汽车前轴产品开发流程
2016-05-23刘元伟李建波胡亚民
刘元伟,李建波,胡亚民
(1.山东恒泰车桥有限公司,山东 新泰 271200;2.重庆理工大学 材料学院,重庆 400050)
汽车前轴产品开发流程
刘元伟1,李建波1,胡亚民2
(1.山东恒泰车桥有限公司,山东 新泰 271200;2.重庆理工大学 材料学院,重庆 400050)
简述了汽车前轴新产品开发流程。以B02汽车前轴新产品开发为例,介绍了汽车前轴的零件三维造型设计,转换成二维图纸,三维模具造型设计,模具二维图纸设计,模具CNC加工,模具调试,小批量生产,并介绍了新产品开发中影响品质的主要问题与预防措施。
汽车前轴;开发流程;三维造型;CNC加工;产品品质
前轴是载货汽车、大型客车底盘系统的重要保安件之一,形状复杂,承受冲击性负荷,尤其是车辆在下坡急刹车时,前轴将承受总负荷的2/3,因此对其强度、刚性和疲劳寿命要求较高,其品质直接影响到汽车传动系统的稳定性和负荷运行时的安全性。合理的前轴设计,不仅可以提高汽车的承载性能,还可改善汽车行驶中的平稳性。
随着国内汽车产业的迅猛发展及对产品品质要求的不断提高,尤其是汽车保安件的生产方式的优化,高端产品不断涌现。在保证产品品质的情况下,企业为提高市场竞争力,缩短前轴产品的开发周期,显得尤为重要。
1 前轴模具设计流程
在进行前轴的新产品开发设计时,一般是根据客户所提供的图纸设计模具,模具设计好以后,本厂有加工能力的则由本厂自己进行加工,也可委托他厂外协加工。但作为一个老厂,为了缩短生产周期,节约生产成本,也可利用本公司以往使用过的旧模具进行局部焊补或切削加工翻新制造。在实际生产过程中,有时还会接到用户对所提供的前轴图纸修改的通知,也应根据新图纸的形状和尺寸要求,对已设计好的模具重新修改。前轴产品的设计流程如图1所示。
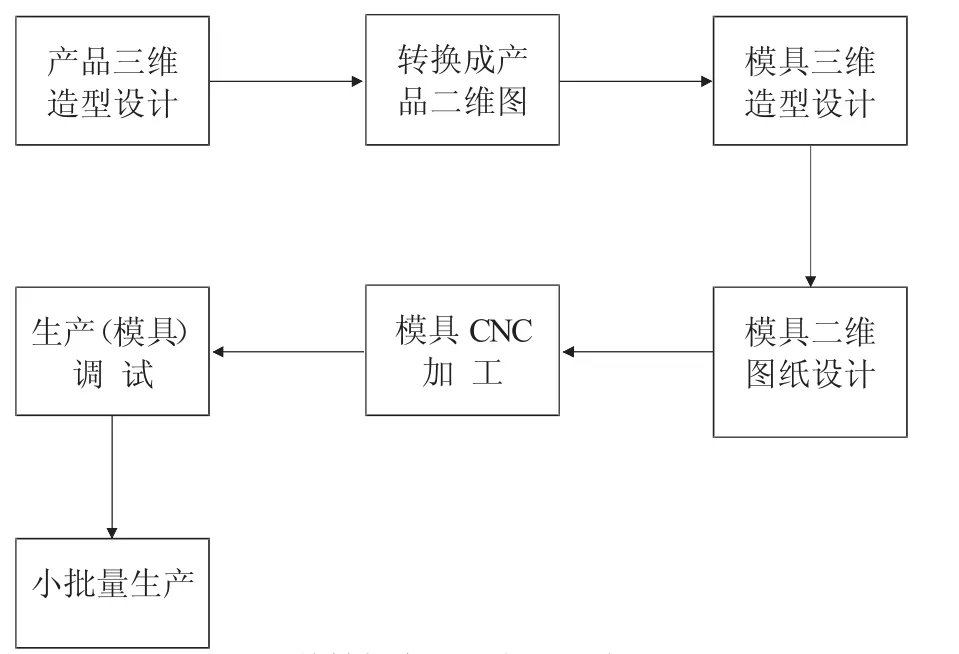
图1 前轴新产品开发设计流程
(1)首先对前轴零件图进行三维造型设计。在这个过程中,还可能发现客户提供的零件图有无问题。
(2)将做好的前轴零件三维造型转换成前轴零件二维图纸,然后与客户会签前轴零件二维图纸。
(3)根据会签结果及其修改意见,综合考虑辊锻件和模锻件的设计知识,设计前轴模具的三维造型。
(4)将前轴模具的三维造型转换成前轴模具的二维图纸,图纸转换完毕,确认模具三维造型正确。
(5)模具CNC加工。
(6)模具加工完毕,进行模具调试。
模具调试成功,生产出合格产品,即可进行小批量生产。
一般情况下,新产品开发周期相对较长,因为重新制作模具需要准备模具锻坯、机械加工模块、精加工模具型腔和热处理等工序,需要较长时间,还有如确定开发方案、对产品和模具的三维造型设计和模具的加工、调试等,都需要一定时间。
下面简单介绍B02前轴的开发过程。
2 前轴模具设计
2.1 开发流程
在新产品开发、模具三维造型设计和模具CNC编程时,如由一位技术人员进行设计、编程,则设计、编程、校核周期长,开发进度难以保证,而且对技术人员的业务技能要求较高。由多位成员组成的开发团队能够缩短开发周期。往往在产品和模具设计过程中要严格协调,保证相互配合一致,不能出现差异。如果协调不好,人员配置不当,不能充分发挥每个人的主观能动性,会使人员冗余,使得生产总成本增加,也增加了产品开发时间,延缓了开发进度,且难以保证产品品质。
由图1可知,前轴新产品开发设计流程可分为五大阶段:开发背景阶段;产品三维造型设计阶段;模具三维造型设计阶段;模具CNC加工阶段;产品试锻、加工阶段。
作为新开发产品或新投产的生产前轴的工厂或车间,开始的工作量很大,工厂以前没有搞过类似产品,设计人员以前没有搞过,工人也缺乏操作经验,因此要花费较多的时间,开发周期较长。而一旦工厂里具有了一定的生产经验后,再开发前轴类型的产品就容易了。这也就是建厂历史较长的厂家或有经验的生产厂家开发周期较短的原因。
另外,当模具三维造型设计为第二个人时,负责模具三维造型设计的人员应认真读懂前轴零件图纸和新设计的锻件图纸。要和前轴零件图的设计人员相互沟通,不能粗枝大叶、不求甚解或对图纸的认识模糊不清。
在对模具模腔进行CNC加工时,CNC加工的编程人员也要与前轴零件设计人员、模具三维造型设计人员沟通清楚。
总的来讲,厂里的总工程师应该协调这三方面人员的工作,确保在设计和加工前轴模具时不要在图纸上发生矛盾,出现品质问题。
B02新前轴零件图如图2所示。
2.2 B02前轴的开发
2.2.1 开发背景阶段
在收到新产品零件图后,总工程师应组织召开评审会议,评审产品开发可行性,做出可行性分析报告。在进行可行性分析时,对比与本厂现有产品的相符性,评审确定开发周期和具体的开发方案等。
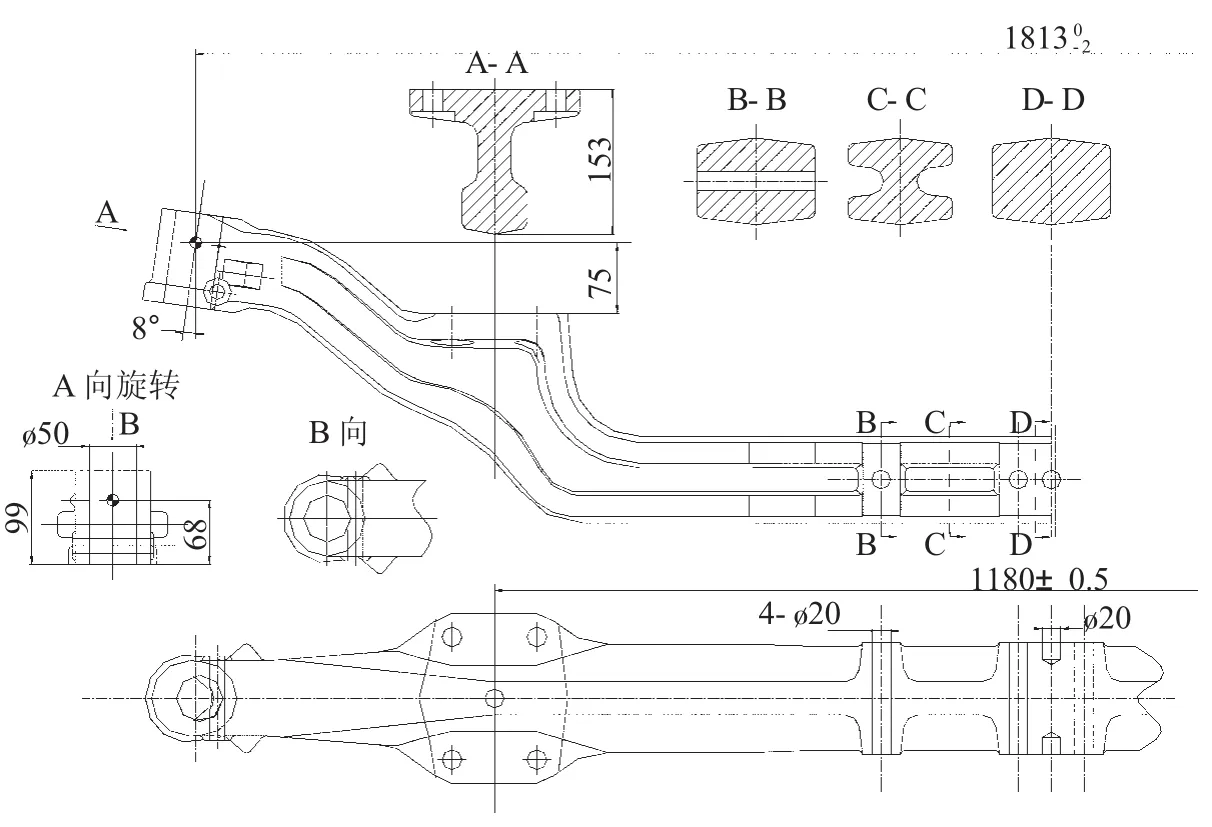
图2 B02前轴零件图
新开发的产品一般会有三种情况:①与本厂现有前轴产品完全相符,新产品和现有的前轴成品可以共用一种毛坯;②与本厂现有前轴产品局部相符,如只有工字梁尺寸和板簧部位尺寸局部相符,等;③与本厂现有前轴产品不相符。
作为一个生产前轴多年的老厂,在对B02前轴产品三维造型设计时,技术人员首先检查核对本厂有否生产过该产品或与其相近的产品。如有形状相似,或局部相符,或长短相近的产品,则具体区分异同。较为简便的方法可将B02前轴零件图或模具图与厂内已生产的前轴零件图或模具图分别叠放在一起,观察分析前轴各部位的干涉现象如干涉量是多少及其对产品品质的影响程度,并立即将这种情况通知用户。
如干涉量较小,用户认为可以使用,无关大局,则要请其会签认可我单位的图纸,然后投料生产。我们认为:如果能用现有的前轴产品,只需对现有产品的模具型腔进行局部修改,修改后尽量做到两种产品共用一种毛坯,这样可以大大节约开发新前轴的生产成本,因为不但减少了对模具的再次加工,也减少了为保证后续机械加工时重新设计和加工制造刀、模、夹具的加工量和工作量。
如果两种产品的锻件毛坯有较大不同,必须要区分,则尽量不要修改对锻件品质影响大、最容易出现品质问题、最不容易调试模具型腔获得满意品质的部分,如前轴的板簧座位置。因为板簧部位的截面积最大,在前轴生产过程中,板簧座附近的飞边最少,最容易发生产品缺肉,使产品不符合图纸要求。可以先在金属余量多,飞边大的地方修改,也尽量较小修改局部的尺寸。
如果不能共用一种锻件,那么就要重新生产。此时也不一定考虑所需模具全部重新制作,可以考虑利用闲置的老模块进行型腔翻新。这样可减少新模具加工投入的费用,缩短新产品的开发时间。对老模块进行改造翻新,先堆焊模膛,再采用数控加工中心加工出B02前轴模具型腔轮廓。
我们认为,及时就本单位的实际生产情况与客户沟通并会签图纸进行确认非常重要,否则就一定要根据零件图对模具进行修改,这相当于重新设计和制造模具。不但多花了模具的设计和制造时间,也增加了生产成本。另外,对设计人员也增加了麻烦,如果设计人员没有认真阅读图纸,没有正确理解图纸上的每一根线条和每一个细节,反而容易出错,造成不必要的损失。
2.2.2 产品三维造型设计阶段
对新产品B02前轴的开发方案确定后,即可进行产品三维造型设计。产品三维设计需要注意:首先要检查B02前轴二维零件图是否合理、准确。由于各种原因,客户提供的前轴图有时并不完全正确,尺寸和线型等的表示效果不一定非常正确。如果是电子版的图纸,还要看是否是1∶1的标注尺寸,如果不是,要将图形全部改成1∶1标注。因为在按1∶1的比值所画的图纸上,产品直观、准确,容易发现问题。
把B02前轴零件的二维图纸(图2)导入到三维设计软件里,做出零件的三维造型如图3所示(半成品,无板簧孔和主销孔),再把造型的轴头A和板簧座B、工字梁侧面C部位通过曲面抽取、延伸、拔模等方法对后续加工余量和拔模角度直接做出补充修改,做出前轴锻件三维造型,如图4所示。做完前轴锻件三维造型后,及时做出产品锻件的二维图纸,检查锻件三维造型尺寸是否正确。
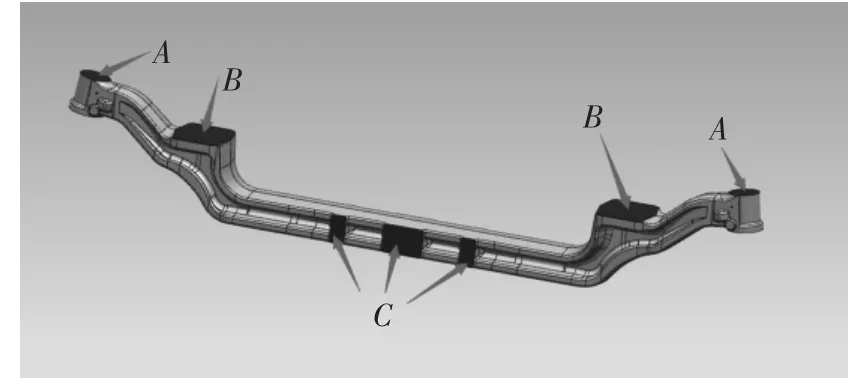
图3 B02前轴零件三维造型(半成品)
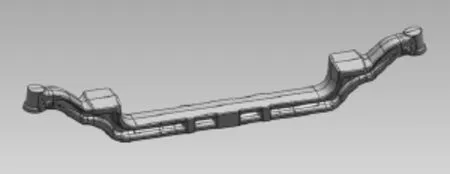
图4 B02前轴模锻件三维造型
前轴锻件三维造型和二维图纸必须得到客户的首肯,才能最终确定前轴加工成品图。与客户会签图纸这一环节非常重要,如果客户不同意某些尺寸,必须向其认真解释,使其领会有关原因或是有利于提高产品品质,或是为了降低生产成本,或是为了减轻工人的劳动强度等。如用户还是不同意,那就一定要按照用户要求再次修改前轴零件和模锻件的三维造型和二维图,直至客户同意,否则不能生产,当然更不能制作模具。
某厂曾经发生在开发前轴时,在产品造型中改动个别尺寸,但没有向客户通报和与客户会签图纸,结果生产出的产品交付客户进行装配时产生干涉,无法使用。
在与客户对前轴零件图会签后,方可设计模具,确定模具型腔尺寸。为了缩短开发时间,最好用闲置的旧模具进行局部焊补或切削加工翻新制造,确定最佳模具型腔的堆焊工艺方案。
设计焊接工艺方案的对比图是为了在确保模具使用寿命的前提下,考虑工人容易焊接操作,保证焊接品质,节省焊材。在焊接工艺方案对比图上需明确标识出模具型腔需要堆焊的部位,同时用不同的线型区分新前轴产品模具和原前轴产品模具的外廓尺寸。一般用粗实线表示图纸中的可见轮廓尺寸,不可见轮廓线用虚线画出,细实线表示剖面线、剖面边界线、尺寸线和尺寸界线,双点画线表示成品尺寸,单点画线是中心线。虚线、细实线和细点画线的图线宽度约为粗实线的1/3。
2.2.3 模具三维造型设计阶段
前轴零件图纸会签确认后,即可根据锻件的三维造型设计前轴模具,如辊锻模、终锻模、切边模、校正模等。在这些模具设计时,对辊锻模的设计尤其复杂,其工作量最大。例如对辊锻模型腔“拳头”部位、板簧部位、工字梁截面的设计和如何合理确定这些部位不同的热缩率等。
辊锻模型腔截面大小是由锻件对应区段的截面加上飞边截面和考虑了锻件公差而决定的,其截面大小与相应区段成形难易有关。辊锻模型腔设计的精确程度直接决定了锻件材料利用率的高低,因此为了提高产品竞争力,获得更高的经济效益,精确制坯一直是锻造工艺人员努力的方向。但是,在大批量、高效率的生产环境下,制坯的稳定性更为重要。变截面的数量越多,辊锻模的设计工作量越大,模具的制造维修越复杂,越麻烦。如模具型腔设计得不合理,辊锻生产时的稳定性越差,成品率低;反之,则辊锻生产时的稳定性好,成品率高。因此设计时,综合各种因素后,在获得较高材料利用率的同时应该尽可能减少变截面数量,B02前轴截面图如图5所示。
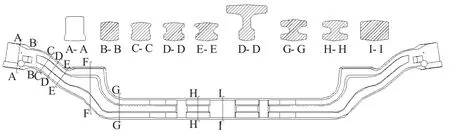
图5 前轴变截面数量的简化
有关具体的前轴辊锻模设计过程可参考拙作《M4轻型载货汽车前轴辊锻模的设计》,该文发表于《金属加工(热加工)》杂志2015年第9期。
前轴锻件用材料主要分为调质钢和非调质钢。调质钢有45、50、40Cr及42CrMo等,非调质钢有12Mn2VB、32MnSiVS5等。它们的热收缩率大致为1%~1.7%,非调质钢的热收缩率取较小值,调质钢的热收缩率取较大值。不同的模具热缩率也是不同的,终锻模比校正模稍大。
作为工厂的总工程师,在组织设计人员进行三维模具设计时应统一设计思路,明确分工,区分职责,充分发挥各个技术人员的主观能动性。设计人员在进行任务交接时,应当书面交接,双方签字确认。前轴锻件设计人员和模具设计人员工作交接中不能掉以轻心。在图纸上一旦出现错误,不管大小,都会使产品出现品质问题,给工厂带来经济损失。
模具三维设计完成后出模具二维图纸,还要再次校核模具三维造型的正确性。
前轴零件往往是客户厂家自行设计的,有经验的产品设计人员必然要懂一些前轴产品加工制造工艺。我们搞前轴产品加工制造的人也要了解一些前轴装配车辆的性能和在使用场合的受载情况及对轮廓尺寸的要求。
2.2.4 模具CNC数控加工阶段
模具的二维图纸完成后,即可对模具进行CNC编程加工,要求编程工程师编的加工刀路尽可能避免出现抬刀程序和走空刀程序,从而节约加工时间。模具加工完成验收时,型腔尺寸应该采用样板进行检验。虽然采用数控CNC加工,加工的尺寸和加工精度比电火花加工大大提高,但是检验这一环节仍然不能忽视。型腔尺寸用样板检验比用游标卡尺检验方便准确,测量误差小。而且样板制作简单,只需要采用一块2mm~5mm低碳钢板,把需要测量的模具型腔截面线切割加工后即可使用。图6为检验某前轴工字梁部位型腔尺寸的线割样板。为了防止使用过程中的磨损致使尺寸超差,最好对其进行渗碳处理。
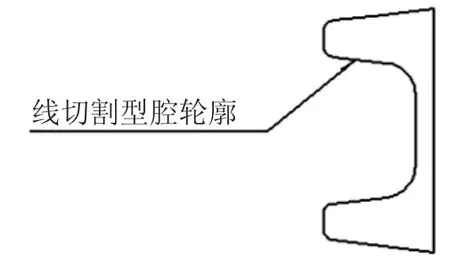
图6 某前轴工字梁的线割样板
模具检验后,应把检验数据认真记录存档,方便日后查找、追溯。对于这些工作,都应当作为厂里的一项制度认真执行,不能掉以轻心,敷衍了事,更不能随意违反。
2.2.5 产品试锻、加工阶段
对加工完的模具验收合格后,即可进行调试模具试生产。
在产品试锻和加工时,要做好每一样件的调试参数记录和样件的检测和加工记录。这样出现问题可以改进,也能追溯查找责任。对总结前轴设计经验,提高产品品质,降低生产成本,缩短新产品开发周期也大有好处。
3 结束语
前轴新产品开发应进一步向标准化和流程化方向发展。在有条件的单位,都应对前轴产品和有关工模夹具建立适应本单位的企业标准;新产品开发时,必须进行评审,确定最佳开发方案,这样可以减少技术人员的冗余工作,大大节约开发时间。同时,能及时发现和找出各阶段存在的问题和必须改进之处,不断总结设计经验,对提高本厂产品品质大有好处,也有利于本厂技术人员业务能力的提高。
[1]刘元伟,王孝文,刘金行.M4轻型载货汽车前轴辊锻模的设计[J].金属加工(热加工),2015,(9):64-68.
[2]闫国菊.393前轴模锻工艺方案及模具设计[J].机电一体化,2014,(1):7-7.
[3]叶 强.典型载货汽车前轴模锻设计 [J].金属加工(热加工),2012,(5):29-31.
[4]梁聪明.汽车前轴锻造模具快速设计方法[J].金属加工(热加工),2011,(5):18-20.
[5]刘爱君,徐功亮.前轴模具的设计过程及锻模的翻新[A].山东汽车工程学会学术年会优秀论文集[C].济南:2007:29-31.
[6]赵明钟,韩俊栓.锤锻汽车前轴工艺模具设计[J].锻压装备与制造技术,1994,29(5):30-33.
[7]王玉远.汽车前轴压力机锻模的翻新[J].汽车科技,1991,(2).
[8]许淑珍,田 晨.重型卡车前轴模锻设计[J].锻压装备与制造技术,2006,41(1):78-80.
Development process of front axle for automobile
LIU Yuanwei1,LI Jianbo1,HU Yamin2
(1.Shandong Hengtai Axle Co.,Ltd.,Xintai 271200,Shandong China; 2.School of Material,Chongqing University of Technology,Chongqing 400050,China)
The development process of front axle for automobile has been described.Taking the B02 automobile as an example,the 3D modeling design of front axle for automobile has been introduced and converted into 2D drawing.The 3D and 2D design have been expounded,as well as the CNC machining and commissioning of tool.The small batch of production has been exerted.The main problems affecting the quality and relevant precautions have been introduced during the development process of new front axle.
Front axle of automobile;Development process;Three dimensional modeling;CNC machining; Product quality
TG312
A
10.16316/j.issn.1672-0121.2016.04.029
1672-0121(2016)04-0097-05
2016-03-07;
2016-04-29
刘元伟(1987-),男,助工,从事锻造工艺及模具设计、加工工艺开发研究。E-mail:liuyuanwei0538@163.com