引弧板是否安装,安装得是否符合规范,若引弧板安装不规范会引起焊接缺陷留在边缘,受力时边缘易引起失效。
2)若焊道需穿过隔板,则穿越孔是否开了,开得穿越孔是否能满足要求。若穿越孔开得太小,起不到穿越孔的作用,从而引起穿越孔位置的焊接缝不连续,而影响结构件受力强度。
3)必须清理掉坡口或待焊接区域的铁锈、切割氧化皮、油污、水份或其它污染物(这些废物会把熔丝和母材隔离,引起焊接缝缺陷)。
4)若是全长衬垫焊,钢衬垫在整个焊缝长度内必须边续,钢衬垫内的所有接头必须为完全熔透对接接头缝。若钢衬垫对接接头不熔透,焊缝受力后,衬垫对接头处接缝相当于裂纹会延伸到焊接缝上,裂纹延伸到一定成度将引起构件失效。
5)所有焊接必须根据焊接工艺规程(WPS)上规定的要求进行预热,预热温度不得低于WPS上规定的最低温度。
6)焊工所使用的保温筒必须完好。
2.焊接时的控制:
1)焊接引弧时不允许在母材上引弧,应在焊道内引弧。
2)焊接过程中覆盖前面的焊道前,必须清除所有焊渣,并同时对焊缝及邻近的母材进行擦刷或用其它合适的方法清理干净。
3)焊接时变形控制
(1)对称焊接,从构件彼此间相对固定部位朝向具有更大的相对运动自由度之处进行焊接.
(2)为使焊接在拘束尽量小的状态下焊接,应先焊有较大收缩量的接头,后焊收缩量较小的接头.
(3)对于有严重的外部收缩拘束条件下的施焊,焊接要连续进行,一旦开始,则严禁接头冷却到规定的最低预热温度以下,直至接头完成或已熔敷了足够焊缝而确保无裂纹为止。
(4)在构件上施焊时,焊接走向应从工件相对固定的位置开始,向有较大相对自由运动的位置运动。
(5)对容易变形的构件,应选择焊接能量输入较少的方式焊接,如采用CO2保护焊工艺。
(6)使构件热量分布均匀,施焊时应尽量对称进行。
(7)构件中的加强筋板等尽量预先焊接,包括其它可以分拆成相对独立单元的构件应优先预制,避免构件整体焊接时造成构件过大的变形或约束。
(8)对在施焊过程中如发现由于变形或收缩对构件的质量造成影响时,应暂停施焊,通知焊接工程师,由工程师提出处理意见。
4)焊接过程中尽可能采用平焊位置。
5)有些构件要求有拖带试板,一块拖带试板代表着几条焊接缝,若所代表的机械性能试验不合格,则拖带试板代表的几条焊接缝被判定为不合格。
3.焊接后的检查:
1)焊接完成后,首先对焊缝表面的焊接熔渣清理干净。再100%的根据焊接缝重要性I级或II级质量标准不同对焊缝进行目检检验,对焊接缝超差不确定再用焊缝量具来检验焊接缝符合性。
(1)检验焊接缝上的飞溅是否已清除干净.(根据焊接缝重要性I级或II级质量标准,箱体内外有别进行检验)
(2)检验焊缝是否有咬边(II级质量标准来的,T25mm,咬边<0.25mm,T>25mm,咬边>1mm.若结构重要为I级,则要求更严(T为板厚)。
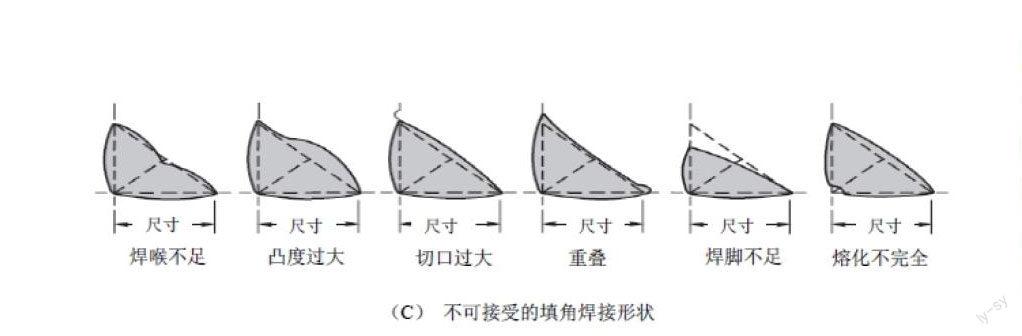
(3)焊接缝不允许有弧坑、焊瘤、烧穿、未熔合及裂纹等明显缺陷.(见右图部份缺陷)
(4)焊接缝余高不能太高,II级质量标准为T12mm,-1余高<2.5mm,T>12mm,-1余高<3mm.若结构重要为I级,则要求更严(T为板厚)。
(5)焊缝宽度不均匀II级质量标准为T12mm,不均匀1.5mm, T>12mm,不均匀<2mm。(T为板厚)
(6)有全焊透要求的焊缝则还需进行NDT检查。
2)完工焊缝的清理:清除所有完工焊缝的焊渣于结构件外表面的飞溅要尽量清除掉,需进行UT检测的焊缝附近的飞溅必须完全清除干净。
五.检接后的修复:
1.焊接变形的修复
(1)用机械方法对焊接缝进行校平:不过这种方法进行校平,使材料发生冷硬化,使塑性下降。所以在有条件的情况下,尽量采取反变形焊接,减少焊接后的变形校正。
(2)用火焰对焊接缝进行校平:在有些情况不能用机械校平方法进行校正时,采用火焰校平方法,只能随环境温度冷却后再检验校正的结果,这种方法的效率较低(现随着钢结构制造产品不断大型化,高强度钢材料的不断普及,在校正时若浇水进行冷却,很易产生裂纹,高强度钢用火焰校正时,严禁用水进行冷却)
2.焊缝表面缺陷的修复
对于如上3.1.1~3.1.5条的缺陷,按照返修工艺的方法对有缺陷的焊接缝进行修复处理。
3.经NDT检查发现缺陷的修复
对于经NDT检测发现的焊缝缺陷,可用机加工、打磨或刨槽的方法来去除缺陷,调质钢不应采用氧气碳刨清除,若须用氧气碳刨清除,必须彻底清洁表面(若不清除干净,碳棒中的碳在焊接时,相当于对焊道进行了渗碳,增加了焊接缝的脆性,在受力时易引起焊接缝失效)或者按照评定的返修工艺进行返修。
六.质量的管控
随着社会的发展,大型钢结构的不断扩大,70Kg级高强钢材料(如广州打捞局4000T浮吊材料采用(WNQ690),烟台5000T浮吊材料采用(EQ690) 韩国三星重工8000吨浮吊材料也采用了690级材料)的不断普及和提高,材料内有益的合金元素的不断增加致使焊接难度不断增大,对焊工的技术要求也越来越高。一旦焊缝产生缺陷,不仅造成材料的浪费、工期的延误,并焊接缝的返修将更为困难,返修时有一点疏忽,可能产生裂纹;同时还会造成声誉上的负面影响。焊接返修工艺的制订也将更为苛刻。保证焊接成功率,焊接过程的管控显得尤其重要。对于大型结构件的焊接,应采取如下三方面措施。
1.对于母材厚,强度高,极其重要的焊接区域,以焊接工艺规程(WPS)为指导前提下,还以现场实际情况制订出一份管理为主体文件(主要包括:技术基础情况,工艺要求,工装情况及附料的预备以及安全技术标准职业卫生和环境保护标准等),用于指导现场的工作。 2.确定过程,罗列高强度钢焊接过程中可能出现质量的因素,加以重点关注,必要时采取应急措施,如在焊接时所用的预热板,为了防止在使用过程中断丝,在预热时再备几块放在现场,便于更换。高强度调质钢有些比较厚,在焊接时为了保证质量,一船都是连续焊接,为了防止设备的损坏,现场的设备不让它满荷载进行,防止焊工疲劳,采取一定措施保证焊接质量。
3.预案措施到位。在焊接时由质检人员不停地对焊接参数进行监控,保证焊接的线能量符合焊接工艺规程(WPS)的要求,发现问题及时汇报工程师解决;另一方面意外情况发生时即人员因素/环境因素发生一些变化时如何保证焊接质量的措施。
七. 结束语
总而言之,大型钢结构制作过程中的重要焊接过程须由相关工程师编制出非常严谨和科学的质量监督管理文件,对焊接过程中的各项工序进行严密的监控,大型钢结构焊接过程是一个复杂的系统工程。唯有尽最大可能地降低焊接过程中出现返修;有的大型钢结构件焊接过程还会要求在现场装有拖带试板,一块拖带试板代表同类几条焊接缝,用拖带试板进行破坏性的机械性能试验,若试验合格,则拖带试板代表的焊接缝判定为合格,若拖带试板机械性能试验不合格,则它代表的几条焊缝也将被拒收。制作过程的跟踪、制作完成后的总结是项目制作过程中重要组成部份。
参考文献
[1]钢结构焊接规范(AWS D1.1/D1.1M-2010)
[2]港口机械和大型钢结构制造通用技术检验标准
(上海振华重工股份有限公司企业标准)QW/GSZA-01-2012
