回归分析在切丝后含水率控制上的应用
2016-05-14李佳节梁群立
李佳节 梁群立

摘要:为提高切丝后含水率稳定性,通过运用回归分析方法对松散回潮加水流量进行预测。控制方法优化后,某四类烟的切丝后含水率月平均标准偏差由0.122下降为0.083,月度Cpk均值由1.042提升为1.615。切丝后含水率的稳定性较控制方法优化前有了显著的提升。
关键词:切丝后含水率;回归分析.
Abstract: In order to improve the stability of the moisture content after cut tobacco, this paper predicted the water flow of loose resurgence by using regression analysis method. After optimizing the control method, the moisture content after cut tobacco of four types tobacco's monthly average standard deviation dropped to 0.083 from 0.122, the monthly average Cpk increased to 1.615 from 1.042. The stability of the moisture content after cut tobacco have been significantly improved than before.
Keywords: moisture content after cut tobacco; regression analysis.
切丝后含水率即烟片经切丝机加工后,进入下一道工序前的叶丝含水率。生产过程中,切丝后含水率的变化会导致烘丝过程的加工强度发生变化,影响干燥后叶丝含水率的稳定性,还会影响干燥后叶丝的填充值、烟丝的结构和感官质量等[1],亦会对卷烟的内在质量产生影响。批次间切丝后含水率的差异还会使同牌名卷烟产生感官质量的差异,影响产品质量的稳定性。
目前国内常见的切丝后含水率的控制方式主要有:烟片松散回潮或真空回潮等工序对烟片进行增温增湿后,后工序不再进行加水操作;另一种方式是烟片松散回潮或真空回潮等工序对烟片进行增温增湿后,叶片加料工序再进行二次加水[2]操作。松散回潮的出口含水率控制方式也有前馈控制[3]和反馈控制等。
由于叶组配方中各配方单元的烟叶对水分的吸收和散失能力不同,以及不同组分的烟叶颜色存在差异,使得松散回潮出口水分仪显示存在失真现象。采用PID控制器进行控制,根据松散回潮出口含水率跟踪调节加水量的方法,存在很大的滞后性,难以达到满意的效果。通过手动干预加水量,依然存在较大滞后性,且会造成因不同生产班次操作人员的调节经验和操作手法的差别,导致松散回潮出口物料含水率的均匀性差,不同批次物料的含水率差异也较大。本文将对切丝后含水率控制方式进行改进,采用以烟片通过松散回潮固定加水模式进行增温增湿,后工序不再进行加水操作为实验环境,通过采用回归分析方法,对原先的切丝后含水率控制方法进行优化。
1松散回潮加水模式的改进
1.1松散回潮恒流量加水模式的可行性研究
针对跟踪加水模式存在很大的滞后性的特点,本次试验将跟踪加水模式改为恒流量加水模式,不对松散回潮出口的物料含水率做反馈调节。
对某四类烟物料进行测试。测试环境为:贮叶间温度25.0±5.0℃,湿度65.0±5.0°,贮叶时间4.0±0.5小时,对30个批次物料进行测试,每一批次设定一个不同的松散回潮加水流量,记录相应的切丝后含水率、松散回潮热风温度数据。
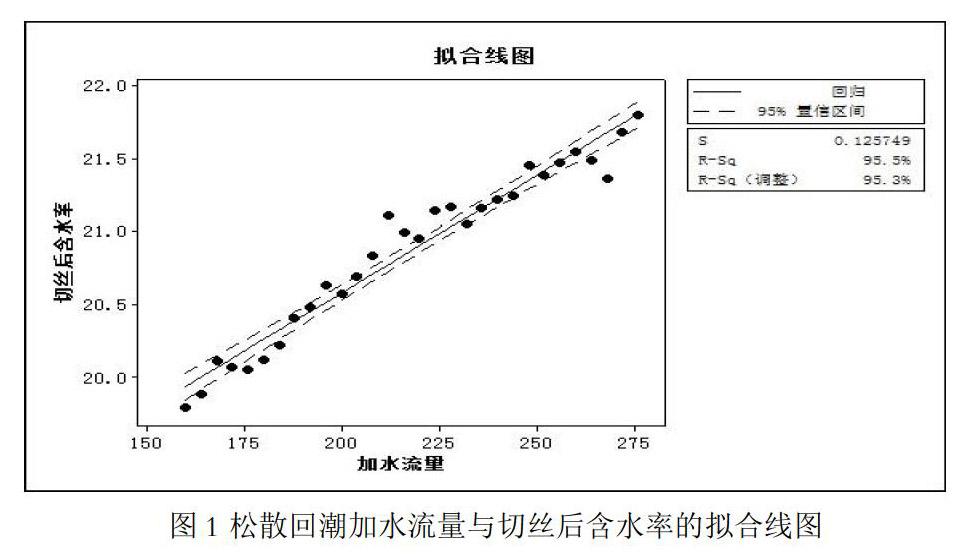
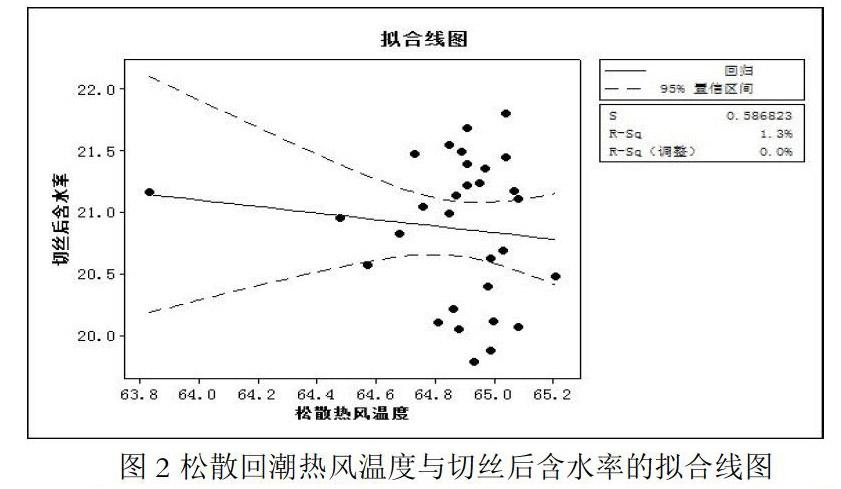
用统计分析软件MiniTab 绘制相应的拟合线图。
从拟合线图中可以看出松散回潮加水流量与切丝后含水率有较显著的线性相关性,在95%置信区间下的预测能力为95.3%,而松散回潮热风温度与切丝后含水率的无明显的线性相关性。由此可以证明切丝后含水率可以通过调整松散回潮工序的加水流量来进行控制。
1.2 回归方程的建立
对松散回潮加水流量和切丝后含水率的数据进行回归分析,得出如下结果:
回归方程为切丝后含水率=17.3581 +0.0161×松散回潮加水流量。自变量:松散回潮加水流量,因变量:切丝后含水率。
系数表中松散回潮加水流量的P值 (0.000) 显示此回归过程估计的模型在α水平为 0.05 时具有显著性,这表明至少有一个系数不为零,方程基本成立。且它与切丝后含水率有相关性。 R-Sq表明这些预测变量可以解释含水率中95.5% 的方差。R-Sq(调整)为95.3%,系数标准误为0.1464,这两个值表明模型与数据拟合度较高,该模型具备较强的预测能力。从异常观测值中可以看出,在试验数据中存在2组数据与拟合值的偏差较大,最大残差为0.338,残差处在切丝后含水率允差范围内,该值可以接受。
1.3 回归方程在生产中的应用
根据回归方程,当切丝后含水率工艺标准值为21.0%时,可以计算出所需的松散回潮加水流量为226.2kg/h。
对加水流量设定值固定为226.2kg/h后再次进行切丝后含水率控制情况的测试,以该四类烟30个批次物料为测试样本。为减少贮叶时间差异对含水率测试造成过大的影响,本次测试仅针对当天投料生产并进行切丝的同牌名批次进行。经计算,30个批次的切丝后含水率标准偏差均值为0.077,Cpk均值为1.668。试验数据证明,恒流量加水模式下切丝后含水率的控制稳定性良好,可在生产中予采用。
由于前一天投料,次日进行切丝的交班叶贮叶时间较长,且贮叶时间不确定,会对水分散失产生一定的影响,本次试验将不做重点研究。
3控制方法优化前后切丝后含水率稳定性对比分析
调阅同牌名的质量数据进行对比,原先采用根据松散回潮出口含水率进行松散加水量跟踪调节的方法时,切丝后含水率全月平均标准偏差为0.122,Cpk均值为1.042。将回归分析法应用于切丝后含水率的控制后,全月平均标准偏差为0.083,Cpk均值达到1.615,质量指标有了显著提升。
4结论
采用回归方程对松散回潮加水流量进行测定,对松散回潮工序进行恒流量的加水,从源头上解决了跟踪加水模式中,因水分仪失真及反馈滞后性造成的松散回潮加水流量的波动大,及其直接导致的叶片含水率差异偏大。切丝后含水率稳定性的提高也为后续加工提供了稳定的来料含水率,对卷烟质量的提升有着重要的意义。
[参考文献]
[1] 董万成,周君,王田田. 叶丝干燥工序来料含水率与烟丝质量的关系[J]. 硅谷,2011, (21).
[2] 曹正良. 片烟松散回潮含水率控制方式的改进[C]中国烟草学会工业专业委员会烟草工艺学术研讨会论文集,2010.
[3] 杨燕平, 叶正国, 李斌. 润叶加料工序含水率控制及相关算法研究[J].烟草科技,2011年09期.
作者简介:
李佳节(1986-),本科,助理工程师,主要研究方向为制丝工艺。
梁群立(1979-),硕士,助理工程师,主要研究方向为工业自动化控制。
