特殊工序作业参数的确认与试验方法
2016-05-30侯涛
侯涛

摘要:本文通过焊接过程的试验,确认焊接参数是否能满足焊接的技术要求,并进行试验确认,展现特殊工序控制参数的校核过程,同时可以通过此过程的了解特殊工序在进行特殊控制参数时的方法。
关键词:特殊过程;焊接;参数;控制
在产品质量要求日益严格的社会环境下,工程机械因为作业强度大,使用环境多变的情况下,对质量的要求提出了很高的要求,在工程机械制造过程中,如何保障各工序质量,就需要在实践中摸索,其中特殊工序的质量保证尤为重要,由于特殊工序是产品质量不能通过后续的测量或监控加以验证的工序,或产品质量需进行破坏性试验或采取复杂昂贵方法才能测量或只能进行间接监控的工序,该工序生产出的产品只有在产品使用或交付之后,不合格的质量特性才能暴露出来的。
工程机械制造过程中典型的特殊工序有:焊接、热处理、电镀、涂漆、铸造、锻造等。要想保证特殊工序加工的产品质量,因为不能完全依靠检验来验证,需要进行连续的参数监控,以确保过程质量的稳定。在ISO9001质量管理体系标准7.5.2条款中作出了如下要求:“当生产和服务提供过程的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认”。
现针对我公司生产过程中最常用的焊接工序为例,进行作业参数确认过程的介绍,确认方法及过程使用5M1E分析法,从造成产品质量的波动的6个因素(人、机、料、法、环、测)入手。
在实验前,应确保焊接操作人员经过培训、考核,并取得特种作业人员操作上岗证的专职人员;焊接设备能够满足焊接要求并正常使用,在日常的设备维护和保养时能得到定期检测。
我公司的焊接多使用二氧化碳保护焊机,结构件材质为HG70高强度焊接结构钢(表1)。
第一步,制作焊接试验样件(图1)若干,试验样件应进行材料检验,(如无材质检验能力的,要有材料生产厂家的质量保证书。)并根据实际使用情况直接焊接或进行坡口处理。
第二部,焊材选择焊丝采用1.2mm的ER76-1型焊丝(表2),保护焊气体为混合气(Ar+2%O2)。
第四部,根据GB/T811中焊接规范和焊接电流和电压的匹配公式(U=0.04I+16±2(V))选取了试验焊接参数。
第五步,用正交实验法制作正交表进行焊接参数组合,通过少数焊接样件数量,找到较好的生产参数,以达到最好生产工艺效果。并对试验进行整体设计、综合比较、统计分析,实现的实验过程中能够在因素变化范围内均衡抽样,使每次试验都具有较强的代表性,保证了全面实验的要求,从而能够较好或更好的达到实验的目的。
在样件焊接完成后,先对样件进行外观检验,使用HJC40型焊接检验尺检查焊角尺寸是否符合要求,目测外观有无焊接缺陷,经检验焊缝高度8~9之间,焊缝外观较均匀,无明显气孔,裂纹等缺陷符合要求。
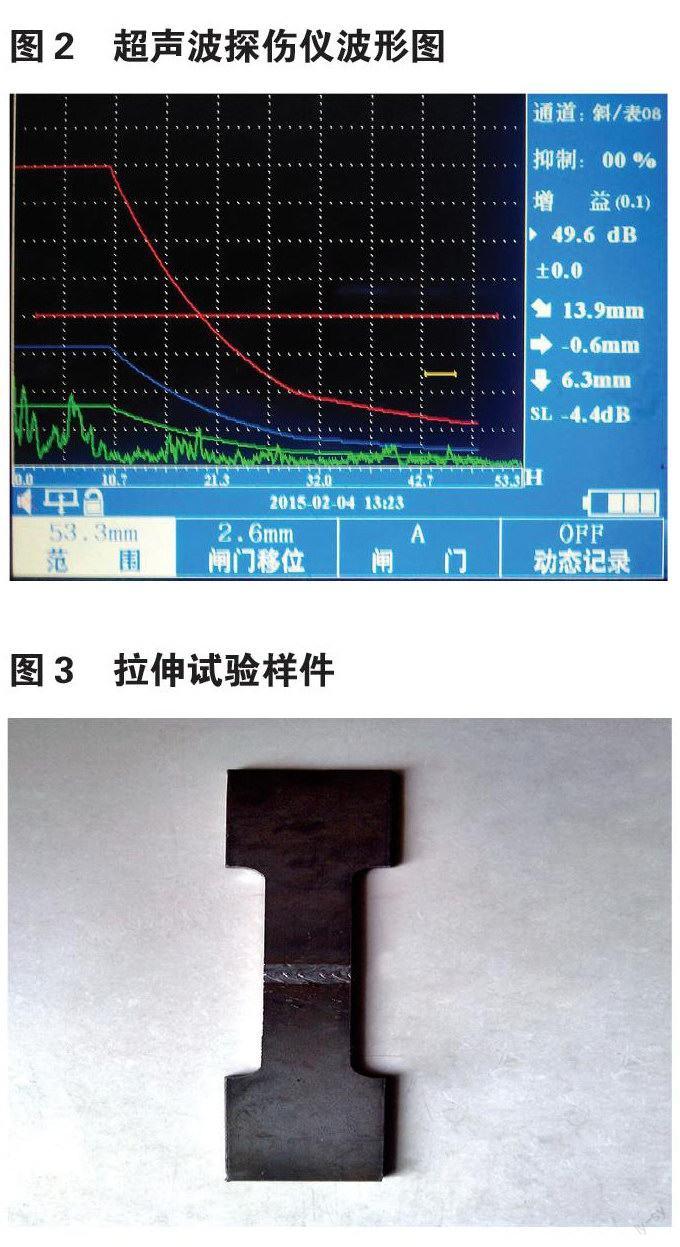
目前使用最普遍的是采用射线探伤,还有超声波探伤和磁力探伤等焊缝无损检测方法。射线探伤在使用不当的情况下射线对人体产生伤害,磁力探伤无法检测零件内部的缺陷,而超声波探伤仪利用压电换能器件,通过瞬间电激发产生脉冲振动,借助于声耦合介质传人金属中形成超声波,超声波在传播时遇到缺陷就会反射并返回到换能器,再把声脉冲转换成电脉冲,测量该信号的幅度及传播时间就可评定工件中缺陷的位置及严重程度。超声波比射线探伤灵敏度高,灵活方便,周期短、成本低、效率高、对人体无害,但显示缺陷不直观,对缺陷判断不精确,受探伤人员经验和技术熟练程度影响较大。基于以上原因我公司目前使用的是超声波探伤仪。
检验人员用超声波探伤仪对27个焊接样件进行了检验,捡取其中的一个波形图:
通过27份检测报告可以看出焊缝达到《GB/T 11345-2013焊缝无损检测超声检测技术、检测等级和评定》要求的B级,内部没有能影响使用性能的严重焊接缺陷。
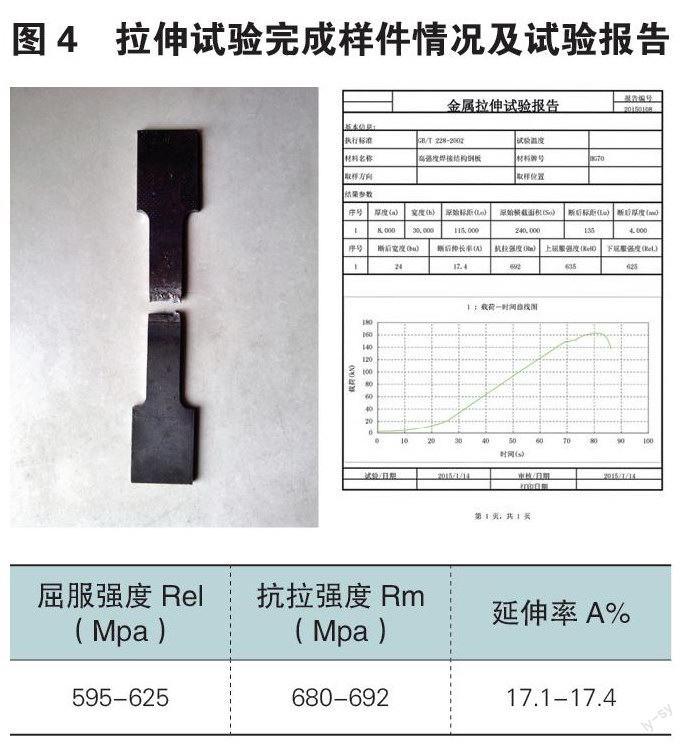
最后对焊接样件按《GB/T228-2002拉伸试样国家标准》进行加工制作焊接试验样本,并使用WAW-600D型微机控制电液伺服万能试验机进行材料拉伸试验。
经试验,样件全部达到要求机械性能指标,见下表。
通过以上过程,我们可以清楚地了解整个验证过程,确保我们的焊接的参数能够满足工件焊接后的性能要求。
