纤维增强陶瓷基复合材料加工技术研究进展
2016-05-29李凯娜马小民
王 超 ,李凯娜 ,陈 虎 ,马小民
(1.高性能陶瓷纤维国家地方联合工程研究中心,苏州 215000;2.苏州赛菲集团有限公司,苏州 215000)
20世纪70年代初,Aveston在连续纤维(以下简称纤维)增韧聚合物基复合材料(FRPMCs)和纤维增韧金属基复合材料(FRMMCs)研究的基础上,提出了纤维增强陶瓷基复合材料的概念,开辟了高性能陶瓷材料研究的新方向[1]。纤维增强陶瓷基复合材料(Fiber Reinforced Ceramic Matrix Composites,FRCMCs)是将纤维(如C纤维、SiC纤维等)作为复合材料的增强体引入到陶瓷基体中制备的一种高性能复合材料。由于它具有高熔点、低密度、耐腐蚀、抗烧蚀以及抗氧化等一系列优点,被列为新一代高温热结构材料的发展重点,在航空、航天、能源等领域具有极大的应用前景[2-4]。随着陶瓷基复合材料应用领域的不断扩大,纤维增强陶瓷基复合材料的制备和加工技术受到越来越广泛的重视。
国际上,尤其是日本、欧美等发达国家对FRCMCs进行了深入研究,在制备技术及加工技术等方面成果卓著。在传统机械加工领域,特别是磨削加工技术方面,日本和德国处于世界前列;在特种加工技术领域,日本东京大学和美国堪萨斯州立大学在超声波加工技术方面作了深入研究,如美国宾夕法尼亚大学、爱荷华州州立大学,日本千叶工艺研究所、德国斯图加特大学、Fraunhofer生产技术学院,俄罗斯科学院等[5]都对激光加热辅助工艺进行了研究,而日本[6]、英国、比利时、西班牙[7]对电火花加工结构陶瓷材料的研究报道较多。这些发达国家无论是在制备技术方面还是在加工设备的制造方面都走在世界前列,尤其是机床研发方面,像德国的Guhring Automation公司、美国Connectient大学研发中心、日本三菱重工等研发的机床制备精良。当前,依靠先进的复合材料制备工艺和精良的加工技术已成功制备出多种复合材料结构件并实现应用,如美国生产的X-33、X-37、X-38航天试验机上采用大量的Cf/SiC复合材料代替原有的金属材料(见图1),降低了运载器的重量,同时提高了飞行器的耐冲击性[8]。洛克公司以SiCf/SiC陶瓷基复合材料开发出来的耐热瓦,已有3万余块用于美国哥伦比亚号航天飞机上(见图2)[9]。法国SEP公司建成了世界上第一座具有工业化生产规模的SiCf/SiC和Cf/SiC复合材料制造厂,其陶瓷基复合材料制造水平世界领先[10]。国内对于陶瓷基复合材料的研究主要集中在纤维、先驱体等原材料的制备和复合成型工艺等方面[11],国防科技大学在SiC纤维、陶瓷先驱体以及PIP工艺等方面作出突出贡献,西北工业大学在CVI工艺方面研究成果显著,中科院上海硅酸盐研究所对MI工艺进行了卓有成效的研究。
陶瓷基复合材料的制备工艺是其产业化应用的一个重要方面,同时复合材料的后序加工技术也是促进其应用产业化的关键因素。美国国家航空航天局(NASA)在《21世纪的航空技术》报告中曾表示,在其发动机材料研究规划中要优先发展陶瓷基复合材料的制备工艺及其加工技术[12]。2013年,法国Fives公司收购了美国MAG公司(MAG公司在高端、大型和复杂零件加工方案的制定和复合材料工艺方面处于世界领先水平[10]),显示出法国对陶瓷基复合材料加工工艺的高度重视。
我国在连续纤维增强陶瓷基复合材料方面的研究起步较晚,与欧美等发达国家有很大差距。国内对陶瓷基复合材料还处于应用研究阶段,在制备工艺,尤其是快速制备技术方面与国外差距较大。近年来,随着国家对陶瓷基复合材料重视程度的不断提升,国内陶瓷基复合材料研究取得一些进步,但是在增强纤维、复合材料的连接及其加工技术等方面还需要进行深入的研究。

图1 X-37B航天飞行器上的Cf/SiC热防护层Fig.1 Cf/SiC thermal protection layer in X-37B aerospace craft

图2 美国航天飞机及其隔热瓦Fig.2 American space shuttle and its heat shield
纤维增强陶瓷基复合材料加工工艺
在纤维增强陶瓷基复合材料的制备工艺中,如PIP工艺虽然可以实现近净成型,但仍需进行二次加工,尤其纤维增强陶瓷基复合材料用于制造涡轮整体叶盘、涡轮静子件、发动机调节片等精密构件时,二次加工质量的高低将严重影响结构件的力学性能和使用寿命。因此,科研工作者对复合材料的理论研究和二次加工技术越来越重视,并在材料的加工机理、刀具的材质和结构以及质量评价等方面展开研究[13]。陶瓷基复合材料(Ceramic Matrix Composite,CMC)的加工工艺可分为传统机械加工和特种加工。下面分别对传统机械加工工艺和特种加工工艺及其研究进展进行简单介绍。
1 传统机械加工工艺研究进展
机械加工即采用金属材料的加工技术对陶瓷材料进行加工,主要包括铣削、切削、磨削、钻削等[14]加工方法。对于传统机械加工的研究主要是集中在刀具选择和加工工艺。西安航天发动机厂的王平等[15]以Cf/SiC陶瓷基复合材料喷管为例,阐述了纤维增强陶瓷基复合材料车削加工难点,并提出了解决方案:采用先车削后磨削的机械加工工艺,通过在车削过程中选用不同材质的刀具以及采用合适的切削用量的方法,成功完成了对陶瓷基复合材料喷管连接部位的车削加工。湖北三江航天江北机械工程有限公司的周大华等[16]通过大量的工艺试验,设计了合理可行的Cf/SiC纤维增强陶瓷材料型面数控加工工艺,并从工艺系统控制、刀具选择、切削参数计算和走刀路径优化等方面研究了Cf/SiC纤维增强陶瓷材料的型面加工工艺。大连理工大学的毕铭智[13]以Cf/SiC陶瓷基复合材料为研究对象,系统研究了制孔和铣削过程中刀具选择、典型缺陷成因及评价以及加工工艺参数的设定,采用不同刀具对Cf/SiC复合材料进行钻削和铣削对比试验,最终确定Cf/SiC复合材料最佳钻削制孔和最佳铣削刀具。中航工业复合材料技术中心焦健等[17]研究了机械加工对SiCf/SiC复合材料表面形貌的影响,采用磨削工艺对SiCf/SiC复合材料进行加工后其表面不平整,存在微裂纹。图3是采用传统机械加工工艺制备的复合材料构件。

图3 采用传统机械加工工艺制备的复合材料构件Fig.3 Composite structures prepared by traditional machining technology
2 特种加工工艺研究进展
为了减少由Cf/SiC、SiCf/SiC等复合材料后序加工造成的问题,通常将材料制备成特定的形状和尺寸。但实际应用中仍然难以避免二次加工,而传统机械加工切削力较大,刀具磨损严重,且在加工过程中容易产生毛刺、变形层、表面/亚表面微裂纹等缺陷,导致工件质量下降。因此,为解决传统机械加工方法存在的问题,越来越多的特种加工方法被开发出来,并成功应用于纤维增强陶瓷基复合材料的加工领域。所涉及特种工艺技术有超声波技术、激光技术、高压水射流技术和电火花技术等。
2.1 超声波技术
超声辅助加工是利用超声波振子引发有关工具出现高频与小振幅直线振动,通过材料表面与高速磨砂粒子撞击,实现材料微去除。超声辅助加工技术作用力小,对工件表面损伤小,加工质量较好,但是其加工效率较低,适用于打孔和型腔成型加工等[18-19]。沈阳航空航天大学的姜庆杰[20]针对Cf/SiC加工困难的问题,提出了超声扭转振动铣削的加工方法,以传统铣削加工为参照,在超声扭转振动铣削刀具运动学分析基础上,选取不同工艺参数进行对比试验,重点研究了超声扭转条件下与传统铣削条件下切削力的变化规律、加工表面质量、表面粗糙度及刀具磨损状况,对于探索陶瓷基复合材料的加工具的选择有重要指导意义。大连理工大学的马付建[21]应用自行研制的超声辅助切削装置对三维编织C/C复合材料进行了超声辅助车削与普通车削试验,结果表明应用超声辅助车削可以显著提高材料表面加工质量,同时降低切削力、切削温度和刀具磨损等。
2.2 激光技术
激光是在外界光子的作用下使高能态的原子向低能态跃迁过程中释放出来的光子,具有方向性、相干性、高能量的特性。激光加工就是利用其高能量的特性,以激光束作为热源,在陶瓷材料表面局部产生高达上万摄氏度的瞬时高温,使材料熔融或汽化[22]。激光加工的优点是加工过程中与工件无摩擦、无接触,无需模具,通过控制激光束的聚焦位置实现材料的加工。激光加工分为一维、二维和三维加工[23]。一维加工主要是指激光打孔,图4为激光打孔的样件。二维加工主要用于激光切割,三维加工需要两束或多束激光束同步作业完成,主要用于激光车削和铣削,用于复杂外形的零件的加工。陈锡让等[24]采用激光脉冲模式进行陶瓷小孔加工研究,得出了脉冲宽度、脉冲重复率对加工质量的影响;中科院宁波材料所[25]针对陶瓷基复合材料短脉冲激光加工技术方面做了大量工作,取得新进展——实现了3mm厚CMC材料的复杂形状精密低损伤加工,处于国内领先水平。
近几年在对激光加工技术不断研究改进的基础上,又相继出现了纳秒脉冲激光、液核光纤激光加工、水助激光加工等[26]再创新技术,推进了激光加工技术的发展。
2.3 高压水射流技术
高压水射流加工是在较高的工作压力下,在高速流动的水流中加入一定数量的磨料颗粒后而形成的一种液固两相高速射流,能切割金属及非金属材料[27]。张运祺[28]对高压水射流切割复合材料的工作原理以及切割装置做了系统介绍,该法是冷态切割,对材料无热影响,加工精度较高。上海狮迈科技有限公司生产的高压水射流设备——智能水刀系统处于国内领先水平。其智能水刀系统利用高压水射流原理,结合智能软件及精密多轴运动系统,大大提高了切割效率和切割精度(图5)。
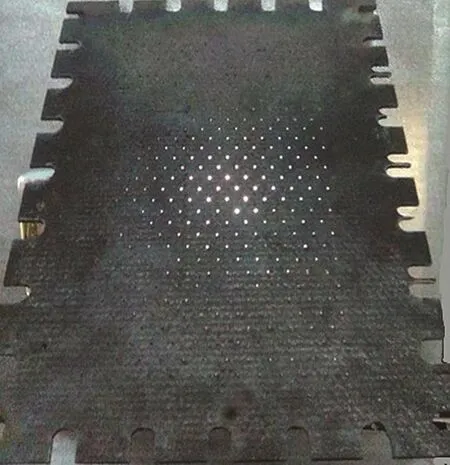
图4 激光打孔的样件Fig.4 Sample made by laser drilling

图5 上海狮迈智能水刀系统Fig.5 Intelligent water jet system of Shanghai Lionstek CO., LTD.
2.4 电火花技术
电火花加工(Electro-Discharge Machining, EDM)是利用工具电极和工件电极间脉冲放电产生的电蚀现象实现对材料的加工[29]。其优点是在加工过程中,工件和工具间无直接接触,无机械力,不存在刀具磨损问题。根据所加工陶瓷材料的导电性的差异,可选择不同的电火花加工方式:对于导电陶瓷材料,传统电火花加工技术就可以实现加工;对于非导电性陶瓷材料,不能直接作为电极,一般采用电解液法和高电压法。纪仁杰等[30]对非导电陶瓷材料的电火花加工进行了研究,提出一种基于辅助电极的电火花电弧复合加工方法,并对该方法的原理和特点进行了深入研究。
纤维增强陶瓷基复合材料加工技术存在的问题及发展趋势
由于纤维增强陶瓷基复合材料具有强度大、硬度高、耐磨性好等特点,为其后续加工带来很大的难度。采用传统机械加工工艺加工纤维增强陶瓷基复合材料主要存在以下两个问题:
(1)加工难度大,加工质量差。对于CFRCMCs材料,由于增强纤维和陶瓷基体的强度和模量存在一定差异,加工过程中易出现纤维拔出、基体脱落等现象,导致材料表面出现微裂纹等缺陷。
(2)加工效率低,刀具磨损严重。陶瓷基复合材料的基体一般分为氧化物和非氧化物两大类,硬度都比较高,如碳化硅莫氏硬度为9.2,而加工所采用的金刚石刀具材质莫氏硬度为10,二者相差并不大,导致在加工刀具磨损严重,生产效率大大降低。
综上,虽然机械加工工艺比较简单,但是对于形状复杂的、尺寸精度要求高的工程陶瓷部件往往难以奏效[22]。陶瓷基复合材料各种加工工艺特点如表1所示。

表1 陶瓷基复合材料不同加工工艺优缺点比较
为满足不同工件的加工要求,可以考虑将传统加工工艺和特种加工工艺结合使用,或者将不同的特种加工工艺结合使用,采用多种能量形式,形成新型复合加工技术,这样不仅可以扬长避短,并且不同的加工工艺之间相得益彰[31]。例如,对发动机调节片的二次加工处理,粗加工时,可以采用以金刚石刀具为主的机械加工,进行钻孔等精加工时,可采用激光技术处理,使得各种工艺的优点得到发挥,缺点得以弥补;再如激光加热辅助切削,是采用激光束作为高能热源加热切削,不仅升温迅速,而且还可以有效降低切削力,减少刀具磨损,提高加工质量和效率;电火花、超声和机械加工结合的复合加工工艺,既可提高生产效率,又可保证工件的表面质量[32]。
结束语
陶瓷基复合材料的精密加工是实现其工程化应用的关键步骤,尤其在当前世界各国普遍对陶瓷基复合材料前景看好的情况下,广泛开展陶瓷基复合材料加工技术的研究势在必行。特种加工工艺,如超声辅助加工、激光加工、智能水刀、电火花加工等需要进行一系列技术革新以满足对陶瓷基复合材料的加工。随着技术的不断发展,相信纤维增强陶瓷基复合材料将会应用在更多的领域。
[1]李进卫.浅说陶瓷基复合材料的功用特点及其市场前景[J].现代技术陶瓷,2014(6):33-40.
LI Jinwei.Elementary introduction function characteristica and market prospect of ceramic matrix composites[J].Advanced Ceramics,2014(6):33-40.
[2]SANOKAWA Y,IDO Y,SOHDA Y,et al.Application of continuous fiber reinforced silicon carbide matrix composites to a ceramic gas turbine model for antomobiles[J].Ceram.Eng.&Sci.Proc.,1997,18(4):221-228.
[3]WULZ H G,TRABANDT U.Large integral hot CMC structures designed for future reusable launchers[C]//Proceedings of 32nd Thermophysics Conference.1997,AIAA-97-2485.
[4]张立同,成来飞.连续纤维增韧陶瓷基复合材料可持续发展战略探讨[J].复合材料学报,2007,24(2):1-6.
ZHANG Litong,CHENG Laifei.Discussion on strategies of sustainable development of continuous fiber reinforced ceramic matrix composites[J].Acta Materiae Compositae Sinica,2007,24(2):1-6.
[5]朱海红,卢宏,程祖海.激光加热辅助切削工程陶瓷研究及应用现状[J].激光与光电子学进展,2006,43(6):59-63 .
ZHU Haihong, LU Hong,CHENG Zuhai.Research and application statue of laser-assisted machining engineering ceramics [J].Laser Optoelectronics Progress,2006, 43(6):59-63 .
[6]TAKAYUKI T,YASUSHI F,NAOTAKE M.Machining phenomena in WEDM of insulating ceramics[J].Journal of Materials Processing Technology,2004,149:124 -128.
[7]PUERTAS I,LUIS C J.A study on the electrical discharge machining of conductive ceramics[J].Journal of Materials Processing Technology,2004,153-154:1033-1038 .
[8]邹青,侯帅.再入太空船的全陶瓷体襟翼[J].飞航导弹,2004(10):61-63.
ZOU Qing,HOU Shuai.Reentry spacecraft full ceramic body flap[J].Aerodynamic Missile Journal,2004(10):61-63.
[9]林智群,雷永鹏.碳化硅陶瓷纤维的性能及其在航空航天领域的应用[J].飞航导弹,2008(2):55-58.
LIN Zhiqun,LEI Yongpeng.Properties and applications of silicon carbide ceramic fibers in aerospace[J].Aerodynamic Missile Journal,2008(2):55-58
[10]唐明军.复合材料:其他航天国家怎么用[N].中国航天报,2015-5-27(A3).
TANG Mingjun.Composites:other spacefaring nations how to use[N].China Space News,2015-05-27(A3).
[11]良辰.聚焦陶瓷基复材结构研发推进工程应用—访中航工业复合材料技术中心技术发展部副部长焦健[J].航空制造技术,2014(6):64-65.
LIANG Chen.Focusing CMC structure development for CMC engineering application[J].Aeronautical Manufacturing Technology,2014(6):64-65.
[12]荆君涛.陶瓷基复合材料零部件的复杂曲面加工技术研究[D].哈尔滨:哈尔滨工程大学,2009.
JING Juntao.The research of the ceramic matrix composites manufacturing technology[D].Harbin:Harbin Engineering University,2009.
[13]毕铭智.C/SiC复合材料钻、铣加工技术的试验研究[D].大连:大连理工大学,2013.
BI Mingzhi.Experimental research on drilling and milling of C/SiC composites[D].Dalian:Dalian University of Technology,2013.
[14]成晓辉.优选蠕动进给超声磨削工程陶瓷参数的基础研究[D].南京:南京航空航天大学,2007.
CHENG Xiaohui.Basic research on the optimization of process parameters in creep feed ultrasonic grinding engineering ceraincs[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2007.
[15]王平,张权明,李良.Cf/SiC陶瓷基复合材料车削加工工艺研究[J].火箭推进,2011(2):67-70.
WANG Ping,ZHANG Quanming,LI Liang.Research on turning technology of Cf/SiC ceramic matrix composites[J].Journal of Rocket Propulsion,2011(2):67-70.
[16]周大华,范海旭,王振来.C/SiC纤维增强陶瓷材料型面数控加工工艺研究[J].航天制造技术,2012(5):10-13.
ZHOU Dahua,FAN Haixu,WANG Zhenlai.NC machining technology of C/SiC fiber reinforced ceramic material profile[J].Aerospace Manufacturing Technology,2012(5):10-13.
[17]焦健,张文武,王宇,等.陶瓷基复合材料不同加工工艺的表面形貌分析研究[J].航空制造技术,2014(6):89-92.
JIAO Jian,ZHANG Wenwu,WANG Yu,et al.Morphology analysis of SiCf/SiC ceramic matrix composites machining surface with different processing technoloy[J].Aeronautical Manufacturing Technology,2014(6):89-92.
[18]于思远,林滨,林彬.国内外先进陶瓷材料加工技术的进展[J].金刚石与磨料模具工程,2001(4):36-39.
YU Siyuan,LIN Bin,LIN Bin.Progress in advanced ceramic materials processing technology[J].Diamond & Abrasives Engineering,2001(4):36-39.
[19]陆小荣.陶瓷材料加工技术的现状及发展动态[J].江苏陶瓷,1999(2):23-26.
LU Xiaorong.Status and development trends of ceramic materials processing technology[J].Jiangsu Ceramics,1999(2):23-26.
[20]姜庆杰.C/SiC复合材料超声扭转振动辅助铣削研究[D].沈阳:沈阳航空航天大学,2015.
JIANG Qingjie.Research on the technology of ultrosonic torsional vibration assisted milling C/SiC composites[D].Shengyang:Shenyang Aerospace University,2015.
[21]马付建.超声辅助加工系统研发及其在复合材料加工中的应用[D].大连:大连理工大学,2013.
MA Fujian.The development of ultrasonic assisted machining system and its application in machining of composite[D].Dalian:Dalian University of Technology,2013.
[22]王瑞刚,潘伟,蒋蒙宁,等.可加工陶瓷及工程陶瓷加工技术现状及发展[J].硅酸盐通报,2001(3):27-35.
WANG Ruigang,PAN Wei,JIANG Mengning,et al.Development in machinable ceramics and machining technology of engineering ceramics[J].Bulletin of the Chinese Ceramic Society,2001(3):27-35.
[23]张保国,田欣利,佘安英,等.工程陶瓷材料激光加工原理及应用研究进展[J].现代制造工程,2012(10):5-10.
ZHANG Baoguo,TIAN Xinli,SHE Anying,et al.Research progress on priciple and application of laser machining for engineering ceramics[J].Modern Manufacturing Engineering,2012(10):5-10.
[24]陈锡让,王忠琪,于思远,等.工程陶瓷小孔激光加工[J].天津大学学报,1996,29(1):152-157.
CHEN Xirang,WANG Zhongqi,YU Siyuan,et al.Small hole laser machining of engineering ceramics[J].Journal of Tianjin University,1996,29(1):152-157.
[25]宁波材料技术与工程研究所.陶瓷基复合材料激光加工工艺研究获进展[J].功能材料信息,2014,11(5):46.
Ningbo Insitute of Industrial Technology.Progress on laser processing of ceramic matrix composites[J].Functional Materials Information,2014,11(5):46.
[26]张文武,焦健,张天润.陶瓷基复合材料加工工艺简评[J].航空制造技术,2014(6):45-49.
ZHANG Wenwu,JIAO Jian,ZHANG Tianrun.Comment on ceramic matrix composites machining process[J].Aeronautical Manufacturing Technology,2014(6):45-49.
[27]陈林.基于磨料水射流的过程陶瓷钻削试验研究[D].成都:西华大学,2012.
CHEN Lin.Drilling experiment of engineering ceramic maching using abrasive water jet[D].Chengdu:Xihua University,2012.
[28]张运祺.高压水射流—切割复合材料的新技术[J].玻璃钢,1994(4):19-24.
ZHANG Yunqi.High pressure water jet—New technology for cutting composites[J].Glass Fiber,1994(4):19-24.
[29]李洪峰,李嘉,温雨,等.陶瓷材料电火花加工技术及研究进展[J].济南大学学报 (自然科学版),2008,22(2):178-182.
LI Hongfeng,LI Jia,WEN Yu,et al.EDM for ceramics and its research status[J].Journal of University of Jinan (Sci &Tech),2008,22(2):178-182.
[30]纪仁杰,刘永红,刁瑞强,等.非导电陶瓷电火花电弧复合加工单脉冲放电试验研究[C]//第15届全国特种加工学术会议论文集(上).南京:南京航空航天大学,2013:422-427.
JI Renjie,LIU Yonghong,DIAO Ruiqiang,et al.Experimentl research on single discharge machining nonconductive ceramics with the compound machining of electrical discharge machining and arc machining[C]//Proceedings of the Fifteenth National Conference on Special Processing (top).Nanjing:Nanjing University of Aeronautics and Astronautics,2013:422-427.
[31]康仁科,马付建,董志刚,等.难加工材料超声辅助切削加工技术[J].航空制造技术,2012(16):44-49.
KANG Renke,MA Fujian,DONG Zhigang,et al.Ultrasonic assisted machining of difficultto-cut material[J].Aeronautical Manufacturing Technology,2012(16):44-49.
[32]谢留传,陈建民.先进硬脆性材料复合加工技术的发展[J].国防制造技术,2009(6):53-57.
XIE Liuchuan,CHEN Jianmin.The development of advanced composite processing technology for hard brittle materials[J].Defense Manufacturing Technology,2009(6):53-57.