游标卡尺和螺旋测微器的正确使用
2016-05-11冯鹏荆利莉
冯鹏 荆利莉
高中长度测量仪器主要以毫米刻度尺、游标卡尺及螺旋测微器为主,其中高中恒定电流实验中测量导线的直径等多数情况会应用游标卡尺及螺旋测微器,所以二者也是高考重点考察的实验读数仪器.根据本人的研究及在其他资料和网上资料的介绍,我总结了关于游标卡尺及螺旋测微器的正确使用方法.希望能对高中一线教师的教学有所帮,对高中生的学习有所指导.
1 游标卡尺
1.1 结构(图1)
1.2 作用
利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径.深度尺与游标尺连在一起,可以测槽和筒的深度.
1.3 游标卡尺的使用方法
将量爪并拢,查看游标和主尺身的零刻度线是否对齐.如果对齐就可以进行测量.测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数.
1.4 刻度尺
常用刻度尺的最小刻度为1 mm.用刻度尺测量物体的长度时要注意以下几点:
(1)刻度线紧贴被测物,眼睛正对刻度线读数,以避免视差.
(2)为防止因端头磨损而产生误差,常选择某一刻度线为测量起点,测量的长度等于被测物体的两个端点在刻度尺上的读数之差.
(3)毫米以下的数值要估读一位,估读最小刻度值的1/10.
(4)测量精度要求高时,要进行重复测量后取平均值.可用“累积法”测细金属丝的直径或一张白纸的厚度.
1.5 游标卡尺原理
(1) 10分度游标卡尺的原理(图2)
主尺的最小分度是1 mm,游标尺上有10个小的等分刻度它们的总长等于9 mm,每格0.9 mm,因此游标尺的每一分度与主尺的最小分度相差0.1 mm,当左右侧脚合在一起,游标的零刻度线与主尺的零刻度线重合时,只有游标的第10条刻度线与主尺的9 mm刻度线重合,其余的刻度线都不重合.游标的第一条刻度线在主尺的1 mm刻度左边0.1 mm处,游标的第二条刻度线在主尺的2 mm刻度左边0.2 mm处,等等.
游标的第几条刻度线与主尺的刻度线重合,就是零点几毫米.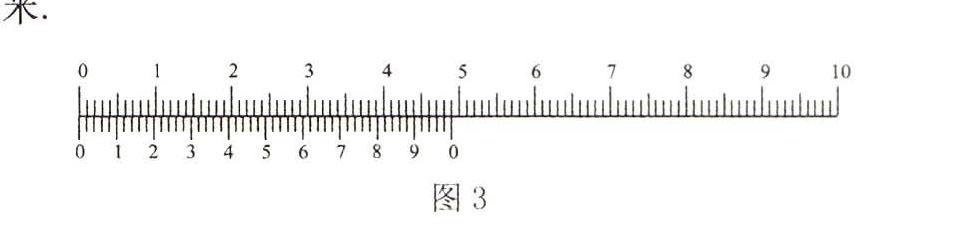
(2) 20分度游标卡尺的原理
主尺的最小分度是1 mm,游标尺上有20个小的等分刻度它们的总长等于19 mm,每格0.95 mm,因此游标尺的每一分度与主尺的最小分度相差0.05 mm,当左右侧脚合在一起,游标的零刻度线与主尺的零刻度线重合时,只有游标的第20条刻度线与主尺的19 mm刻度线重合,其余的刻度线都不重合.游标的第一条刻度线在主尺的1 mm刻度左边0.05 mm处,游标的第二条刻度线在主尺的2 mm刻度左边0.1 mm处,等等.
游标的第n条刻度线与主尺的刻度线重合,就是0.05×n毫米.
(3) 50分度游标卡尺
主尺的最小分度是1 mm,游标尺上有50个小的等分刻度它们的总长等于49 mm,每格0.98 mm,因此游标尺的每一分度与主尺的最小分度相差0.02 mm, 当左右侧脚合在一起,游标的零刻度线与主尺的零刻度线重合时,只有游标的第50条刻度线与主尺的49 mm刻度线重合,其余的刻度线都不重合.游标的第一条刻度线在主尺的1 mm刻度左边0.02 mm处,游标的第二条刻度线在主尺的2 mm刻度左边0.04 mm处,等等.
游标的第n条刻度线与主尺的刻度线重合,就是0.02×n毫米.
(4) 如何快速找到“游标尺上与主尺重合的刻线”?
先按照一般刻度尺的读数方法估读一个不足1 mm的数,再根据这个数到游标尺上相应位置去找.20、50分度游标尺很容易出现“同时有两条刻线与主尺对准”的情况,读数时应选“对得更准”的一条.读数不需要估读到分度值的下一位.(“游标主尺的读数是准确值,用游标估计的数字也是准确的.米尺估读的最后一位数带有主观判断,是可疑的,属于不准确数”).
小结:游标卡尺的读数=主尺读数+游标读数×精度
步骤:①判断精度;②读出主尺上的读数.(以mm位单位后再转化为cm) 在主尺上读数时,一定要读游标零刻线左边最近的主尺刻度线的值;③读游标上的读数.(不需要估读).
注:①精度:线度/分度.如10分度的精度为0.1mm,20分度的精度为0.05mm,50分度的精度为0.02 mm.
②末尾的零不能随便省去.
③10分度的游标卡尺的读数应有1位小数(以mm为单位);20和50分度的游标卡尺的读数应有两位小数(以mm为单位);由mm换算到其他单位时小数不要变,如15.0 mm=1.50 cm.
④10分度卡尺,读数的末位(10-1 mm )可以是0~9中的数字;20分度卡尺,读数的末位(10-2 mm)只能是0或5;50分度卡尺读数的末位(10-2 mm)可以是0、2、4、6、8中的数字.
1.6 游标卡尺的保管及注意事项
(1)游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下.使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀.
(2)测量时,应先拧松紧固螺钉,移动游标不能用力过猛.两量爪与待测物的接触不宜过紧.不能使被夹紧的物体在量爪内挪动.
(3)读数时,视线应与尺面垂直.如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动.
(4)实际测量时,对同一长度应多测几次,取其平均值来消除偶然误差.
(5)游标卡尺使用完毕,用棉纱擦拭干净.长期不用时应将它擦上黄油或机油,两量爪合拢并拧紧紧固螺钉,放入卡尺盒内盖好.
(6)不可以用游标卡尺量度粗糙物体以免损伤侧角.
2 螺旋测微器
螺旋测微器的工作原理:螺旋测微器又名千分尺,它是一种测量长度的仪器(图4).
2.1 原理和使用
螺旋测微器是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进(顺时针)或后退(逆时针)一个螺距的距离.因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来.螺旋测微器的精密螺纹的螺距是0.5 mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5 mm,因此旋转每个小分度,相当于测微螺杆前进或后退这0.5/50=0.01 mm.可见,可动刻度每一小分度表示0.01 mm,所以以螺旋测微器可准确到0.01 mm,即精度为0.01 mm.由于还能再估读一位,可读到毫米的千分位,故又名千分尺.
2.2 螺旋测微器使用注意事项
(1)转动保护旋钮K′不可太快,否则由于惯性会使接触压力过大使被测物变形,造成测量误差,更不可直接转动大旋钮去使测杆夹住被测物,这样往往压力过大使测杆上的精密螺纹变形,损伤量具.
(2)被测物表面应光洁,不允许把测杆固定而将被测物强行卡入或拉出,那会划伤测杆和测砧的经过精密研磨的端面.
(3)轻拿轻放,防止掉落摔坏.
(4)用毕放回盒中,存放中测杆P和测砧A不要接触,长期不用,要涂油防锈.
2.3 读数
读数公式:测量读数=固定刻度+半刻度+可动刻度(+估读位)
可动刻度(+估读位)=固定刻度的中心水平线与可动刻度对齐的位置的读数×0.01 mm
(1)看半刻度是否露出,固定刻度上的刻度值是以mm为单位;读数时,特别要注意固定刻度上表示0.5 mm 的刻度线是否从“旋转套”边缘露出,避免少读0.5 mm.可根据“可动刻度”上“0”的位置来判断:“0”在基准线上方即未露出,“0”在基准线下方即已露出.
(调零后,可动刻度上0每转一圈应该与固定刻度或半刻度对齐)
(2)可动刻度要估读一位,小数点后应保留三位有效数字(以mm做单位).
(3)固定刻度上的最小刻度为0.5 mm(在中线的上侧);可动刻度每旋转一圈前进(或后退)0.5 mm,即精密螺纹的螺距为0.5 mm,在可动刻度的一周上平均刻有50条刻线,所以相邻两条刻线间代表0.01 mm.
如图5读数时,从固定刻度上读取整、半毫米数,然后从可动刻度上读取剩余部分(因为是10分度,所以在最小刻度后应再估读一位,类似刻度尺估读一位),再把两部分读数相加,得测量值,结果用毫米作单位.图5中的读数应该是6.702 mm.
测量值=6.5+20.3×0.01 mm=6.703 mm(6.702 mm~6.704 mm均正确)
其中20.3中的0.3是估读.
2.4 螺旋测微器的零误差
当螺旋测微器的两小砧靠在一起时,如果尺的读数不为零,则此时的读数称为它的零误差. 如果可动刻度的零刻度线在固定刻度的横线上方,零误差为正,在测量后的读数中应加上这个零误差.如果可动刻度的零刻度线在固定刻度横线的下方,则零误差为负,在测量后的读数中应减去这个零误差.
2.5 注意事项
(1)测量前要检查零点读数,并对测量数据作零点修正.
(2)检查零点读数和测量长度时,切忌直接转动测微螺杆和微分筒,而应轻轻转动棘轮旋柄.
(3)测量完毕应使测砧和测微螺杆留有间隙,以免因热胀而损坏螺纹.
典型例题 某同学用游标卡尺和螺旋测微器分别测量一薄的金属圆片的直径和厚度,读出图6中的示数,该金属圆片的直径的测量值为[CD#3]cm,厚度的测量值为[CD#3]mm.
解析 游标卡尺是20分度的,可精确到0.05 mm,其主尺读数为1.2 cm,游标尺读数为
8×0.005 cm=0.040 cm.所以金属圆片直径为1.240 cm.螺旋测微器固定刻度读数为
1.5 mm,可动刻度读数为0.183 mm,厚度测量值为1.683 mm.
答案 1.240 1.683
易误警示 千分尺必须估读,在高中阶段不要求游标对卡尺估读.
