快速铺层:新的三维预成型技术
2016-05-14苏平永
苏平永
摘 要:钩-环锁扣加速了碳纤维、芳纶纤维、玻璃纤维和混杂织物的铺层,同时提高了复合材料的力学性能,这项技术是目前国际上最新复合材料三维织物生产并实现快速铺层最先进的工艺技术,用此种工艺生产的零件,不但可以提高复合材料零件各方面的强度,更主要的是可以降低直接与间接生产成本。
关键词:3D预成型;“Han-3D”织物或“Han-3D”复合材料;钩-环锁;树脂传递模塑成型工艺(RTM);铺层顺序(0°、+45°、-45°、90°、0°、-45°、+45°、0°);互锁型;非互锁型
中图分类号:TP274 文献标识码:A
此项研究可以解决复合材料传统铺层低效率而繁琐的工作,用这些3D织物制成的复合材料零件在模拟测试中力学性改善了很多,撕裂强度增加了50%~100%,耐压强度增加了20%,抗弯强度增加了10%,剪切强度增加了15%以上,而冲击强度增加了60%~100%,另外,零件的抗疲劳性、螺孔强度和粘接强度也都有所增加,其所带来的结果是,与一往的层压复合材料比较,能减少50%左右的直接生产成本,而且还能减少30%左右间接成本。这项技术是2010年才取得研制成功,之前没有相关的技术,谁先了解并掌握这门技术,谁就可以在复合材料零件生产中先尝到甜头,先取得经济效益,使生产加速。
一、3D织物预成型件
(一)3D预成型在汽车企业的瓶颈与“Han-3D”织物或“Han-3D”复合材料诞生
对于量大的汽车行业来说,3D预成型工艺至今一直是非常耗时并因此而非常昂贵的,这使其成为汽车生产中一种严格受限的材料/工艺选择。但随着新技术的出现,一切都发生了变化,该技术为耗时的、劳动密集型的3D预成型件的手工铺层方式提供了自动化操作的机遇。该技术曾获得了2010 JEC创新奖中的材料类别奖项,它就是“Han-3D”织物或“Han-3D”复合材料(正在申请全球专利)。它是发明家Nathan Nanlin Han博士的智慧结晶。他是一个合伙创建人(与其他一些经验丰富的拥有博士资历的专业人士一起),同时是两家公司的总经理,这两家公司专注于开发和生产独特的三维复合材料及纳米复合材料:位于美国加利福尼亚州的3D Nanocomposites公司为其位于中国江苏的姊妹公司——先进纤维材料技术有限公司开发用于织物生产的产品。
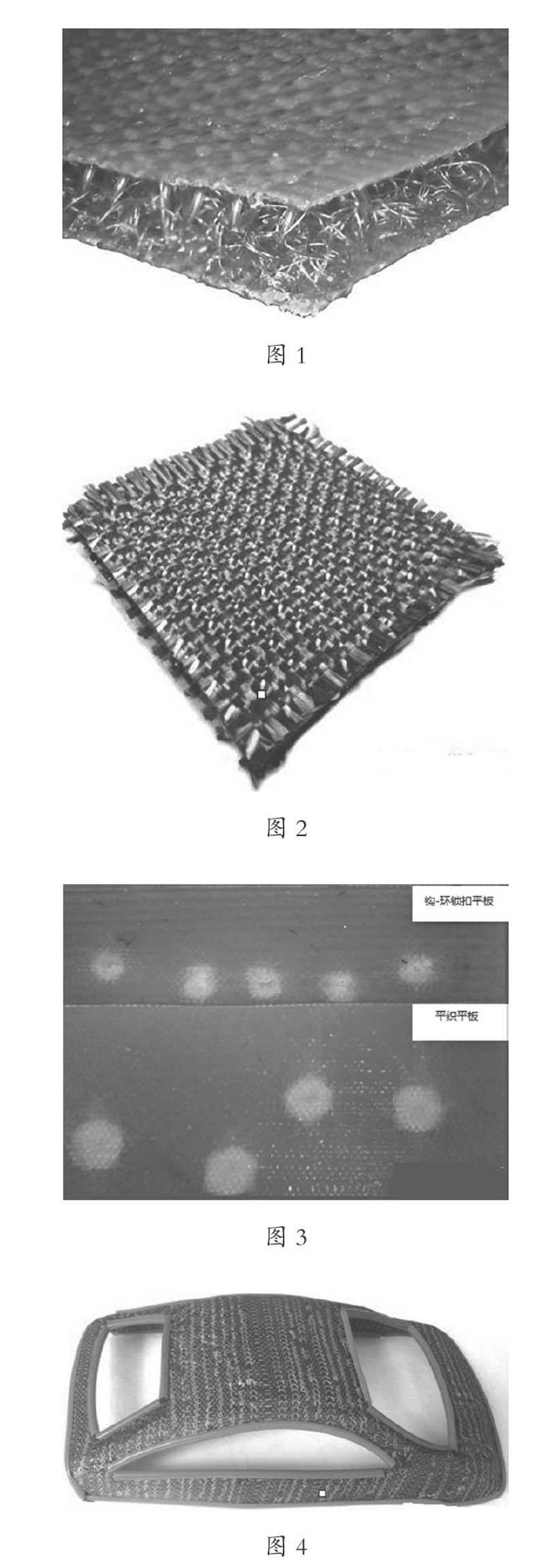
图1是一种为层压复合材料生产织物层的新方法,采用了像维克罗(维克罗,是做衣服上用的粘贴连接带,分公母两面,一面是细小柔软的纤维另一面是较硬的尼龙钩)尼龙搭扣一样的可在Z轴方向上实现连接的钩-环锁扣,从而将临近的织物层连接起来。
(二)开发3D织物预成型件目的
1 传统织物层叠拉伸强度问题
开发3D织物预成型件目的是为了改进二维层合结构原有的问题。Han解释说,虽然碳纤维或玻璃纤维的拉伸强度能够超过3000MPa,远高于钢的拉伸强度,但用于将纤维层粘接在一起的树脂基体却只有大约100MPa的拉伸强度(层叠拉伸强度),其拉伸强度只是纤维的1/30。因此,在层叠结构中,如果只是用树脂将织物层粘接在一起,那么这一较低的层间剥离强度就可能导致分层以及在多种载荷条件下会发生面外失效,特别是在冲击疲劳载荷和压缩疲劳载荷下。尽管可以通过采用增大交联密度和其他方式来提高聚合物基体的拉伸强度,但这却是一种会增加树脂系统成本的极具挑战的方法。其他的用于提高Z轴方向上层叠强度的努力则主要集中在机械方法上,如全厚度缝合、3D编织技术以及Z-pins嵌入。虽然这些方法的确提高了冲击强度,但三维缝合和编织则要求采用复杂的机器和工艺,而且所有这3种方法都会降低复合材料的柔韧性和功效,而且还会增加成本。
图2是采用Han-3D织物制作的一个织物预成型件(图片来自先进纤维材料技术有限公司)。
2 传统复合材料缺点
汽车行业传统复合材料目前不具备量产化的生产,另外成本还很高,当用在飞机与轮船时,用手工铺层还可以,因为量少,但对于汽车生产量大的行业来说,这种传统铺层方法太慢,没法实现。
3 Han-3D织物优点
Han用编织织物的方法来克服了这些局限。与Velcro(维克罗)公司的方法相似,Han在铺层上就是用钩-环锁扣这种方法把层与层搭接到了一块,它可以改善Z方向的机械强度,用这种织物并使用一个机械手臂铺层,铺层一件只要90s的时间,另外使用目前只有2min就可以固化的环氧树脂,用RTM成型一个汽车零件,大概也只要5min的时间。
(三)落锤试验
图3在采用钩/环搭接的“互锁型”Han-3D玻璃纤维织物上以及具有同样重量的“非互锁型”平织玻璃纤维织物上所做的低速碰撞测试,两种织物都是按0°、+45°、-45°、90°、0°、-45°、+45°和0°的顺序依次铺层、并由HUNTSMAN(亨斯迈)先进材料公司的Aradur 5003-1环氧树脂进行真空灌注的一个8层的平板样板。将试样放入一个中心孔直径为50mm的试验夹具中,采用一个头部直径为12.7mm的冲击杆在试样的多处击打数次(落锤1kg,落差80cm)。结果,采用Han-3D织物生产的复合材料上的凹痕相对较小,而平织生产的复合材料平板上仅在试验夹具的落差由80cm降低到40cm后,就出现了比采用Han-3D还大的凹痕印记。
(四)生产成本与间接成本
当然,还有成本方面的收益。Han以与其他复杂的增强织物大体相当的价格生产和销售其织物。借助于机械手臂,可将搭接后的铺層准确地铺放到模具中。Han说,其所带来的结果是,与传统的层压复合材料相比,直接生产成本可降低50%,间接成本还可降低30%。
图4先进纤维材料技术有限公司采用带有芳纶纤维钩和环的Han-3D混杂碳纤维预成型件,生产出了“车顶加柱”结构的小型试样,其中预成型件铺层只花费了90s左右的时间。
(五)Han-3D织物的应用与最新发展
Han-3D织物的开发阶段目前已经结束,初级的钩-环织物可在中国和美国买到。目前正在进行的工作是开发类似于3M Dual-Lock系统的可替代的蘑菇状锁扣,以作为生产预浸料的一种方法。该公司声称,这两项技术都能够被用于目前全球生产的10%~25%的复合材料产品中。为证明这一点,先进纤维材料技术有限公司生产出了这种织物,江苏新日电动车股份有限公司(位于中国江苏无锡)则采用该织物生产出了预成型件并用模具制作出了用于该公司2011款XR-EV05电动车的地板部件,它采用了欧文斯科宁复合材料公司的玻璃纤维以及HUNTSMAN(亨斯迈)先进材料公司的Araldite LY564环氧树脂。此外,山东双一集团有限公司(中国山东德州)正采用该三维织物去生产风力涡轮机的机舱外壳和其他产品。
结论
这项技术是目前国际上最新复合材料三维织物生产并实现快速铺层最先进的工艺技术,用此种工艺生产的零件,不但可以提高复合材料零件各方面的强度,更主要的是可以降低直接与间接成本,同时为汽车复合材料零件量产化生产注入了新技术,提供了成功的路子。
参考文献
[1]自动化在线网[Z].2013.
[2]何天白,等.碳纤维复合材料轻量化技术[M].北京:科学技术出版社,2015.
[3]白树林,戴兰宏,张庆明,译.霍奇金森(英:J.M.H).先进纤维增强复合材料性能测试[M].北京:化学工业出版社,2005.
[4]黄家康,等.复合材料成型技术及应用[M].北京:化学工业出版社.
[5]克鲁肯巴赫(T.KRUCKENBERG)、佩顿(R.PATON)等著,李宏运,译.航空航天复合材料结构件树脂传递模塑成形技术[M].北京:航空工业出版社,2009.
