羊拉铜矿高浓度膏体—尾砂充填料浆絮凝沉降性能试验研究
2016-05-30马红兴
马红兴


摘 要:为了研究影响羊拉铜膏体-尾砂充填料浆絮凝沉降的相关因素,找到最适的絮凝剂,探索絮凝效果的持续时间,本研究建立了四因素六水平均匀设计试验方案,对实验结果数据的分析和对比,发现添加絮凝剂的砂浆的沉降速度明显高于没有添加絮凝剂的砂浆;添加SNF絮凝剂的砂浆要优于其它的。絮凝沉降速度与砂浆浓度呈负相关,与絮凝剂单耗呈周期性相关,与絮凝剂浓度负相关,与尾砂配比负相关;极限浓度与砂浆浓度呈正相关,与絮凝剂单耗正相关,与絮凝剂浓度负相关,与尾砂配比负相关。影响因素最佳组合为:尾砂配比(大选厂:中试厂)为7:3,絮凝剂浓度0.3%,絮凝剂单耗20g/t,尾砂浓度20%。研究结果为全尾的快速经济沉降提供合理依据。
关键词:羊拉铜矿;全尾砂;膏体;絮凝剂;絮凝剂浓度;沉降;尾砂配比
羊拉铜矿区位于滇西北,滇、川、藏三省交界处,处于金沙江河谷西岸,雪域青藏高原南缘,横断山脉北段。由于常年受雨雪影响,采空区体积大,填充难度较大。采用全尾砂充填充,将采选工程产生的废弃物—尾矿作为充填原料回填井下采空区,可以减少地表堆存量,减轻尾矿库容压力,具有较大的经济效益和社会环境效益。实现全尾砂膏体尾砂充填,充填体对采空区形成有效支撑,增加采矿回收率,提高采矿作业的安全性。在全尾浓缩过程中,通过添加化学絮凝剂进行液固分离是一项主要的技术措施。然而,絮凝剂种类繁多,除无机盐和天然高分子絮凝剂外,合成高分子絮凝剂又分为阳离子、阴离子和非离子型三大类。同时絮凝剂作用机理复杂,絮凝效果受尾砂级配、砂浆浓度,絮凝剂添加量等多方面的影响,单纯地靠工程类比法选择絮凝剂和添加量,具有很大的盲目性,不科学经济。
絮凝沉降的沉降速度和极限浓度影响着膏体制备的时间消耗和最终浓度,进而影响到膏体的性能(流动性、稳定性、可塑性)和充填体的力学性能。选择合适的絮凝剂,能更好的加速全尾沉降速度,减小浓密机的尺寸,降低膏体制备的时间消耗,同时具有很好的经济效益。本试验就是要通过不同絮凝剂间的比较来寻求合适的絮凝剂;通过均匀设计试验,考察絮凝沉降的影响因素,比较各因素的影响程度,寻求合理的因素组合;探索絮凝效果的持续时间。最终为全尾的快速经济沉降提供合理依据。
一、实验材料
大选厂、二选厂的全尾砂。
二、实验内容和方法
(一)寻求合适絮凝剂
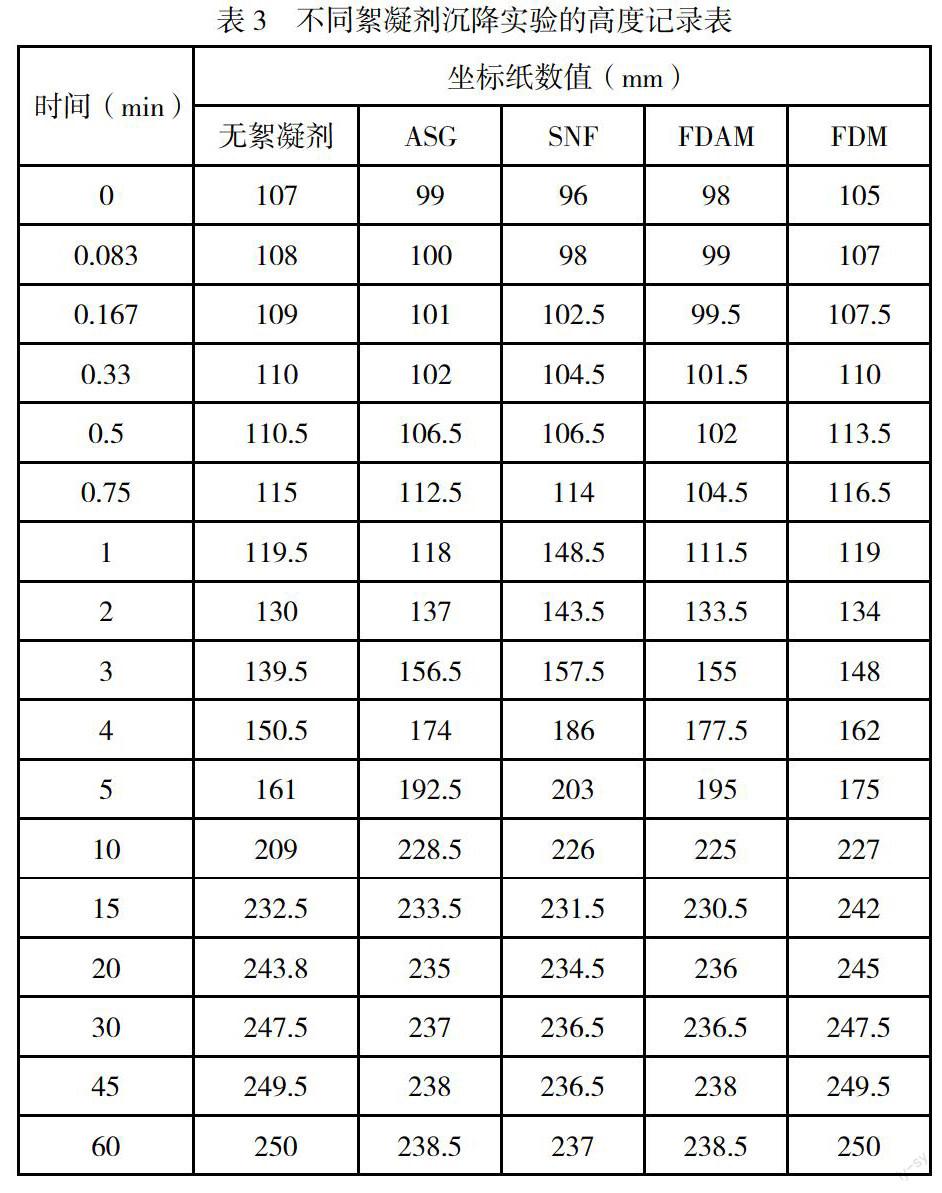
方法:在烧杯中加水500g,加入1.5g絮凝剂SNF(型号AN934SH阴离子型),配制浓度0.3%的絮凝剂溶液。称取大选厂尾砂150g,加入到贴有坐标纸的1000ml量筒中,然后加入600g水,配制成浓度20%的全尾砂浆。设定絮凝剂单耗20g/t,向量筒中加入1g絮凝剂溶液。混合均匀。静置砂浆,观察固液分离面,在规定时间点上读取液固分离面的高度位置。按着上述步骤,做絮凝剂ASG阴离子、FDAM阳离子、FDM阳离子-E型的絮凝沉降实验,记录数据。计算添加不同絮凝剂的砂浆的平均沉降速度。以5min时的平均沉降速度为例:5min时的平均沉降速度=(5min时的坐标纸数值-初时的坐标纸数值)/5min。
(二)考察絮凝剂的影响因素,比较各因素的影响程度
以不同尾砂配比(大选厂:二选厂)、絮凝剂浓度、絮凝剂单耗、尾砂浓度为四个影响因素,每个因素六个水平,建立四因素六水平均匀设计实验方案。见表1。
选用均匀表U6 *(64),均匀性偏差系数为0.2990。
(三)絮凝效果持续时间
方法:在烧杯中加水500g,然后加入1.5gSNF絮凝剂,配制浓度0.3%的絮凝剂溶液。在量筒中加入大选厂尾砂105g,二选厂尾砂45g,水600g,配制尾砂配比7:3,浓度20%的全尾砂浆。向量筒中加入1g絮凝剂溶液,搅拌均匀。静置沉降,记录沉降时间、坐标纸数值和上清液体积。在6h、24h、48h、96h时,重新搅拌砂浆,然后静置沉降,记录沉降时间、坐标纸数值。
三、实验数据及分析
(一)寻求合适的絮凝剂
在相同尾砂、相同砂浆浓度、相同絮凝剂浓度和相同絮凝剂单耗的条件下,做四种絮凝剂的沉降实验,并做无絮凝剂的对照试验。在不同时刻,读取量筒坐标纸上的数值。其实验结果见表3,表4和图1。
从沉降速度数据表和图中可以看出,在相同尾砂级配、砂浆浓度、相同絮凝剂浓度和单耗的情况下,在前5分钟内,添加絮凝剂的砂浆的沉降速度明显高于没有添加絮凝剂的砂浆;添加SNF絮凝剂的砂浆要优于其它的。考虑到加快尾砂沉降速度能够减小浓密机的尺寸,降低全尾浓缩的时间消耗,建议使用SNF絮凝剂。
(二)絮凝沉降的影响因素
在不同絮凝沉降影响因素和影响水平下,做全尾砂浆的絮凝沉降实验。在不同时刻,记录量筒坐标纸上的数值,根据数值计算各个砂浆不同沉降时刻的平均沉降速度,用origin软件绘制不同影响因素下砂浆的平均沉降速度图。其实验结果见表5,表6和图2。
以固液分离界面不再变化时底部砂浆的浓度为极限沉降浓度,计算不同影响因素下砂浆的极限沉降浓度。计算公式为:极限沉降浓度=尾砂质量/(尾砂质量+水的质量-上清液水的质量)。实验结果为表7。
大选厂生产尾矿3000吨/天,二选厂1000噸/天,为了充分利用尾矿,选择尾矿配比为7:3。絮凝剂浓度太小,在同样的絮凝剂存储容器下,所能配制的絮凝剂的量小。絮凝剂浓度大,粘度大,搅拌难度大,均匀分散到砂浆中的难度也大。所以选择絮凝剂的浓度为0.3%。当浆体含固量达25% 以上时,一般悬浮粒子含量越高,使絮凝剂溶液均匀分散到浆体中就越困难,常常会使部分絮凝剂包裹在局部絮凝团中,因此不仅絮凝剂耗量高,而且絮凝效果也不好。同时浓度越高,固体颗粒之间机械碰撞的机会就会越多,固体颗粒下沉的阻力也就越大,沉降速度就越慢。考虑到羊拉铜矿浮选后的尾矿浓度为20%-30%,由表6可知砂浆浓度为30%时,沉降速度为13.25mm/min,而浓度为20%时,沉降速度可达到30.38mm/min,所以选择浓度20%作为最佳浓度。
当尾矿配比为7:3,絮凝剂浓度0.3%,尾矿浓度为20%时,将絮凝剂单耗代入沉降速度回归方程,计算不同絮凝剂单耗下的沉降速度,见表10。由表10可得,絮凝剂单耗最佳为20g/t。
综上,全尾砂浆絮凝沉降的影响因素最佳组合为:尾砂配比(大选厂:二选厂)为7:3,絮凝剂浓度0.3%,絮凝剂单耗20g/t,尾砂浓度20%。
四、结语
(1)通过絮凝剂对比试验,可知添加絮凝剂的砂浆的沉降速度明显高于没有添加絮凝剂的砂浆;添加SNF絮凝剂的砂浆要优于其它的。
(2)通过四因素六水平的均匀设计实验,从回归方程和实际物理意义综合考虑可得最佳组合为:尾砂配比(大选厂:二选厂)为7:3,絮凝剂浓度0.3%,絮凝剂单耗20g/t,尾砂浓度20%。从而达到提高沉降速率、节约经济成本、提高经济效益的目的。
参考文献
[1] 王新民.深井矿山充填理论与技术[D].长沙:中南大学, 2006.
[2] 张钦礼,王新民,邓义芳.采矿概论[M].北京:化学工业出版社,2008.
[3] 薛希龙.黄梅磷矿高浓度全尾砂充填技术研究[D].长沙:中南大学,2012.
[4] 胡尊杰,李明,苗强等.充填料浆的配比实验研究[J].金属矿山,2012(02):45-47.
[5] 吴东旭,唐飞.大红山铜矿全尾砂充填的试验研究[J].有色金属设计,2007,34(02):7 -10 .
[6] 何哲祥.全尾砂絮凝沉降特性研究[A].第八届国际充填采矿会议论文集[C].北京:中国有色金属学会,2004:161-164.