铁路内燃机废弃润滑油再生工艺研究
2016-05-14刘娇
刘娇

摘 要:本文采用絮凝沉降精滤法处理了废弃的铁路内燃机润滑油(简称废机油),工艺条件是絮凝剂的加入量为0.5%,絮凝后沉降温度为80℃,沉降时间为18h,精滤时间为6h。通过分析结果表明:利用该法处理后的废机油已达到生产铁路系列油脂的使用标准。
关键词:废机油;絮凝沉降精滤法;铁路系列油脂
中图分类号:X383 文献标识码:A
目前铁路系统每年都会产生大量的各种废内燃机润滑油、废变压器油、废空气压缩机油、废空调机油等,这些废油都是可再生利用的宝贵资源。如果每年能够对这些废矿物润滑油进行回收处理可获得可观的经济效益和社会效益,因此废弃润滑油处理是个值得重视的重大课题。
我国处理废机油的常用方法有酸碱白土法、加氢精制法、物理净化法等。而本文作者采用絮凝沉降精滤法处理废机油,该方法节能环保无污染,处理后的废机油达到使用标准,可以用来生产铁路线路维护的长效防腐脂、轮轨脂等。
1 实验部分
1.1 实验仪器与测试标准
润滑脂机械杂质含量测定器(显微镜法)BF-42A,大连北方分析仪器有限公司生产,GB/T 513-1977;石油产品水分试验器BF11-A,大连北方分析仪器有限公司生产,GB/T512-1965;石油产品酸值测定器BFZD-4,大连北方分析仪器有限公司生产,GB/T264;润滑脂锥入度测定器BF-38,大连北方分析仪器有限公司生产,GB/T269-1991;润滑脂滴点测定器BF-21,大连北方分析仪器有限公司生产,GB/T4929-1985;润滑脂铜片腐蚀测定器BF-19B,大连北方分析仪器有限公司生产,GB/T7326-1987。
1.2 实验步骤
1.2.1 原料分析
实验原料为某机务段提供的废内燃机润滑油,通过一些检测仪器测得废弃润滑油的指标见表1。
1.2.2 实验过程
量取一定体积的废机油样品,放入烧杯中,在80℃恒温水浴中自然沉降12h,去除底部水分及机械杂质,测其水分及机械杂质。把处理后的样品在恒温水浴中,加入水玻璃水溶液,加入后要连续均匀搅拌15min~20min,然后在一定温度下开始沉降,沉降一段时间后去除底部机械杂质,测其机械杂质及酸值,最后把处理后的样品用滤油机进行处理,测其水分。
2 实验结果分析
2.1 絮凝对废机油的影响
2.1.1 絮凝剂加入量对废机油的影响
在沉降时间为18h、沉降温度为80℃的条件下,改变絮凝剂的加入量进行实验,其结果如图1、图2所示。由图可见,随着絮凝剂加入量的增加,废机油中机械杂质的含量、酸值逐渐减少,当絮凝剂的加入量达到0.5%以后,机械杂质含量、酸值基本不变。这是因为该絮凝剂为碱性的,可中和废机油中的酸,当酸值不变时,说明废机油中的酸碱中和反应已达到平衡。
2.1.2 絮凝后沉降温度对废机油的影响
在絮凝剂加入量为0.5%、沉降时间为18h的条件下,改变沉降温度进行实验,其结果如图3、图4所示。由图可见,随着温度的升高,废机油中的机械杂质含量、酸值不断减少,当温度达到80℃时,温度继续升高时废机油中机械杂质含量、酸值减少的速度较平缓。这是因为温度高沉降速度快,当达到一定温度后,沉降速度基本不变。如果继续升温的话反而会使反应向逆方向进行,使酸值增大。
2.1.3 絮凝后沉降时间对废机油的影响
在絮凝剂加入量为0.5%、沉降温度为80℃的条件下,改变沉降时间进行实验,其结果如图5、图6所示。由图可见,随着时间的延长,废机油中的机械杂质含量、酸值不断减少,当时间达到18h时,时间继续延长时废机油中机械杂质含量、酸值基本不变。这是因为时间越长杂质沉降越彻底,当达到一定时间后,机械杂质含量、酸值基本不变。
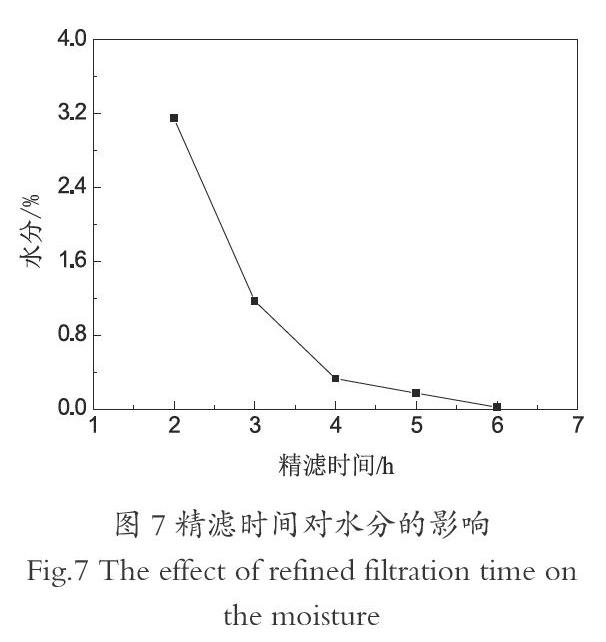
2.2 精滤对废机油的影响
选取在絮凝剂加入量为0.5%、沉降温度为80℃、沉降时间为18h的条件下处理后的废机油,改变滤油机的精滤时间进行实验,其结果如图7所示。由图可见,随着时间的延长,废机油中水分的含量不断减少,当精滤时间达到6h时,水分含量为0.02%,已达到使用标准。
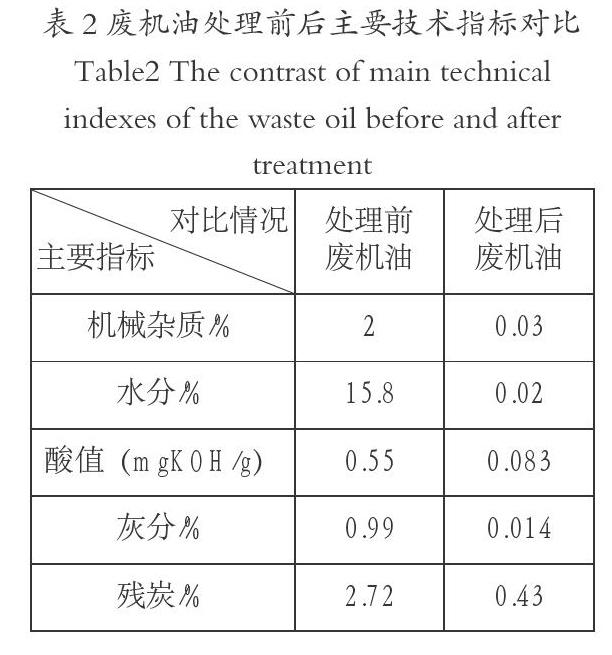
2.3 处理前后废机油的对比
整个实验过程先采用自然沉降初步处理废机油,实验条件为自然沉降温度80℃、时间12h,处理后废机油中机械杂质含量为1.164%,水分含量为4.43%;再进行絮凝操作,实验条件为絮凝剂加入量0.5%、沉降温度80℃、沉降时间18h,处理后废机油中机械杂质含量为0.03%,酸值为0.083;最后用滤油机进行精滤,实验条件为精滤时间6h,处理后废机油中水分含量为0.02%,具體结果见表2。由表可见,处理后废机油已达到生产铁路系列油脂使用标准。
结论
本文作者利用絮凝沉降精滤法处理了废机油,处理后的废机油达到铁路系列油脂的使用标准,通过对废机油的处理过程的研究,得出了以下结论:
(1)采用絮凝沉降精滤法处理废机油,得出的工艺条件为:絮凝剂的加入量为0.5%,絮凝后沉降温度为80℃,沉降时间为18h,精滤时间为6h。
(2)利用该工艺条件处理的废机油达到铁路系列油脂的使用标准。
参考文献
[1]马宁.中国废润滑油再生市场政策解析[J].合成润滑材料,2011,26(10):1-3.
[2] B.Wilson.Used oil environmental hazard[J].Industrial Lubrication and Tribology, 1998, 50(03): 123-124.
[3]宋朝新.中国废润滑油再生市场发展现状及建议[J].石油科技,2010,28(04):1-6.
[4]安军信,周惠娟,王会东.我国废润滑油再生市场的现状及发展前景[J].精细与专用化学品,2010,18(01):1-7.
[5]戴钧樑.废润滑油再生[M].北京:中国石化出版社,1999.
[6]张念.我国铁路轮轨润滑技术的发展[J].中国铁路,2009(09):21-23.
[7]蒋明俊,郭小川.润滑脂性能及应用[M].北京:中国石化出版社,2010.
[8]刘晓峰,李英姿,童宗文,等.环保型铁路轮轨润滑脂的开发研制[J].中国铁道科学,2009,30(04):140-141.
[9]张龙年,王晓波,续景.国内润滑脂工业发展现状[J].润滑油与燃料,2008(01):1-5.
[10]白传航.润滑脂的组成和性能评价[J].合成润滑材料,2004,31(01):35-41.
[11]吕兆歧,谢泉.润滑油品研究与应用指南[M].北京:中国石化出版社,1997.
[12]何懿峰,孙洪伟,段庆华.润滑脂合成机理探索[J].石油学报,2009,25(z1):98-102.
