PW—220K型转向架构架制动吊座组焊工艺研究
2016-05-14刘海兵卢之强杨卫刚
刘海兵 卢之强 杨卫刚
摘要:介绍了PW-220K型转向架构架制动吊座的组装过程,对制动吊座组装定位及制动吊座与制动横梁管的焊接顺序进行了优化,减少了焊接变形量并保证了制动吊座在3D检查时的尺寸要求。
关键词:PW-220K;制动吊座;焊接变形;工装
PW-220K型转向架是为了适应列车提速的需要,在充分引进、消化、吸收原型CL242 转向架的基础上,通过适应性改进由中车南京浦镇车辆有限公司自主研制的新型160km/h 速度等级转向架。但是制动吊座与制动横梁管焊接后容易变形,且难以进行热调修,会造成两制动吊座相对尺寸超差的情况,该尺寸超差容易造成转向架闸瓦偏磨,受力不均,对整车制动造成一定的影响。
一、结构介绍
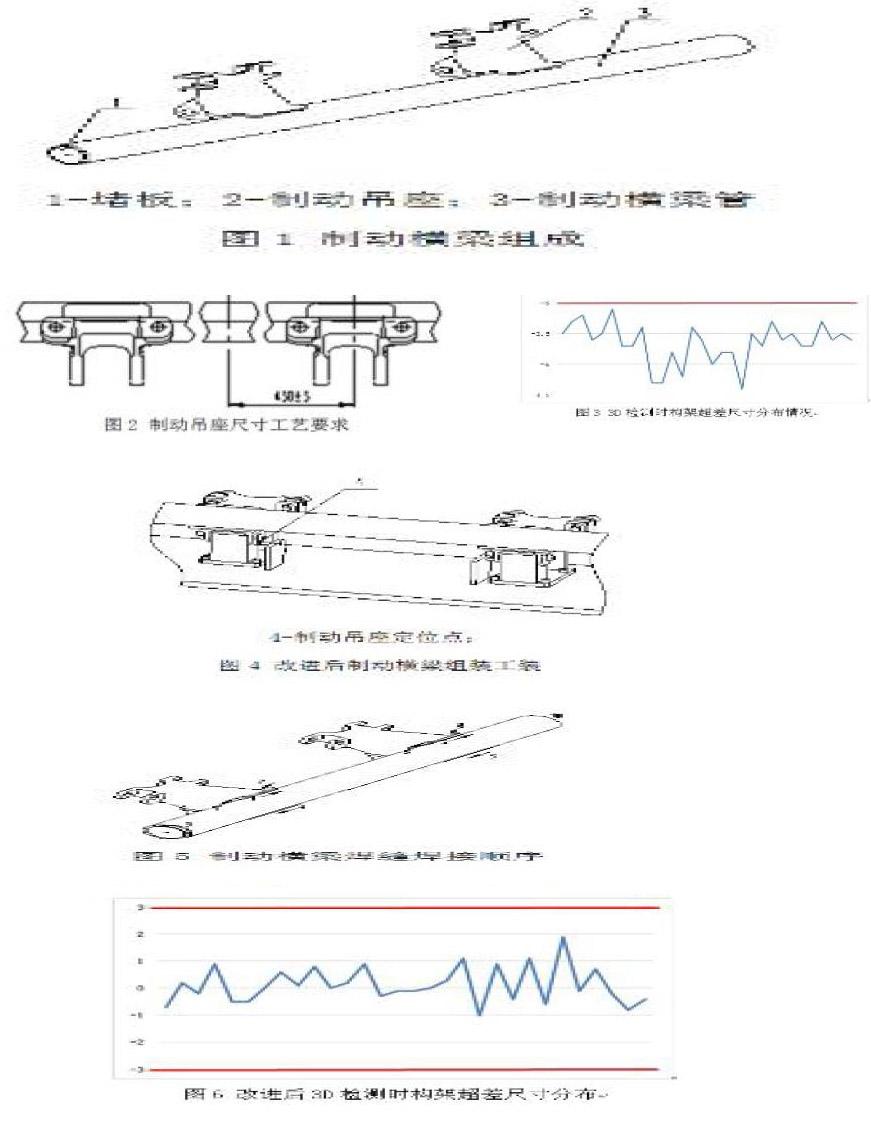
PW-220K型转向架构架制动横梁组成如图1所示,主要是由制动吊座、制动横梁管和堵板组焊而成,在组装和焊接制动吊座过程中容易造成制动横梁管变形从而造成制动吊座尺寸出现偏差,该尺寸为工艺过程中的控制难点。
二、现状分析
1)组装工装
目前制动横梁组成在组装时,制动吊座使用Φ30孔和Φ39孔进行定位,制动横梁管使用管外轮廓进行定位,定位后通过点固焊制动吊座和制动横梁管完成组装。
2)现行工艺及实际情况
将制动吊座与制动横梁管完成定位后,在变位器上完成焊接,并在构架平衡时通过检测销检测Φ30孔和Φ39孔,要求自由通过即可。但实际情况是在构架3D检测时,制动吊座尺寸超差率达到了100%,通过统计30个构架的数据,其结果如图3所示,尺寸均不满足工艺要求(工艺要求见图2)。
通过对制动吊座尺寸超差原因进行分析,主要有以下方面原因造成:
①为保证制动吊座组装销能够自由穿入制动吊座,组装销尺寸分别为Φ29.8mm和Φ38.8mm,但实际组装过程中通过检查,发现制动吊座会晃动,进而造成430尺寸偏小的情况。
②制动吊座与制动横梁管在焊接过程中的焊接变形,造成了制动横梁管的弯曲,由于制动横梁管较厚,不易进行调修,也造成了尺寸超差。
三、工艺改进
通过分析尺寸出现超差的原因,制定了针对性的措施如下:
①制动吊座组装时增加一个定位工装,保证制动吊座组装尺寸,工装定位图见图4。
②为了便于横梁管热量尽快散发,重新调整焊接顺序,在完成1-8的焊缝焊接后再完成9-10焊缝的焊接。焊接顺序见图5。
四、结果验证
通过工艺改进,构架3D检测时制动吊座430尺寸超差情况得到了较大的改观,再次统计了30个构架数据,未发现尺寸超差,合格率为100%,尺寸分布如图6所示。
作者简介:
刘海兵(1985年-)男,汉族,大学本科,工程师,从事转向架构架焊接工艺工作。
