热轧带钢舌头压痕问题的解决
2016-05-25郭勇孙利忠刘小军
郭勇,孙利忠,刘小军
(新疆八一钢铁股份有限公司)
热轧带钢舌头压痕问题的解决
郭勇,孙利忠,刘小军
(新疆八一钢铁股份有限公司)
针对热轧带钢出现的舌头压痕问题,从AJC控制原理上进行了分析,找出了问题的真实原因,并针对原因制定了相应的措施,从管理和控制上进行优化,达到了较好的效果。
AJC;舌头压痕;门限值
1 问题的提出
2016年8月八钢热轧厂收到用户反映在使用八钢钢卷时出现头部压痕的质量缺陷,在钢卷卷眼3~5圈存在不同程度的舌形压痕,制管用户反映舌形压痕,影响到用户焊接。为解决此问题,八钢热轧厂技术人员从舌形压痕形貌特点、AJC控制逻辑、设备状态等方面进行分析,杳找问题原因,并制定了相应对策来解决此问题。
2 舌头压痕缺陷描述
舌头压痕是指带钢的内圈,由于带钢卷取层叠造成带钢头部形状在最靠近带钢头部的几圈对应带钢头部的位置形成的压痕,由于形似舌状,故称为舌头压痕,如图1所示。当压痕较深时,此部分必须加以切除;当此缺陷严重时,会造成带钢最内几圈的带钢头部对应位置被压平,如图2所示,不再是圆形,这类缺陷会造成制管厂用户因压痕的存在导致焊缝不能有效结合,存在漏焊,影响用户使用。
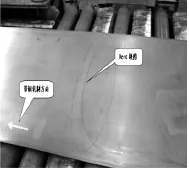
图1 舌头压痕形貌
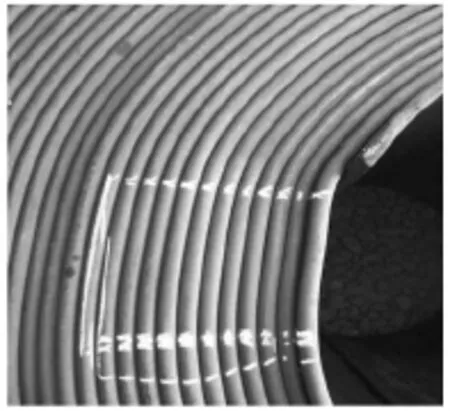
图2 压痕严重时内圈变形
3 关于AJC控制过程
由于带钢为层叠卷取,在带钢头部位置必然会对紧靠它的部位造成压靠,形成头部压痕。AJC即自动跳步(踏步)控制就是为了专门解决带钢头部压痕而设计的功能,其控制过程如图3所示。
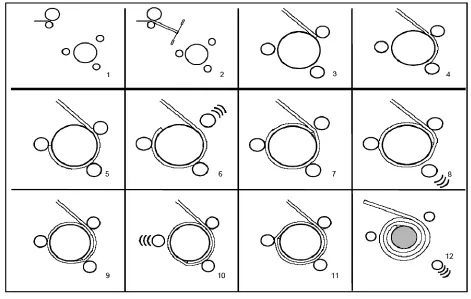
图3 AJC控制步序示意图
第一、二步:带钢头部进入夹送辊前,控制系统将辊缝设定值分别送给各助卷辊辊缝执行机构 (辊缝设定值由带钢厚度等因素决定),三个助卷辊全部按设定位置摆好,当带钢头部进入夹送辊时,辊缝设定还将再一次校准计算。
第三步:带钢头部进入I号助卷辊,该助卷辊压力随即增大,通过液压缸进行调节,以保持辊缝恒定。
第四、五步:带钢头部进入2号、3号助卷辊时,控制过程与1号助卷辊相同。
第六步:带钢完成圈绕第一圈后,头部再次接近1号助卷辊,1号助卷辊开始第一个跳步,这个跳起的辊缝值,相当于卷筒和助卷辊辊缝增大到带钢厚度时再附加一个安全系数,附加的安全系数用以确保带钢顺利通过。
第七步:带钢头部通过1号助卷辊后,l号助卷辊控制方式再次转换为压力调节,助卷辊动作直至接触带钢,帮助带钢卷绕成型并缠紧。
第八、九、十、十一步:带钢头部接近2号或3号助卷辊时,2号或3号助卷辊开始跳步动作,控制过程同于1号助卷辊。
第十二步:该控制模式一直延续到卷筒成功建立张力为止,然后助卷辊打开。如果带钢过宽或过厚,则1号或1号和3号助卷辊可以保持与带钢接触状态,以提供附加的弯曲力矩。
如果AJC控制正常,则可有效缓解头部压痕问题。
4 原因分析
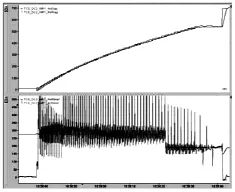
图4 正常AJC控制
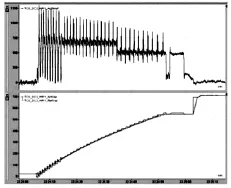
图5 异常AJC控制
如图4所示,当AJC控制正常时,头部跳开舌头位置,助卷辊压力小于后期压力,此种情况下,带钢的头痕将会改善;而出现问题的AJC控制(如图5),头部没有避过舌头位置,助卷辊压力比后期还大,这样势必会造成较严重的舌头压痕。通过分析可以得出,造成头部压痕质量异议的主要原因就是AJC踏步不准,造成舌头没有被躲过,造成压痕。
通过对跟踪数据和控制程序分析,发现AJC跳步跟踪错误,提前进行了跳步。造成的原因是2#夹送辊压力波动过大达到判定带钢头部的门限值,程序提前认为带钢头部到达,AJC跳步跟踪提前启动,从而引发了此次问题。
5 对策措施
(1)对出现问题的2#卷取机进行检修,更换了夹送辊,调整了相关设备的控制压力值,尽可能减小相关压力波动,必须将单边压力控制在10kN以内;加强对夹送辊的管理,当出现异常时卷取机的使用要慎重并及时查找异常原因,必须更换时要下决心更换,不能抱有侥幸心理。
(2)控制程序的优化。修正了夹送辊判定带钢到达的门限值(单边压力60kN),避免压力波动过大时带来的问题;同时增加相应的报警项,如当压力波动(单边压力30kN)达到一定范围时触发报警,要求操作工通报技术人员判定是否继续使用该卷取机。
(3)对报警项和IBA数据进行观察分析,对发现的异常,要通报处理;根据产能情况对设备更换周期进行了优化,按期对设备进行更换。
(4)由于舌头压痕问题在生产厚规格时反映较为明显,因此在生产9mm以上规格时,对各个卷取机生产的钢各抽检1卷,检查卷心形状,并将检查情况记录在交接班记录上;每周组织对钢卷库内厚规格钢卷卷心情况进行检查;重点关注对上平整线的钢卷,将该缺陷作为日常工作监控(6mm以上规格)的重点,出现异常时通知技术人员到现场确认处理。
6 结束语
通过对AJC控制系统的分析,查找出造成AJC控制不准确的原因:由于夹送辊压力波动造成AJC跟踪出错,引发AJC提前动作,不能有效避让带钢头部造成压痕。针对这一问题,进一步加强了设备管理及抽查实物质量等工作,舌头压痕缺陷得到了解决,产品质量满足了用户要求。
Analysis of the Causes of Tongue Indentation of Hot Rolling Strip
GUOYong,SUNLi-zhong,LIUXiao-jun
(XinjiangBayi Iron&Steel Co.,Ltd)
This paper finds out the real reason ofof tongue indentation from AJC control mechanism.Through developing correspondingmeasures and optimizingthe management and control system,and toachieve a better effect.
AJC;tongue indentation;threshold
TG335.11
B
1672—4224(2016)04—0023—03
联系人:郭勇,男,44岁,硕士研究生,自动化高级工程师,乌鲁木齐(830022)新疆八一钢铁股份有限公司轧钢厂热轧分厂
E-mail:guoyong@bygt.com.cn
