基于流水线平衡的多品种少批量生产线平衡与仿真
2016-05-23谭阳波
【摘要】从流水线平衡的基本概念出发,针对目前企业多品种少批量生产线的平衡问题展开讨论,在分析传统流水线平衡法的基础上,引入瓶颈工序的工位数作为修正参数,修正工作地的设计,建立多品种小批量混合生产线平衡模型,最后通过实例数据仿真验证了方法的有效性。
【关键词】生产线平衡;瓶颈工序;节拍;Witness仿真
流水线平衡法是目前采用最广泛的一种流水线设计方法。从Brytonb的单品种流水线的平衡设计到现在Davdi.w.He和Andrwe.Kusika[6]的多品种流水线的平衡,从早期的Baybars,Ghosh和Gagnon提出的启发式算法(Heuristi Procedure)到现在的遗传算法与模拟退火算法的运用。经过众多学者的努力,对于流水线的设计产生了许多非常有效的方法。不过,总的来说,这些方法主要集中在单品种、大批量的流水生产线的设计。而对于产品的产量与生产时间的波动性特别大的订单生产,传统的一些设计方法已不能适应多品种装配流水线设计的要求。因为基于订单的生产对企业的生产系统的柔性提出了更高的要求,如生产设备的柔性化、高效的物流调度、人员的多岗位适应性等。本文就采用流水线平衡方法,对多品种装配流水线进行平衡分析,并运用Witness仿真软件进行平衡仿真,最后结合实例数据给出验证结果。
1、流水线平衡方法与步骤
运用流水线平衡方法进行流水线的设计是一项比较成熟的技术,具体的讲,首先计算流水线的生产节拍,然后根据节拍计算流水线的需要的工作站数量。但是,如何把这项技术运用到多品种混合装配流水线的设计上,这是面临的一个核心问题。本文引入混合生产线的瓶颈工序,以瓶颈工序的工位数为修正参数,修正流水线工作地的设计。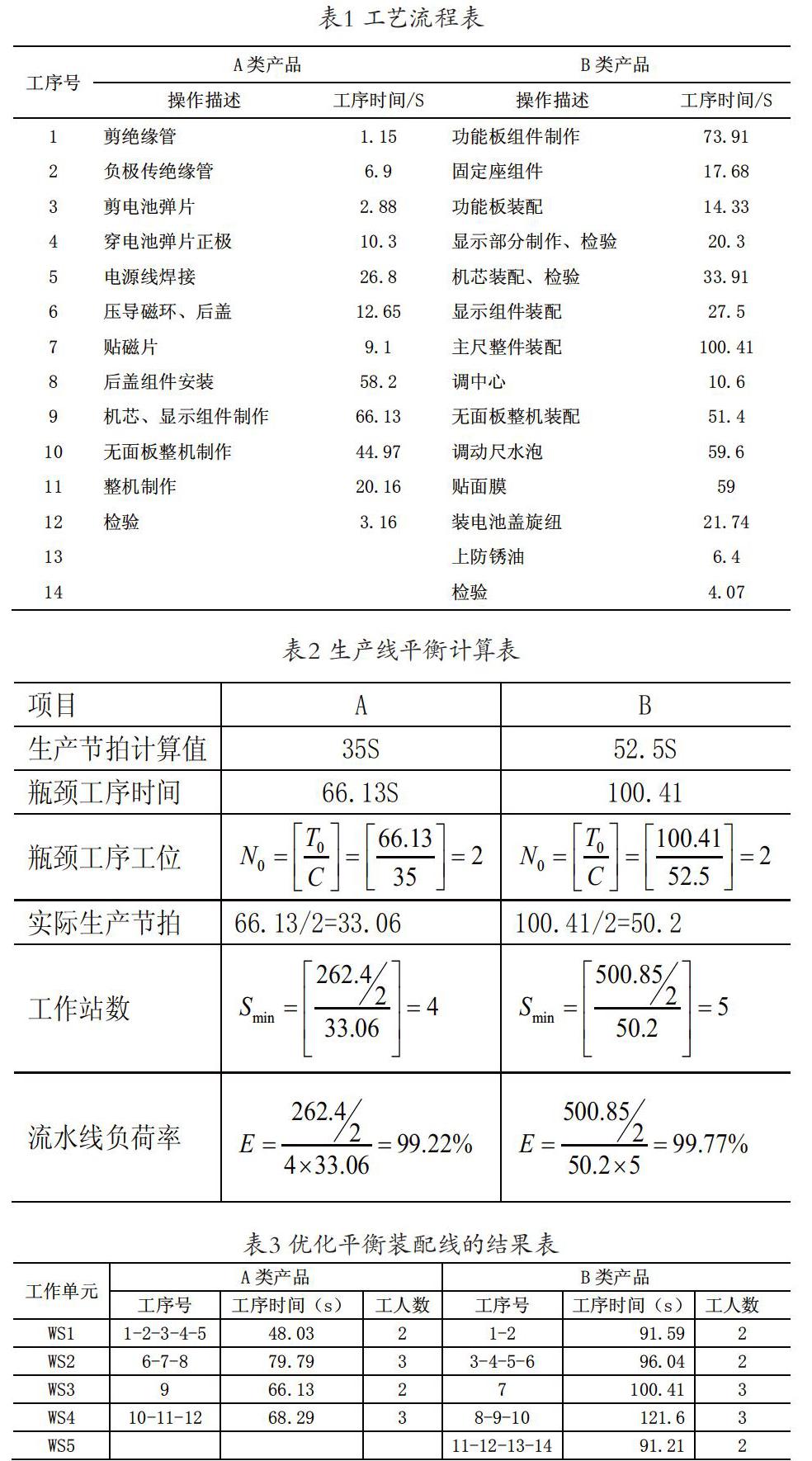
1.1 计算流水线设计节拍
按节拍生产是流水线生产的一大特点,节拍也是流水线设计的重要指标。对于单品种流水线而言,所谓流水线的节拍是指流水线上前后生产出两个相同的产品的时间间隔,当流水线的运输批量为1时,节拍可按下式计算。
式中:C--流水线节拍;W --全部工序时间;ti--i工作地工序时间;ni--i工作站并行作业工人数,N0 —瓶颈工序工位数。装配流水线为了使流水线各工作站的作业时间小于流水线节拍时间,会存在多个作业人员并行工作的情况,因此流水线工作站的人数并不一定相同,多品种轮换或混流工作站会发生变化。
1.4 流水线平衡的评价
一般流水线是否平衡采用流水线负荷率进行评价,流水线负荷率在75%以上即可认为满意。若达不到这个比率,则需设法改进,重新对流水线进行平衡。用同样办法,也可计算每工作站的负荷率,通过工作站负荷率可检查负荷分配的均衡性。若负荷分布不均衡,也需重新调整作业元素的分配,即使总的负荷率略有降低,也是值得的,因为这有利于今后产量的提高,也有利于员工积极性的调动。计算流水线负荷率由式(4)计算。
2、多品种混合生产线平衡设计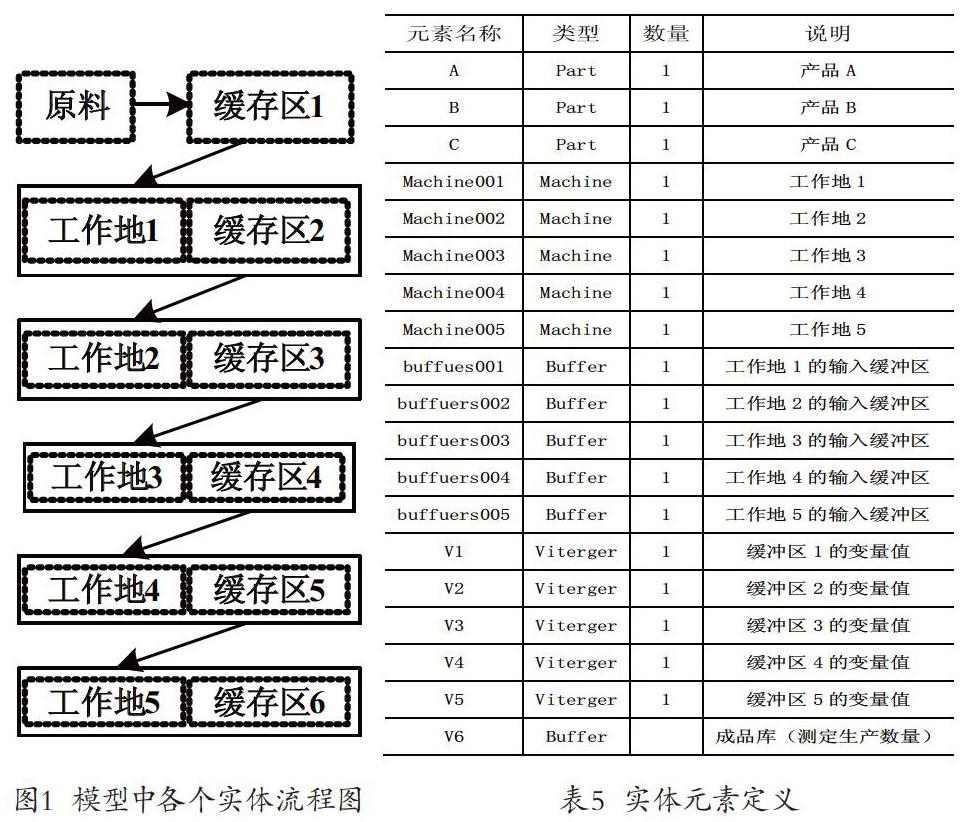
G公司产品主要有两类:A类、B类。两类产品尽管有多种不同型号,但是同类产品的组装工序差别很小,“多品种可变流水线”分别以同类型号产量最大的作为代表产品分别进行流水线平衡设计。通过运用5W1H提问技术以及ECRS优化技术,对各型号产品整个生产工艺流程进行分析整理、标准化后采用秒表时间研究进行测时,确定工序时间,作为流水线平衡设计的依据,工艺流程如表1所示。
2.1 生产线的平衡计算
A类产品生产线生产能力设计要求月产量不低于18000件,约为原加班生产量的2倍;B类产品设计月产量不低于12000件,约为原加班生产量的2倍。日有效生产时间为7小时,平衡计算表如表2,根据计算结果,优化平衡装配线的结果如表3。
2.2 改造方案生产能力分析
整个生产线经过重新设计后,试运行后,产能指标完全达到设计要求。同时也满足企业改造前提出的不增加生产人员,产能翻倍的改善要求。从表2表3可以看出,通过生产线平衡,获得的直接效益:
(1)日批量流水生产极大地减少了在制品库存,改善现场管理秩序,工序作业标准化,定编定岗,提高了产品质量;
(2)减少人工消耗,由原来的18人减少到12人;
(3)不增加成本的情况下产能获得成倍提升;生产周期显著缩短,每天均有产品下线,合理安排轮番生产,可以随时满足市场对产品多样性的需求,提高了顾客满意度;
(4)采用日批量制,生产组织可以满足临时小订单的插单生产,生产组织比较灵活;
(5)扭转了经常出现的不能按时交货、长期加班加点的不利局面,降低了生产成本。
3、多品种少批量混合生产线平衡仿真
3.1 系统流程描述
根据前述生产线的平衡,并公司半年订单的统计数据分析,公司订货量大的产品为A型号、B型号,两种产品的投入批量为10,2。产品作业的每道工序(5个工作地)的平均服务时间如表4所示。
3.2 仿真模型假定
对于复杂系统的建模分析无法反映全部现实系统,仿真模型也不是全部现实系统的重复或预演,因此必需对模型进行合理的简化假设,同时为了验证模型并分析不同方案,需要一个统一的标准。对装配线的模型做了一以下假设和定义:
(1)装配流水线的物料供应及时;
(2)流水线的工人都可进行多工位操作,操作之间不存在动作关联性;
(3)由于生产作业时间宽放了15%,而且车间搬运的物理距离短,因而原材料和各个工作地的输送时间忽略不计,原料和半成品直接到达缓存区。
(4)人力资源总能满足生产要求,生产是在原材料配套的条件下开始,即不会出现缺料停工现象;
(5)车间实行7小时工作制,早上九点到下午四点,中间生产线不中断,全年的工作日为251天。
如果一项作业在特定时间到达生产线,发现该工作地全都忙着,该作业就在该工作地处排入一个FIFO规则的队列,如果前一天没有完成任务,第二天继续加工。
3.3 模型的建立与参数设计
结合系统模型和模型假设,在Witness平台建立仿真模型,模型中各个实体流程图如图1。
3.3.1 仿真系统中元素的定义
根据整个生产线平衡优化结果,仿真系统中元素的定义如表5。
3.3.2仿真模型建立
根据平衡计算数据,输入各个元素的详细设计界面,并设定仿真时钟为1个工作日,即7*60=420分钟。多产品混合装配线(A、B按照批量为:10:5)仿真结果如图2。
由实际改善后的生产实践可知仿真的结果与生产基本相符合,仿真模型的误差在1%以内,该仿真模型可满足生产物流系统的分析,通过仿真判定生产的产品类型和数量能否满足用户要求,生产系统效率如何,在制造过程中,生产设备是否能够得到充分的利用,负载是否比较平衡。
4、结论
通过引入瓶颈工序,修正流水线平衡方法,对多产品混合装配线进行平衡,提高了生产线的平衡率,为企业节省了大量的设备、人力、场地等资源,带来巨大的效益。在混合流水线生产中,只有从生产线的工作研究开始进行改进,然后针对整个生产线的进行平衡,才可做到真正意义的平衡。但混合装配线的平衡率永远不会达到100%,因而生产线的连续改进过程是一个PDCA循环的过程,需要运用IE的方法持续的改善。
参考文献
[1]Matthias Amen. An exact method for cost-oriented assembly line balancing [J]. Int J Production Eco-nomics, 2000,(06).
[2]周清华,肖吉军,杨萍.基于流水线平衡的装配生产流程重组[J].桂林电子科技大学学报,2009,(04).
[3]刘高坤,徐克林.生产线产能平衡改进研究[J].精密制造与自动化,2009,(01).
[4]岑昊,蔡三发.装配生产线平衡的改善[J]. 上海管理科学,2005,(05).
[5]郭伏,张国民.工作研究在流水线平整中的应用[J].工业工程与管理,2005,(02).
[6]兰秀菊,陈勇,汤洪涛.SMT生产线平衡的持续改善方析[J].工业工程与管理,2006,(02).
[7]李兵.基于WITNESS的制造单元仿真研究[J]. 机械工程师,2008,(10).
[8]王亚超.生产物流系统建模与仿真[M].北京:科学出版社,2010.
[9]吴永程,徐克林.生产线平衡持续改善分析研究[J]..精密制造与自动化,2008,(03).
作者简介
谭阳波(1982-),男,湖北洪湖人,讲师,主要从事工业工程、项目管理的教学与研究。
